传动轴机械加工工序卡片
- 格式:doc
- 大小:274.01 KB
- 文档页数:8

轴的机械加工工艺卡片
轴的机械加工工艺卡片包括以下内容:
1. 加工工序:轴的机械加工通常包括车削、铣削、钻削和磨削等工序。
根据轴的要求,可以选择单一工序或多个工序进行加工。
2. 材料选择:根据轴的用途和要求,选择合适的材料。
常见的轴材料包括碳钢、合金钢、不锈钢和铜合金等。
3. 工件装夹:将轴固定在机床上,以确保加工时的稳定性和精度。
常用的装夹方式包括三爪卡盘、四爪卡盘和心棘卡盘等。
4. 加工工艺参数:根据轴的要求和机床的性能,确定加工工艺参数,包括进给速度、切削速度和切削深度等。
5. 加工工具选择:根据轴的要求和加工工序,选择合适的刀具。
常见的刀具包括车刀、铣刀、钻头和砂轮等。
6. 加工精度控制:根据轴的精度要求,进行加工过程中的精度控制。
常见的精度要求包括直径公差、圆度和表面粗糙度等。
7. 加工表面处理:根据轴的要求,进行表面处理。
常见的表面处理方式有磷化、
镀铬和抛光等。
8. 检验和修正:对加工后的轴进行检验,根据检验结果进行必要的修正。
常见的检验方法包括测量和性能测试等。
9. 最终整理:对轴进行最终整理,包括去毛刺、清洗和包装等。
以上是轴的机械加工工艺卡片的一般内容,具体的加工工艺会根据不同的轴和加工要求而有所差异。
对于复杂的轴加工,可能需要进行多次的加工和修正,以满足特定的要求。

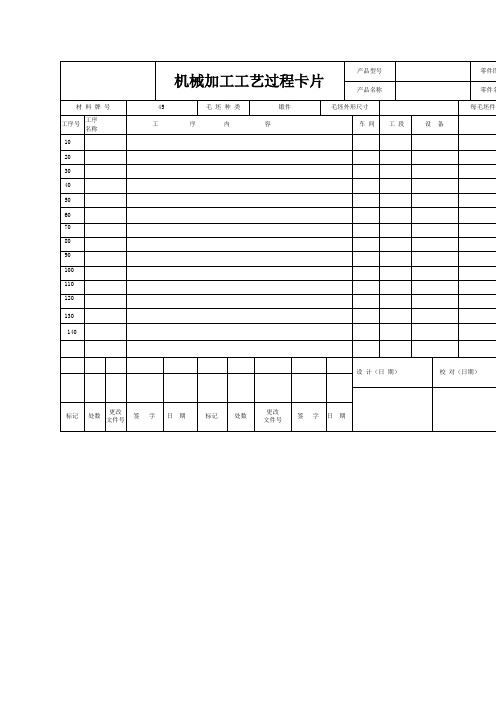
详图见附图一机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 1 页车间工序号工序名称材料牌号1车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数数控车床CK6136S1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车端面55°车刀800 163.280.020.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)详图见附图二机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第 2 页车间工序号工序名称材料牌号2 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车Φ63 55°车刀800 162.5 0.152 12 车Φ62 55°车刀800 161.3 0.15 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号4 车销毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车Φ58.2 53°车刀1200 161.3 0.01 0.3 12 精车Φ58 53°车刀1200 161.3 0.01 0.2 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号3 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ60 53°车刀1000 161.2 0.01 2 12 半精车Φ59 53°车刀1000 161.1 0.01 1 13 半精车Φ58.553°车刀1000 161.1 0.01 0.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号5 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车Φ54 55°车刀800 161.1 0.012 22 粗车Φ53 55°车刀800 160.8 0.01 1 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号6 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ49 53°车刀1000 160.5 0.012 22 半精车Φ48 53°车刀1000 160.1 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号7 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车Φ46 53°车刀1000 159 0.01 1 2半精车Φ45 53°车刀1000 159 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号8 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ43 55°车刀800 158 0.01 2 1粗车Φ41 55°车刀800 158 0.01 2 1粗车Φ40 55°车刀800 158 0.01 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号10 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车Φ36.6 53°车刀1000 158 0.01 0.6 1精车Φ36 53°车刀1000 158 0.01 0.3 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号9 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ38.2 53°车刀1000 157 0.01 1.8 2半精车Φ37.2 53°车刀1000 155 0.01 1.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车Φ34 55°车刀800 155 0.01 2 1粗车Φ32 55°车刀800 154 0.01 2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号12 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ31.5 53°车刀1000 154 0.01 0.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数13设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车Φ30.5 53°车刀1000 152 0.01 1.0 4半精车Φ30 53°车刀1000 152 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号15 切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ24的槽5X30切槽刀800 153 0.01 6 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数16设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助切Φ53的槽5X30切槽刀800 141 0.01 5 1车间工序号工序名称材料牌号14 车削毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助加工圆弧53°车刀1000 140 0.01 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第17 页车间工序号工序名称材料牌号17 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗加工M30X1.5的螺纹60°螺纹车刀80 7.5 1 1机械加工工序卡片产品名称零件名称传动轴共22 页第18 页车间工序号工序名称材料牌号18 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精加工M30X1.5的螺纹60°螺纹车刀80 0.7 0.7 1机械加工工序卡片产品名称零件名称传动轴共22 页第19 页车间工序号工序名称材料牌号19 车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数数控车CK6136S夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精加工M30X1.5的螺纹60°螺纹车刀80 7.5 0.9 3机械加工工序卡片产品型号零件图号产品名称零件名称传动轴共22 页第20 页车间工序号工序名称材料牌号20 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助粗车至125 55°车刀800 145 0.01 5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第21 页车间工序号工序名称材料牌号21 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助半精车至120.5 53°车刀800 145 0.01 4.5 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称零件名称传动轴共22 页第22 页车间工序号工序名称材料牌号22 车端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助精车至120 53°车刀1000 145 0.01 0.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。

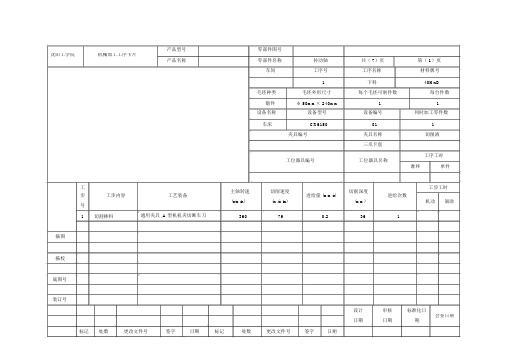
产品型号零部件图号沈阳工学院机械加工工序卡片共( 7)页第( 1)页产品名称零部件名称传动轴车间工序号工序名称材料牌号1下料40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备进给量 (mm/r)进给次数(r/min)(m/min)(mm)号机动辅助1切割棒料通用夹具 ,A 型机机夹切断车刀360790.2361描图描校底图号装订号设计审核标准化日日期日期会签日期期产品型号零部件图号沈阳工学院机械加工工序卡片共( 7)页第( 2)页产品名称零部件名称传动轴车间工序号工序名称材料牌号2粗车端面 , 钻中心40MnB 孔毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备进给量 (mm/r)进给次数(r/min)(m/min)(mm)号机动辅助1粗车φ 50 端面通用夹具 ,45 °端面车刀6001200.25312钻中心孔通用夹具 , 中心钻 (B 型)6001200.25 1.251描图描校底图号装订号设计审核标准化日会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共( 7)页第( 3)页车间工序号工序名称材料牌号3粗车外圆40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备进给量 (mm/r)进给次数(r/min)(m/min)(mm)号机动辅助1粗车φ 30 外圆顶尖 ,45 °外圆车刀600900.75252粗车φ 45 外圆顶尖 ,45 °外圆车刀600900.75 2.51描图3粗车φ 30 外圆顶尖 ,45 °外圆车刀600900.7525 4粗车φ 22 外圆顶尖 ,45 °外圆车刀600900.7527描校5去毛刺顶尖 ,45 °外圆车刀600800.750.051底图号装订号设计审核标准化日标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共( 7)页第( 4)页车间工序号工序名称材料牌号4粗车槽40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备进给量 (mm/r)进给次数(r/min)(m/min)(mm)号机动辅助1粗车 4x2 槽顶尖 ,45 °外圆车刀600900.75112粗车 4x0.5槽顶尖 ,45 °外圆车刀600900.252描图描校底图号装订号设计审核标准化日标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共( 7)页第( 5)页车间工序号工序名称材料牌号5精车40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备进给量 (mm/r)进给次数(r/min)(m/min)(mm)号机动辅助1精车φ 30 外圆顶尖 ,45 °外圆车刀6001310.14112精车φ 45 外圆顶尖 ,45 °外圆车刀6001310.1411描图3精车φ 30 外圆顶尖 ,45 °外圆车刀6001310.1411 4车φ 22 螺纹顶尖 ,45 °外圆车刀100150.7525描校5倒角顶尖 ,45 °外圆车刀4001310.1411底图号装订号设计审核标准化日标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共( 7)页第( 6)页车间工序号工序名称材料牌号6热处理40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数铣床X62W011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备进给量 (mm/r)进给次数(r/min)(m/min)(mm)号机动辅助1粗铣槽专用夹具19059.69136.80.812精铣槽专用夹具19059.69136.80.41描图3热处理,淬火淬硬深度 1.5-2.5,HRC30描校底图号装订号设计审核标准化日会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳工学院机械加工工序卡片产品型号零部件图号产品名称零部件名称传动轴共( 7)页第( 7)页车间工序号工序名称材料牌号7检查40MnB毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件φ 50mm× 240mm11设备名称设备型号设备编号同时加工零件数车床CR6150011夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件工主轴转速切削速度切削深度工步工时步工步内容工艺装备(m/min)进给量 (mm/r)进给次数号(r/min)(mm)机动辅助1检查2入库描图描校底图号装订号设计审核标准化日标记处数更改文件号签字日期标记处数更改文件号签字日期。
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(1)页
车间工序号工序名称材料牌号
1 下料40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
车床CR6150 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 切割棒料通用夹具,A型机机夹切断车刀360 79 0.
2 36 1 描图
描校
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(2)页
车间工序号工序名称材料牌号
2 粗车端面,钻中心孔40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
车床CR6150 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 粗车φ50端面通用夹具,45°端面车刀600 120 0.25 3 1
2 钻中心孔通用夹具,中心钻(B型)600 120 0.25 1.25 1 描图
描校
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(3)页
车间工序号工序名称材料牌号
3 粗车外圆40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
车床CR6150 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75
2 5
2 粗车φ45外圆顶尖,45°外圆车刀600 90 0.75 2.5 1 描图
3 粗车φ30外圆顶尖,45°外圆车刀600 90 0.75 2 5
4 粗车φ22外圆顶尖,45°外圆车刀600 90 0.7
5 2 7 描校 5 去毛刺顶尖,45°外圆车刀600 80 0.75 0.05 1
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(4)页
车间工序号工序名称材料牌号
4 粗车槽40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
车床CR6150 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 粗车4x2槽顶尖,45°外圆车刀600 90 0.75 1 1
2 粗车4x0.5槽顶尖,45°外圆车刀600 90 0.25 2 描图
描校
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(5)页
车间工序号工序名称材料牌号
5 精车40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
车床CR6150 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 精车φ30外圆顶尖,45°外圆车刀600 131 0.14 1 1
2 精车φ45外圆顶尖,45°外圆车刀600 131 0.14 1 1 描图
3 精车φ30外圆顶尖,45°外圆车刀600 131 0.1
4 1 1
4 车φ22螺纹顶尖,45°外圆车刀100 1
5 0.75 2 5 描校 5 倒角顶尖,45°外圆车刀400 131 0.14 1 1
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(6)页
车间工序号工序名称材料牌号
6 热处理40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
铣床X62W 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 粗铣槽专用夹具190 59.69 136.8 0.8 1
2 精铣槽专用夹具190 59.69 136.8 0.4 1 描图
3 热处理,淬火淬硬深度1.5-2.5,HRC30
描校
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期
沈阳工学院机械加工工序卡片产品型号零部件图号
产品名称零部件名称传动轴共(7)页第(7)页
车间工序号工序名称材料牌号
7 检查40MnB
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
锻件φ50mm×240mm 1 1
设备名称设备型号设备编号同时加工零件数
车床CR6150 01 1
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时
准终单件
工
步号工步内容工艺装备
主轴转速
(r/min)
切削速度
(m/min)
进给量(mm/r)
切削深度
(mm)
进给次数
工步工时
机动辅助
1 检查
2 入库描图
描校
底图号
装订号
设计日期审核
日期
标准化日
期
会签日期。