小方坯连铸机液面控制系统_张卫娟
- 格式:pdf
- 大小:97.21 KB
- 文档页数:2
143管理及其他M anagement and other小方坯连铸机大包滑动水口自动控制应用孙清川(日照钢铁有限公司,山东 日照276800)摘 要:大包滑动自动控制是为了降低员工劳动强度和减少安全伤害,同时为了保障拉速稳定,避免出现冒钢和漏钢现象。
根据中包液位变化,自动控制大包水口开度,满足生产需求。
同时增设了安全逻辑,降低了生产安全事故,保障了人员和设备安全。
关键词:小方坯连铸机、大包水口、自动调节、开度、安全联锁中图分类号:TF341.6 文献标识码:A 文章编号:11-5004(2020)16-0143-2收稿日期:2020-08作者简介:孙清川,男,生于1982年,汉族,山东潍坊人,本科,工程师,研究方向:电气自动化仪表。
随着钢铁工业的发展,小方坯连铸自动控制也得到了迅速的发展。
大包滑动水口是连铸机关键设备之一,滑动水口是安装在钢包底部的装置。
1000多度的钢水通过滑动水口流入中间包内,滑动水口可以随时开闭,起到稳定钢流、控制钢水温度的作用,保护着钢包下方设备和人员安全。
而手动控制滑动水口的开度已严重制约连铸生产节奏。
为了提升生产效率,保障生产顺行,根据中间包内部钢水液位的变化,自动调节大包滑动水口的开度,维持中间包内钢水液面平稳变化,以便保障铸机拉速稳定。
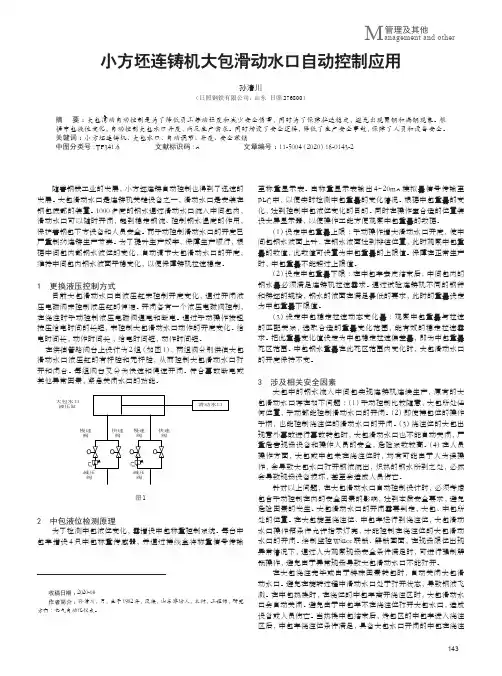
1 更换液压控制方式目前大包滑动水口由液压缸来控制开度变化,通过开闭液压电磁阀来控制液压缸的伸缩。
开闭各有一个液压电磁阀控制,在浇注时手动控制液压电磁阀通电和断电。
通过手动操作按钮按压给电时间的长短,来控制大包滑动水口动作的开度变化。
给电时间长,动作时间长;给电时间短,动作时间短。
在供油管路阀台上设计为2组(如图1),两组阀分别供油大包滑动水口液压缸的有杆腔和无杆腔,从而控制大包滑动水口打开和闭合。
每组阀台又分为快速和慢速开闭。
符合事故断电或其他异常因素,紧急关闭水口的功能。
大包水口液压缸图12 中包液位检测原理为了检测中包液位变化,需增设中包称重控制系统。

方坯直送控制系统设计孟庆园① 张鹏 郑会阳(河钢集团邯钢公司自动化部 河北邯郸056015)摘 要 小方坯连铸机是钢铁企业实现节能减排的重要环保设备,本文主要介绍了河钢邯钢涉县新区连铸方坯生产线铸坯的自动输送出坯直轧的PLC控制逻辑和过程,重点对液压剪切机、输送辊道、出坯辊道、直轧辊道、活动挡板1、活动挡板2,铸坯测温仪表等相关设备的控制逻辑进行研究,实现铸坯自动热送直轧,提高了生产效率,节约了人力成本,降低能源消耗,为钢铁企业节能环保技术与增加效益改造提供技术参考。
关键词 PLC 自动控制 热送 环保 方坯连铸机中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z2 0141 前言铸坯热送直轧工艺是目前国内钢铁行业较为成熟的技术工艺,热送即铸坯由连铸机拉出后经剪切机切割成固定长度,只需要过程中进行少量补偿加热,该过程省去二次加热步骤,简化了生产流程,提高了生产过程的连续性,自动控制的实现缩短了生产周期,节能增效,降低成本。
2 控制系统要求河钢邯钢涉县新区连铸方坯生产线包括8流连铸机,位于线棒材厂前端,之前由于方坯和线棒材厂没有一级通信,所以当铸坯热送时,需要线棒材厂岗位工和方坯岗位工沟通,手动升降活动挡板和启动辊道送坯,同时需要操作工在产线现场监控。
要实现铸坯输送自动,需要对产线进行改造,增加限位信号,同时升级PLC硬件,增加网络交换机和PLC硬件,修改相应的PLC控制程序。
网络交换机实现方坯和线棒之间要钢信号的传输,以控制输送辊道和出坯辊道的启停以及活动挡板的升降,降低热损耗,节约铸坯输送时间。
3 控制系统功能和实现3.1 硬件系统概述方坯控制系统以PLC为核心,其中公用系统一套,8个铸流每流一套,采用西门子S7-300和S7-400,该系统的主要特点是:采用电/仪一体化设计,结构严谨,自动化程度高,S7系列PLC数据处理能力和逻辑运算能力非常大,编程灵活,抗干扰能力强,使用维护方便等。
小方坯连铸机液面控制系统摘要:文章阐述铯源液面控制系统的原理、构成和特点,介绍铯源液面控制系统在方坯连铸机上的应用情况以及在生产中出现的问题和采取的改进措施。
关键词:连铸机电动缸液面控制1、前言钢铁市场在全球经济危机影响下竞争日趋激烈,企业要生存只有提高产品质量来赢得市场。
连铸坯作为钢铁最终制品的原料,对最终产品质量有着重要影响。
而连铸铸坯的许多质量缺陷都与结晶器钢水液面波动有关。
液面波动引起坯壳厚度不均匀,影响铸坯质量甚至发生漏钢事故;液面波动使振痕加深,出现卷渣;液面波动会引起较大的拉速变化,而拉速变化又引起冷却不均匀,从而影响铸坯表面及亚表面质量。
现在很多炼钢厂小方坯连铸机年产铸坯230万吨,原液面控制系统为手动,液面波动较大,特别是对品种钢铸坯质量影响更为明显。
为提高铸坯质量,对液面控制系统实施自动化改造取得显著成效。
2、工艺参数很多钢铁企业中连铸机相关工艺参数大体相同。
针对方坯拉速快、控制精度要求高、结晶器铜管口小壁薄的特点,对液面控制参数的要求也各有差异。
铯源型液面控制系统检测信号集中、灵敏度高,控制技术成熟、可靠。
结合钢厂方坯连铸机实际情况,采用铯源型液面自动控制系统,对连铸机液面系统实施自动化改造。
3、液面控制系统采用铯137作为放射源,液面传感器将接收到的γ射线转化为电信号,通过传感器连续测量结晶器内的钢水液位高度,二次仪表智能化处理后向液位调节系统输出随液位高度变化的电流模拟量,送到控制系统自动控制塞棒位置,使钢水液面保持在预定的高度。
4、系统应用4.1 铯源型液面检测系统采用原有同位素铯137作为放射源,带闪烁体的高灵敏度传感器接收放射源发出的γ射线,穿过钢水的γ射线与钢水的液面成反比。
传感器将γ射线转化为电信号,通过传感器连续测量结晶器内的钢水液位高度,二次仪表智能化处理后向液位调节系统输出随液位高度变化的电流模拟量,送给用户系统的PLC来自动控制拉坯,使钢水液面保持在预定的高度。
六机六流小方坯连铸机液面控制系统
朱展宇;谢崇军;李晶
【期刊名称】《冶金动力》
【年(卷),期】2004(000)002
【摘要】马钢股份公司第三炼钢厂新建一台六机六流方坯连铸机,其生产的140×140mm方坯将直接供高速线材、棒材轧机轧材。
结晶器钢水液面测量与控制装置是六机六流方坯连铸机上的关键设备之一,采用放射源为Ca137的液面检测装置,与变频装置、PLC和HMI组成自动控制系统,根据液面波
【总页数】2页(P63-64)
【作者】朱展宇;谢崇军;李晶
【作者单位】马钢股份公司自动化工程公司工程部;马钢股份公司自动化工程公司工程部;马钢设计研究院有限责任公司,安徽马鞍山,243011
【正文语种】中文
【中图分类】TP273
【相关文献】
1.小方坯连铸机液面控制系统 [J], 马昆
2.小方坯连铸机液面控制系统简述 [J], 张俊峰
3.冶钢小方坯连铸机结晶器液面控制系统故障分析及对策 [J], 易孟林;徐敦石
4.小方坯连铸机液面控制系统 [J], 张卫娟;杜奇超
5.马钢六流小方坯连铸机中间包内型优化水模试验 [J], 戴朝珊;王建军;朱本立;程维骅;孙束;潘松林;乌力平;何乃树
因版权原因,仅展示原文概要,查看原文内容请购买。
小方坯连铸剪切机液压系统改进
张龙江
【期刊名称】《液压气动与密封》
【年(卷),期】2013(033)012
【摘要】介绍了马钢小方坯连铸剪切机液压系统工作原理,针对调试期间出现液压系统流量不足的问题进行了分析,根据生产实际情况,提出了利用蓄能器组来增加液压系统流量的方法,解决了实际问题,取得了满意的效果.
【总页数】3页(P69-71)
【作者】张龙江
【作者单位】北京无极液压工程有限公司,北京102308
【正文语种】中文
【中图分类】TH137
【相关文献】
1.小方坯连铸机引锭子杆自动跟踪系统改进 [J], 潘怀宁;熊朝亮
2.小方坯连铸机引锭杆自动跟踪系统改进 [J], 潘怀宁;熊朝亮
3.液压伺服控制技术在小方坯连铸机液压剪机上的研究与应用 [J], 张勇;刘平;陈杰;曾光明
4.四柱式液压机液压系统改进 [J], 徐大春
5.液压闸式剪板机液压系统改进 [J], 赵增强;郑兆君;王宪栋;熊兆军
因版权原因,仅展示原文概要,查看原文内容请购买。