PLC指令工程实例
- 格式:ppt
- 大小:637.00 KB
- 文档页数:16
300PLC的上升沿指令1. 什么是PLC?PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的计算机设备。
它由中央处理器、输入/输出模块、存储器和通信模块等组成,可以通过编程来实现对工业设备的自动控制和监测。
2. 上升沿指令的作用上升沿指令是PLC中常用的一种控制指令,用于检测输入信号从低电平到高电平(即从0到1)的变化。
当输入信号发生上升沿时,该指令会触发相应的逻辑操作或输出动作。
3. 300PLC上升沿指令的语法在300PLC中,上升沿指令可以使用以下语法:RisingEdge(Input, Output);其中,Input代表需要检测上升沿的输入信号,Output表示触发后执行的逻辑操作或输出动作。
4. 实例演示以下是一个简单的示例演示了如何使用300PLC中的上升沿指令:VARInput: BOOL;Output: BOOL;END_VARMETHOD Main()BEGINIF RisingEdge(Input, Output) THEN// 当Input信号发生上升沿时执行以下操作Output := TRUE;ELSEOutput := FALSE;END_IF;END_METHOD在这个示例中,我们定义了一个BOOL类型的输入信号Input和一个BOOL类型的输出信号Output。
在Main()方法中,我们使用了上升沿指令来检测Input信号是否发生上升沿,并根据结果执行相应的操作。
当Input信号从0变为1时,即发生了上升沿,指令会返回TRUE,并将Output设置为TRUE。
否则,指令返回FALSE,并将Output设置为FALSE。
5. 上升沿指令的应用场景上升沿指令在工业自动化控制中有广泛的应用场景,下面是一些常见的应用场景:5.1 按钮触发事件在工业设备控制中,经常需要通过按钮来触发某些事件或操作。
通过使用上升沿指令可以方便地检测按钮是否被按下,并触发相应的逻辑操作或输出动作。
PLC流程图法编程及实例可编程逻辑控制器(PLC)是一种广泛应用于工业自动化领域的设备,它通过接收输入信号,执行内部程序,从而控制输出信号,实现对设备的控制。
PLC编程的方法有很多种,其中,流程图法是一种常用的编程方法。
本文将介绍PLC流程图法编程的基本概念、优点、实例及应用实践经验。
PLC流程图法编程是一种图形化的编程语言,它将PLC程序转换成直观的流程图形式,通过在流程图中定义输入、输出变量,以及各个步骤之间的逻辑关系,来实现对PLC程序的编写和控制。
流程图法编程具有直观易懂、易于学习、易于维护等优点,因此,它成为了很多工程师和技术人员首选的PLC编程方法。
直观易懂:流程图使用图形化的方式来表示PLC程序,可以直观地展示程序的结构和逻辑关系,方便工程师和技术人员理解和分析。
易于学习:相比于传统的文本编程语言,流程图法编程更加简单易懂,即使是没有PLC编程经验的人也可以快速上手。
易于维护:在PLC程序调试过程中,流程图法可以更快速地找到程序中的错误和漏洞,方便工程师和技术人员进行程序的修改和维护。
提高效率:使用流程图法编程,可以减少程序调试的时间和成本,提高PLC程序的开发效率。
下面以一个简单的PLC程序为例,介绍如何使用流程图法进行编程。
实例:设计一个控制设备,当按下启动按钮后,设备开始工作,当按下停止按钮后,设备停止工作。
输入变量:启动按钮(X0)、停止按钮(X1)在绘制流程图时,我们需要将输入变量和输出变量在图中表示出来,并使用图形符号来表示输入输出之间的逻辑关系。
根据上面的实例,我们可以绘制如下流程图:开始 -->启动按钮(X0) -->设备状态(Y0) -->工作| ||---------->停止按钮(X1) <--|设备状态(Y0) -->工作状态 <--停止状态 <--结束根据流程图,我们可以编写如下的PLC程序:LD X0 //检查启动按钮是否按下OUT Y0 //将设备状态输出为工作状态LD X1 //检查停止按钮是否按下OUT Y0 //将设备状态输出为停止状态在编写PLC程序时,有些问题需要特别注意:变量的命名:为了避免程序出错和便于维护,变量命名要规范、有含义、易记忆。
1200plc编程经典实例1200 PLC编程经典实例是指对于1200 PLC进行编程和应用的一系列实例。
以下是10个符合标题内容的1200 PLC编程经典实例:1. LED灯控制:使用1200 PLC编程控制LED灯的开关操作,通过输入输出模块和逻辑控制实现灯的亮灭控制。
2. 温度控制:使用1200 PLC编程实现温度的监测与控制,通过传感器采集温度数据,根据预设的控制逻辑来控制加热器或制冷器的工作。
3. 电机控制:使用1200 PLC编程实现电机的正反转控制和速度调节功能,通过输入输出模块和PWM输出实现电机的精确控制。
4. 计数器应用:使用1200 PLC编程实现计数器的应用,可以对输入信号进行计数并显示,适用于生产线上的物料计数等场景。
5. 定时器应用:使用1200 PLC编程实现定时器的应用,可以控制设备的启停时间,适用于定时开关灯、定时运行设备等场景。
6. 运动控制:使用1200 PLC编程实现运动控制,可以控制伺服电机的位置、速度和加减速度等参数,适用于自动化生产线上的精密定位。
7. 通讯控制:使用1200 PLC编程实现与上位机或其他设备的通讯控制,可以实现数据交换和远程监控等功能。
8. 液位控制:使用1200 PLC编程实现液位的监测和控制,通过液位传感器采集液位数据,根据预设的控制逻辑控制泵或阀门的开关。
9. 堆垛机控制:使用1200 PLC编程实现堆垛机的自动化控制,可以实现货物的自动堆垛和取放功能,提高仓储物流效率。
10. 自动化装配线控制:使用1200 PLC编程实现自动化装配线的控制,可以实现零件的自动装配和检测功能,提高生产效率和质量。
这些实例涵盖了1200 PLC在不同领域的应用,可以帮助读者更好地理解和掌握1200 PLC的编程技巧和应用方法。
通过学习这些实例,读者可以将其应用到自己的工程项目中,实现自动化控制和提高生产效率。
plc算术运算实例PLC算术运算实例PLC(Programmable Logic Controller,可编程逻辑控制器)是一种用于自动化控制系统的专用计算机,常用于工业生产线的控制。
PLC的算术运算功能在自动化控制中起着重要作用,本文将以实例来介绍PLC的算术运算功能。
一、PLC的算术运算功能概述PLC的算术运算功能是通过PLC的编程软件来实现的。
在PLC的程序中,可以使用算术运算指令来对数据进行加减乘除等运算操作。
这些算术运算指令是PLC的基本指令之一,通过它们可以实现对数据的处理和计算。
二、实例一:温度控制系统假设我们有一个温度控制系统,需要根据当前温度和设定温度来控制加热器的工作。
对于这个系统,我们可以使用PLC的算术运算功能来实现温度差的计算。
我们需要将当前温度和设定温度分别读取到PLC的内存中。
然后,使用算术运算指令来计算温度差,即当前温度减去设定温度。
最后,根据计算得到的温度差来控制加热器的工作。
三、实例二:物料配送系统假设我们有一个物料配送系统,需要根据物料的数量和需求量来控制传送带的运行。
对于这个系统,我们可以使用PLC的算术运算功能来实现物料数量的计算。
我们需要将物料的数量和需求量分别读取到PLC的内存中。
然后,使用算术运算指令来计算物料数量与需求量的差值。
最后,根据计算得到的差值来控制传送带的运行,如果差值大于0,则传送带开始运行;如果差值小于等于0,则传送带停止运行。
四、实例三:产量统计系统假设我们有一个产量统计系统,需要根据不同产品的产量来计算总产量。
对于这个系统,我们可以使用PLC的算术运算功能来实现总产量的计算。
我们需要将不同产品的产量分别读取到PLC的内存中。
然后,使用算术运算指令来对不同产品的产量进行累加计算,得到总产量。
最后,将计算得到的总产量保存到PLC的内存中,方便后续统计和查询。
五、总结PLC的算术运算功能在自动化控制系统中具有重要作用。
通过实例的介绍,我们可以看到,在温度控制、物料配送和产量统计等应用场景中,PLC的算术运算功能可以实现对数据的处理和计算,从而实现对控制过程的精确控制和统计分析。

1200plc移位指令摘要:1.1200PLC 移位指令简介2.1200PLC 移位指令的类型3.1200PLC 移位指令的用法4.1200PLC 移位指令的实例5.1200PLC 移位指令在工程中的应用正文:1200PLC 移位指令是一种在可编程逻辑控制器(PLC)中广泛应用的指令,用于实现二进制或循环移位操作。
通过使用移位指令,可以简化代码编写,提高程序执行效率。
1200PLC 移位指令具有多种类型,可以根据实际需求选择合适的指令。
首先,我们来了解一下1200PLC 移位指令的类型。
1200PLC 移位指令主要分为以下几种:(1)循环右移(RRC)(2)循环左移(RLC)(3)带循环右移(RR)(4)带循环左移(RL)接下来,我们来看一下1200PLC 移位指令的用法。
在使用移位指令时,需要指定操作数(S)、移位次数(C)和移位方向(D)。
操作数(S)表示要进行移位操作的内存区域,移位次数(C)表示要移位的位数,移位方向(D)表示移位方向,可以是正向(0)或反向(1)。
下面,我们通过一个实例来了解一下1200PLC 移位指令的具体应用。
假设有一个4 位的二进制数1011,我们想要将其循环左移两位。
可以使用以下指令:```RLC S1.0, C2, D1```执行该指令后,S1.0 中的二进制数将会变为1100。
1200PLC 移位指令在工程中有着广泛的应用,例如在数据处理、通信协议和控制逻辑等方面。
通过灵活使用移位指令,可以简化代码编写,提高程序执行效率,降低系统成本。
总之,1200PLC 移位指令是一种非常有用的指令,可以实现二进制或循环移位操作。
1200plc移位指令移位指令是可编程逻辑控制器(PLC)中一种常用的指令,用于对数据进行位移操作。
在1200plc中,移位指令有着丰富的分类和广泛的应用。
本文将详细介绍1200plc移位指令的分类、应用实例以及编程技巧,以帮助读者更好地理解和使用这些指令。
一、移位指令的概述移位指令是将数据按照指定的位数进行左移或右移的操作。
在PLC编程中,移位指令常用于对输入信号进行处理,或者对中间结果进行位操作。
根据移位方向的不同,移位指令可分为左移指令和右移指令。
二、1200plc移位指令的分类及应用1.左移指令(SHL)左移指令将指定的数据向左移动指定的位数,最高位(符号位)不变。
左移指令在1200plc中的表示为:SHL [位地址],[移位位数]。
应用场景:当需要对一个二进制数进行多次加法操作时,可以使用左移指令将每次加法操作的结果左移一位,以实现高位补零的效果。
2.右移指令(SHR)右移指令将指定的数据向右移动指定的位数,最低位(符号位)不变。
右移指令在1200plc中的表示为:SHR [位地址],[移位位数]。
应用场景:当需要对一个二进制数进行多次减法操作时,可以使用右移指令将每次减法操作的结果右移一位,以实现低位补零的效果。
三、移位指令的编程实例以下是一个使用移位指令的编程实例:假设有两个16位的二进制数A和B,分别存储在地址100和200中。
我们需要对这两个数进行按位与操作,并将结果左移4位。
编程步骤:1.定义变量C,地址为300,用于存储运算结果。
2.编写移位指令:SHL 300, 43.使用与指令(AND)对A和B进行按位与操作,并将结果存储在C中:AND 100, 200, 300四、移位指令在实际工程中的应用技巧1.合理选择移位位数:根据实际需求选择合适的移位位数,既能满足功能需求,又能减少程序复杂度。
2.结合其他指令使用:移位指令可以与其他指令(如逻辑与、或、非等)结合使用,实现更复杂数字逻辑控制。
要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等课题一 PLC 控制运料小车一、课题要求:工作,达到课题规定的要求。
二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。
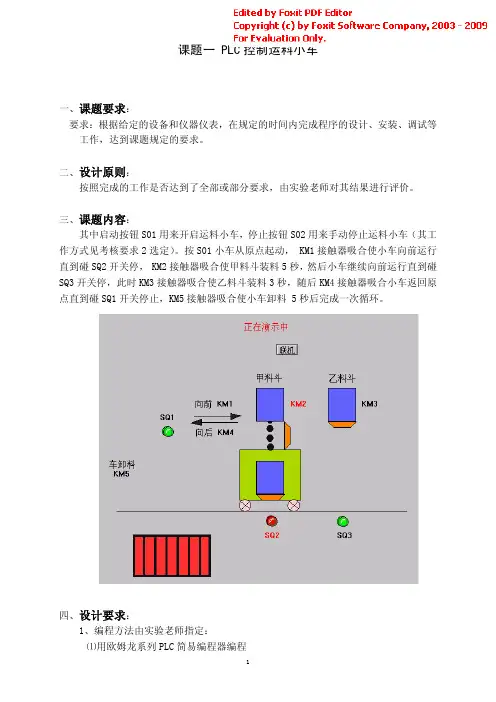
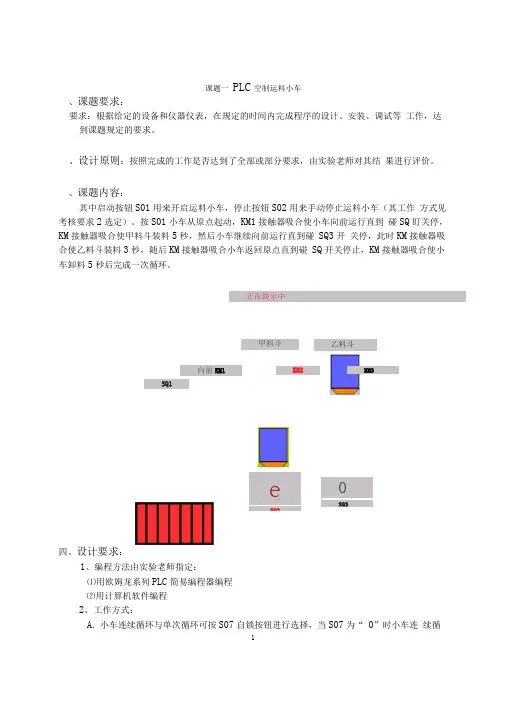
三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。
按S01小车从原点起动, KM1接触器吸合使小车向前运行直到碰SQ2开关停, KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料 5秒后完成一次循环。
四、设计要求:1、编程方法由实验老师指定: ⑴用欧姆龙系列PLC 简易编程器编程⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:输入设备 输入端口编号 接考核箱对应端口启动按钮S01 0000 SO1停止按钮S02 0001 SO2开关SQ1 0002 电脑和PLC自动连接开关SQ2 0003 电脑和PLC自动连接开关SQ3 0004 电脑和PLC自动连接选择按钮S07 0005 S07输出设备 输出端口编号 接考核箱对应端口向前接触器KM1 1000 H01甲卸料接触器KM2 1001 H02乙卸料接触器KM3 1002 H03向后接触器KM4 1003 H04车卸料接触器KM5 1004 H05六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连 续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到 碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
1课题一 PLC 空制运料小车、课题要求:要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等 工作,达到课题规定的要求。
、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。
、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作 方式见考核要求2选定)。
按S01小车从原点起动,KM1接触器吸合使小车向前运行直到 碰SQ 盯关停,KM 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3开 关停,此时KM 接触器吸合使乙料斗装料3秒,随后KM 接触器吸合小车返回原点直到碰 SQ 开关停止,KM 接触器吸合使小车卸料5秒后完成一次循环。
正在演示中四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC 简易编程器编程 ⑵用计算机软件编程2、 工作方式:A. 小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连 续循SQ1向前KM1甲料斗eSQ2KM2OSQ3乙料斗KM3环,当S07为“1 ”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。
五、输入输出端口配置:六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“ 0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ 开关立即停止;当再按启动按钮S01小车重新运行;C连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。
PLC必背50编程实例介绍PLC(可编程逻辑控制器)是一种用于控制工业自动化过程的电子设备。
它使用编程语言来控制机器、设备和生产线的运行。
PLC编程实例是为了帮助工程师更好地理解和掌握PLC编程技术而设计的一系列实际案例。
本文将介绍50个必背的PLC 编程实例,涵盖了各种常见的控制任务和应用场景。
1. 点亮LED灯1.1 需求描述在PLC上控制一个LED灯,使其点亮。
1.2 实现步骤1.连接PLC输出口和LED灯。
2.使用PLC编程软件创建一个输出位。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,将输出位设置为高电平。
1.3 代码示例-- 定义输出位Output_LED: BOOL;-- 主程序Main:-- 将输出位设置为高电平Output_LED := TRUE;2. 控制电机转动2.1 需求描述使用PLC控制一个电机按照设定的方向和速度转动。
2.2 实现步骤1.连接PLC输出口和电机控制器。
2.使用PLC编程软件创建两个输出位,一个控制电机的正转,一个控制电机的反转。
3.将输出位与PLC输出口绑定。
4.编写PLC程序,根据需要设置正转或反转输出位。
2.3 代码示例-- 定义输出位Output_Forward: BOOL;Output_Reverse: BOOL;-- 主程序Main:-- 将正转输出位设置为高电平,反转输出位设置为低电平Output_Forward := TRUE;Output_Reverse := FALSE;3. 按钮控制输出3.1 需求描述使用PLC控制一个输出位,通过按下按钮进行开关控制。
3.2 实现步骤1.连接PLC输入口和按钮。
2.连接PLC输出口和负载(如灯、电机等)。
3.使用PLC编程软件创建一个输入位和一个输出位。
4.将输入位与PLC输入口绑定,将输出位与PLC输出口绑定。
5.编写PLC程序,根据输入位的状态来控制输出位。
3.3 代码示例-- 定义输入位Input_Button: BOOL;-- 定义输出位Output_Load: BOOL;-- 主程序Main:-- 当按钮被按下时,将输出位设置为高电平;否则,将输出位设置为低电平IF Input_Button THENOutput_Load := TRUE;ELSEOutput_Load := FALSE;END_IF;结论本文介绍了PLC必背的50个编程实例,涵盖了点亮LED灯、控制电机转动、按钮控制输出等常见的PLC控制任务。
codesys编程实例详解(二)Codesys编程实例详解Codesys(Controlled Development System)是一种常用的工业自动化编程软件,专门用于开发可编程逻辑控制器(PLC)的程序。
本文将通过详细的编程实例,介绍如何使用Codesys进行PLC编程。
实例1:数字输入输出控制1.在Codesys软件中创建新的工程。
2.在工程中添加一个新的程序块,命名为”Digital_IO”。
3.在”Digital_IO”程序块中声明一个数字输入变量”Input”和一个数字输出变量”Output”。
4.在主程序(Main)中添加一个网络(Network)。
5.在该网络中,添加一个周期型的任务(CYCLIC),命名为”IO_Control”。
6.在”IO_Control”任务中,添加一个输入线圈(Coil)来读取输入信号,将其连接至”Input”变量。
7.添加一个输出线圈,将其连接至”Output”变量,用来控制输出信号。
8.在”IO_Control”任务中,使用IF语句判断输入信号的状态,如果为True则输出信号为True,否则为False。
9.在Main程序中,将”IO_Control”任务添加至主循环中,以周期性地读取输入信号并控制输出信号。
实例2:PID控制器1.在Codesys软件中创建新的工程。
2.在工程中添加一个新的程序块,命名为”PID_Controller”。
3.在”PID_Controller”程序块中声明输入变量”Input”、输出变量”Output”和设定值变量”Setpoint”。
4.在主程序(Main)中添加一个网络(Network)。
5.在该网络中,添加一个周期型的任务(CYCLIC),命名为”PID_Control”。
6.在”PID_Control”任务中,使用PID算法计算控制量,根据输入信号、设定值和输出信号的反馈调整输出信号的数值。
7.将计算得到的输出信号赋值给”Output”变量。
目录第一章概述 (3)一、PLC的分类及特点 (3)二、PLC的结构与工作原理 (5)三、S7-200 PLC的硬件组成及指令系统 (7)四、PLC控制系统的设计与故障诊断 (8)五、PLC的应用及展望 (9)第二章实训项目 (11)PLC基本技能实操 (11)实训一 PLC认知实训 (11)实训二典型电动机控制实操 (15)实训三数码显示控制 (19)实训四抢答器控制 (22)实训五音乐喷泉控制 (25)实训六装配流水线控制 (28)实训七十字路口交通灯控制 (31)实训八水塔水位控制 (34)实训九天塔之光控制 (37)实训十自动配料装车系统控制 (40)实训十一四节传送带控制 (44)实训十二多种液体混合装置控制 (47)实训十三自动售货机控制 (50)实训十四自控轧钢机控制 (54)实训十五邮件分拣机控制 (58)实训十六自控成型机控制 (61)实训十七机械手控制 (64)实训十八加工中心控制 (67)实训十九三层电梯控制 (71)实训二十四层电梯控制 (75)实训二十一自动洗衣机控制 (80)实训二十二电镀生产线控制 (84)PLC实物控制实训 (88)实训二十三直线运动位置检测、定位控制 (88)实训二十四步进电机控制 (91)实训二十五直流电机控制 (94)实训二十六温度PID控制 (97)PLC高级技能实训 (100)实训二十七基于PLC的C620普通车床电气控制 (100)实训二十八基于PLC的C6140普通车床电气控制 (104)实训二十九基于PLC的C620普通车床两地电气控制 (108)实训三十基于PLC的M7130K平面磨床电气控制 (112)实训三十一基于PLC的Z3040摇臂钻床电气控制 (116)实训三十二基于PLC的X62W万能铣床电气控制 (121)实训三十三基于PLC的液压滑台式自动攻螺纹机电气控制 (127)实训三十四基于PLC的运行小车电气控制 (131)PLC、变频器、触摸屏综合应用技能实训 (135)实训三十五变频器功能参数设置与操作 (135)实训三十六外部端子点动控制 (140)实训三十七变频器控制电机正反转 (142)实训三十八多段速度选择变频器调速 (144)实训三十九变频器无级调速 (147)实训四十外部模拟量(电压/电流)方式的变频调速控制 (149)实训四十一瞬时停电启动控制 (151)实训四十二 PID变频调速控制 (153)实训四十三基于PLC的变频器外部端子的电机正反转控制 (155)实训四十四基于PLC数字量方式多段速控制 (157)实训四十五基于PLC模拟量方式变频开环调速控制 (160)实训四十六基于PLC模拟量方式变频恒压供水模拟控制 (162)实训四十七基于PLC通信方式的变频开环调速 (164)实训四十八基于PLC通信方式的速度闭环定位控制 (168)实训四十九基于PLC模拟量方式的变频闭环调速 (171)实训五十基于触摸屏控制方式的基本指令编程练习 (174)实训五十一基于触摸屏控制方式的数码显示控制 (176)实训五十二基于触摸屏控制方式的温度PID控制 (178)实训五十三 PLC、触摸屏及变频器通信控制 (180)PLC工业通讯网络技能实训 (181)实训五十四 PPI网络的组建 (181)实训五十五 PPI网络的MCGS组态监控 (184)实训五十六 PROFIBUS-DP网络的组建 (188)实训五十七 PROFIBUS-DP网络的MCGS组态监控 (191)实训五十八 Ethernet网络的组建 (194)实训五十九 Ethernet网络的MCGS组态监控 (198)附录一 STEP7 MicroWIN软件使用入门 (202)附录二 PLC仿真实训软件使用帮助 (210)附录三 MCGS工控组态软件使用说明书 (212)附录四 S7-200 PLC指令集 (221)附录五 EasyBuilder500软件的使用说明......................................................... 错误!未定义书签。
plc编程实例PLC基础实验7实验十二四层电梯控制系统的模拟在D68S实验挂箱上完成本实验一、实验目的1.通过对工程实例的模拟,熟练地掌握PLC的编程和程序调试方法。
2.进一步熟悉PLC的I/O连接。
3.熟悉四层楼电梯采用轿厢外按钮控制的编程方法。
二、实验说明电梯由安装在各楼层厅门口的上升和下降呼叫按钮进行呼叫操纵,其操纵内容为电梯运行方向。
电梯轿厢内设有楼层内选按钮S1~S4,用以选择需停靠的楼层。
L1为一层指示、L2为二层指示、L3为三层指示、L4为四层指示,SQ1~SQ4为到位行程开关。
电梯上升途中只响应上升呼叫,下降途中只响应下降呼叫,任何反方向的呼叫均无效。
例如,电梯停在一层,在三层轿厢外呼叫时,必须按三层上升呼叫按钮,电梯才响应呼叫(从一层运行到三层),按三层下降呼叫按钮无效;反之,若电梯停在四层,在三层轿厢外呼叫时,必须按三层下降呼叫按钮,电梯才响应呼叫(从四层运行到三层),按三层上升呼叫按钮无效,依此类推。
三、实验面板图实验十七水塔水位控制模拟在水塔水位控制单元完成本实验一、实验目的用PLC构成水塔水位自动控制系统。
二、实验说明当水池水位低于水池低水位界(S4为ON表示),阀Y打开进水(Y为ON)定时器开始定时,4秒后,如果S4还不为OFF,那么阀Y指示灯闪烁,表示阀Y没有进水,出现故障,S3为ON后,阀Y关闭(Y为OFF)。
当S4为OFF时,且水塔水位低于水塔低水位界时S2为ON,电机M运转抽水。
当水塔水位高于水塔高水位界时电机M停止。
三、实验面板图:四、实验步骤1、输入输出接线输入S1 S2 S3 S4 输出M Y I0.0 I0.1 I0.2 I0.3 Q0.0 Q0.12、打开主机电源开关将程序下载到主机中。
3、启动并运行程序观察实验现象。
五、梯形图参考程序实验十八装配流水线的模拟控制在装配流水线单元完成本实验一、实验目的了解移位寄存器在控制系统中的应用及针对位移寄存器指令的编程方法。