SMT巡检记录表格.doc
- 格式:doc
- 大小:143.56 KB
- 文档页数:2

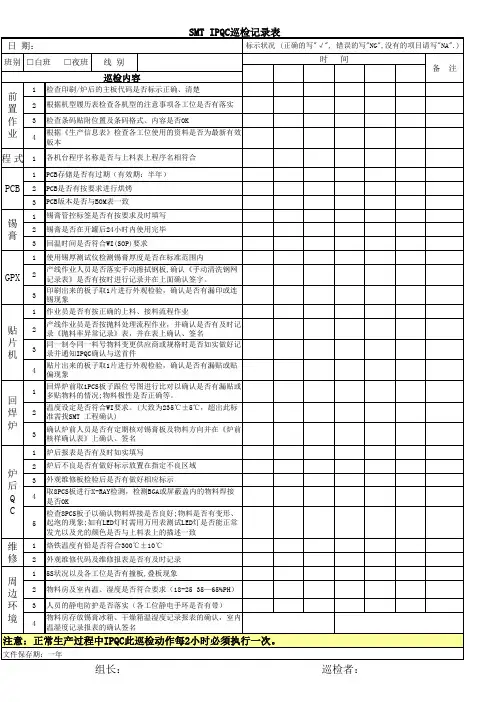
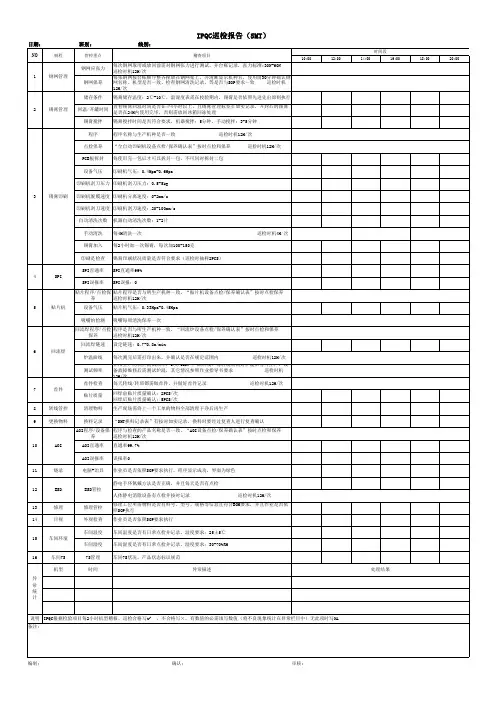
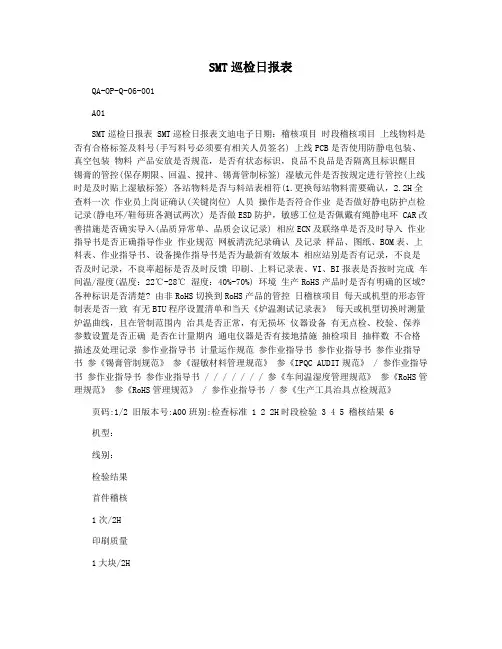
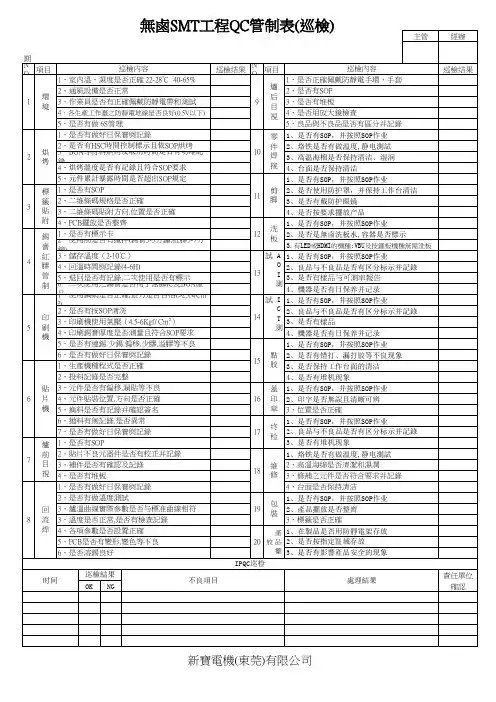
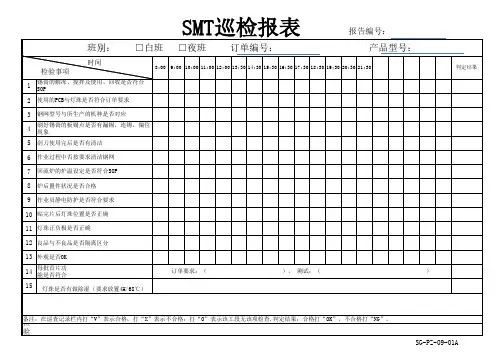
SMT巡检日报表QA-OP-Q-06-001A01SMT巡检日报表 SMT巡检日报表文迪电子日期:稽核项目时段稽核项目上线物料是否有合格标签及料号(手写料号必须要有相关人员签名) 上线PCB是否使用防静电包装、真空包装物料产品安放是否规范,是否有状态标识,良品不良品是否隔离且标识醒目锡膏的管控(保存期限、回温、搅拌、锡膏管制标签) 湿敏元件是否按规定进行管控(上线时是及时贴上湿敏标签) 各站物料是否与料站表相符(1.更换每站物料需要确认,2.2H全查料一次作业员上岗证确认(关键岗位) 人员操作是否符合作业是否做好静电防护点检记录(静电环/鞋每班各测试两次) 是否做ESD防护,敏感工位是否佩戴有绳静电环 CAR改善措施是否确实导入(品质异常单、品质会议记录) 相应ECN及联络单是否及时导入作业指导书是否正确指导作业作业规范网板清洗纪录确认及记录样品、图纸、BOM表、上料表、作业指导书、设备操作指导书是否为最新有效版本相应站别是否有记录,不良是否及时记录,不良率超标是否及时反馈印刷、上料记录表、VI、BI报表是否按时完成车间温/湿度(温度:22℃-28℃ 湿度:40%-70%) 环境生产RoHS产品时是否有明确的区域?各种标识是否清楚? 由非RoHS切换到RoHS产品的管控日稽核项目每天或机型的形态管制表是否一致有无BTU程序设置清单和当天《炉温测试记录表》每天或机型切换时测量炉温曲线,且在管制范围内治具是否正常,有无损坏仪器设备有无点检、校验、保养参数设置是否正确是否在计量期内通电仪器是否有接地措施抽检项目抽样数不合格描述及处理记录参作业指导书计量运作规范参作业指导书参作业指导书参作业指导书参《锡膏管制规范》参《湿敏材料管理规范》参《IPQC AUDIT规范》 / 参作业指导书参作业指导书参作业指导书 / / / / / / / 参《车间温湿度管理规范》参《RoHS管理规范》参《RoHS管理规范》 / 参作业指导书 / 参《生产工具治具点检规范》页码:1/2 旧版本号:A00班别:检查标准 1 2 2H时段检验 3 4 5 稽核结果 6机型:线别:检验结果首件稽核1次/2H印刷质量1大块/2H贴片质量1大块/2H炉后质量20%换线/停线状况登录表单填写要求: 1.稽核正常时在稽核结果栏打“√”标示,稽核有异常时打“×”表示;未涉及项目打“/”表示; 2.在稽核中发现的所有的异常都必须做详细的记录并追踪改善效果;(记录在组装巡检日报表附表中) 3.重大异常除稽核外应按程度开立异常或停线。
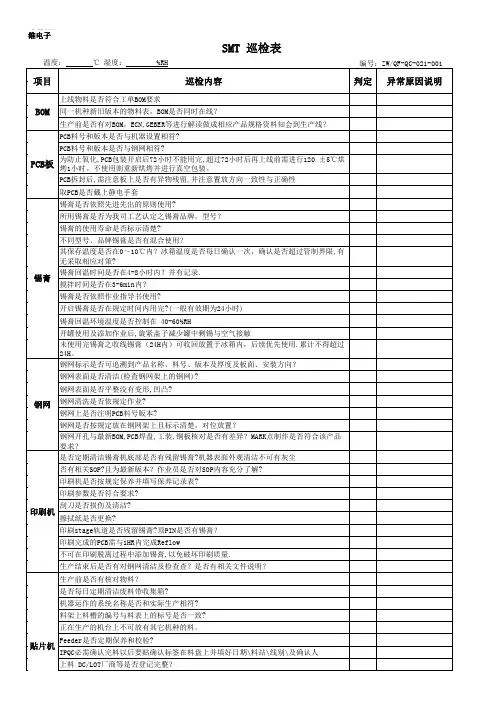
武汉正维电子SMT巡检表温度:℃湿度:%RH编号: ZW/QF-QC-021-001项目巡检内容判断异样原由说明上线物料能否切合工单 BOM要求BOM 同一机种新旧版本的物料表,BOM能否同时在线?生产前能否有对 BOM,ECN,GEBER等进行解读做成相应产品规格资料知会到生产线?PCB料号和版本能否与机器设置符合?PCB 板锡膏钢网印刷机PCB料号和版本能否与钢网符合?为防备氧化,PCB包装开启后72小时不可以用完, 超出72小时后再上线前需进行120 ±5℃烘烤1小时。
不使用则从头烘烤并进行真空包装。
PCB拆封后 , 需注意板上能否有异物残留, 并注意置放方向一致性与正确性取PCB能否戴上静电手套锡膏能否依据先进先出的原则使用?所用锡膏能否为我司工艺认定之锡膏品牌,型号?锡膏的使用寿命能否标示清楚?不一样型号、品牌锡膏能否有混淆使用?其保留温度能否在 0~10℃内?冰箱温度能否每天确认一次,确认能否超出管束界线 , 有无采纳相应付策?锡膏回温时间能否在 4-8小时内?并有记录.搅拌时间能否在 3-6min内?锡膏能否依据作业指导书使用?开启锡膏能否在规准时间内用完?( 一般有效期为 24小时)锡膏回温环境温度能否控制在40-60%RH开罐使用及增添作业后 , 旋紧盖子减少罐中剩锡与空气接触未使用完锡膏之收线锡膏(24H内)可回收搁置于冰箱内,后续优先使用. 累计不得超出24H。
钢网标示能否可追忆到产品名称、料号、版本及厚度及板面、安裝方向?钢网表面能否洁净 ( 检查钢网架上的钢网 )?钢网表面能否平坦没有变形, 凹凸?钢网冲洗能否依规定作业?钢网上能否注明 PCB料号版本?钢网能否按规定放在钢网架上且标示清楚,对位搁置?钢网开孔与最新 BOM,PCB焊盘, 工装, 铜板查对能否有差别? MARK点制作能否切合该产品要求?能否认期洁净锡膏机底部能否有残留锡膏 ?机器表面外观洁净不行有尘埃否有有关 SOP?且为最新版本?作业员能否对 SOP内容充足认识?印刷机能否按规定养护并填写养护记录表?印刷参数能否切合要求?刮刀能否损害及洁净?擦抹纸能否改换?印刷stage 轨道能否残留锡膏 ?顶PIN能否有锡膏?印刷达成的 PCB需与1HR内达成 Reflow不行在印刷离开过程中增添锡膏, 免得损坏印刷质量.生产结束后能否有对钢网洁净及检查查?能否有有关文件说明?生产前能否有查对物料?能否每天按期洁净废料带采集箱?机器运作的系统名称能否和实质生产符合?料架上料槽的编号与料表上的标号能否一致?正在生产的机台上不行放有其余机种的料。
SMT贴片巡检记录表
表单编码:流水编号:
与样品板核对者签名
序号
检验项目
判定NG位号判定NG位号判定NG位号判定NG位号判定NG位号判定NG位号
1锡膏位置正确,无偏移、无漏点2锡膏用量合理,宽度、高度合理3零件上字体标示清楚
4贴装正确无缺件,元器件无破损5贴装正确无错件,多件6贴装正确无极性反,方向反7贴装正确无偏移
8锡点是否良好,无短路,连锡9锡点是否良好,无空焊,冷焊10锡点是否良好,无锡尖,锡珠,锡少11锡点是否良好,无立碑,侧立12IC类元件无翘脚13点胶量是否合理14点胶是否良好,无溢胶15点胶是否良好,无推力不足16其它(脏污、划伤等)S/N 前三项不良责任人时间
123
目检员:领班:
根本分析原因改善措施Description
总计
10:00-12:0022:00-24:0012:00-14:0024:00-2:00订单号:
线别:
日期: 年 月 日
不良元件个数
4:00-6:00
18:00-20:006:00-8:00
8:00-10:0020:00-22:00班别: 早班 晚班
PCB板号:
2:00-4:0014:00-16:0016:00-18:00。
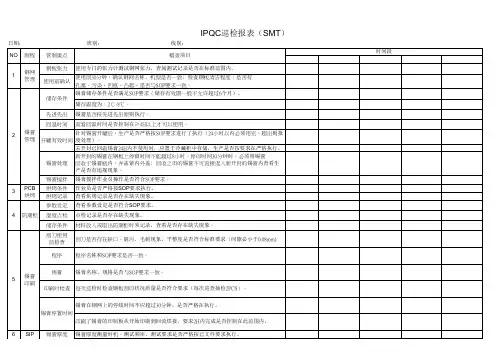
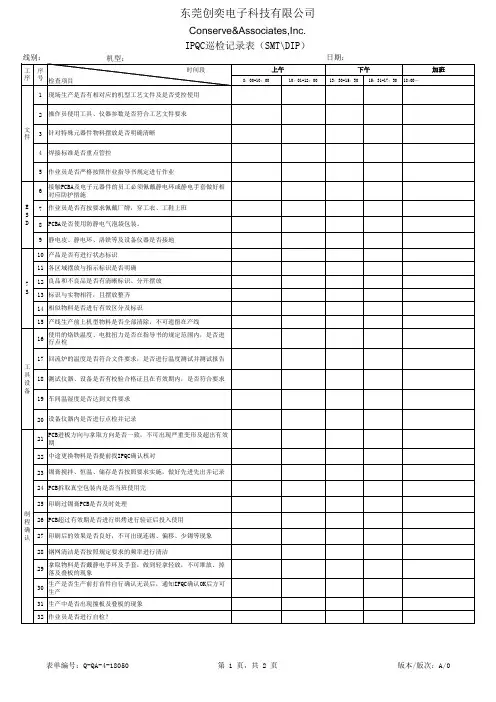
问题号提问证据2.3是否通知了影响质量的人员有关不符合质量要求对客户造成的影响的后果?3.1组织是否为所有负责过程操作的人员准备了文件化的作业指导书?3.2这些指导书是否在工作现场易于得到?3.3这些指导书是否来源于质量计划、控制计划和产品实现过程?4.1无论何时作了设定,是否都进行了作业设定验证?4.2作业设定人员是否易于得到作业指导书?4.3适用时,供应商是否使用统计方法进行作业设定验证?5.1组织是否标识关键设备,为机器/设备的维护提供适当的资源,并建立有效的、有计划的全面预防性维护体系?预防性维护体系至少是否包括:4. 作业设定的验证3. 作业指导书5. 预防和预测性维护2. 培训2.1从事特殊工作的人员是否在教育、培训、技能和/或经验等方面具备相应的资格证明?2.2组织是否对对影响质量的新的或变更岗位的人员提供岗位培训,包括合同工或代理人员?SMT检查表1.文件要求书否编制了控制计划/流程图/特殊特性表(关键参数)/PFMEMA/PCBAL零件履历表1.11.2检验指导书是否得到被充分的定义,是否有定期确认其有效性、适用性。
- 计划性维护活动- 设备、工装和量具的包装和防护- 关键生产设备备件的可得性;- 文件化、评估和改进维护的目标5.3组织是否采用预测性维护方法以持续地提高其预防性系统?6.1组织是否提供资源以进行工装和量具设计、制造和验证活动?组织是否建立和实施工装管理的体系,包括:- 维护及修理设施与人员- 贮存与修复- 工装设定- 易损工具的更换计划- 工具设计的修改文件,包括工程等级变更- 工具的修改及相应的文件更改- 用以确定工装状态的标识?6.3如果这些工作中任何一项被外委,组织是否具有对工装管理活动实施跟踪的体系?8.3在有可追溯性要求时,组织是否控制和记录产品的独特标识。
9.1组织是否妥善保管在组织控制下或组织使用的顾客财产?8. 标识和可追溯性8.1组织是否在产品实现的全过程使用适当的方法标识产品?9. 顾客财产9.2组织是否对供其使用或组成产品的顾客财产,进行标识、验证、保护和防护?8.2组织是否就监控和测量要求,标识产品的状态?7. 生产计划7.1组织是否以满足客户要求为目的组织生产?6. 工装管理6.25.211.2过期产品是否用与不合格产品相似的方法加以控制?12.1组织是否确定所需采用的监控和测量,以及所需的监控和测量仪器,以提供产品对规定要求的符合性证据?为了保证有效的结果,测量仪器是否:a) 对照能溯源到国际或国家基准的测量标准,定期或在使用前进行校准和验证。
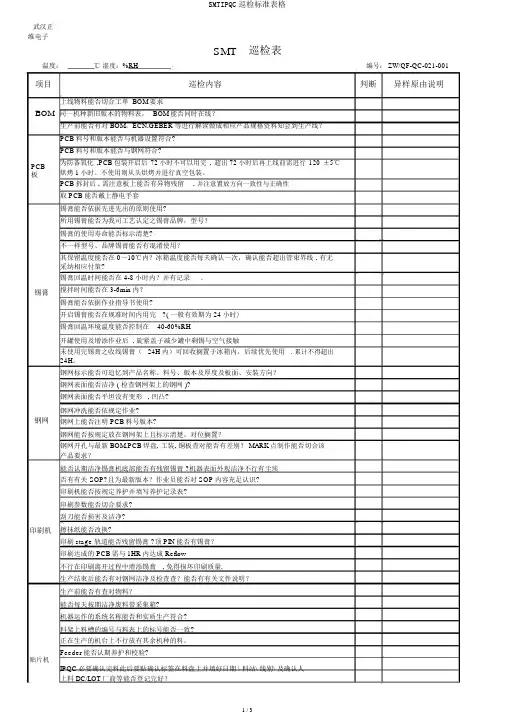
SMT巡检记录表
日期:年月日产品名称:审批:检验员:
类
时间
巡检项目异常描述改善情况确认
别
1、每个工位需有合格的工艺文件,文件须张挂并按工艺文件要求操作。
文
件
2、物料及操作步骤是否与工艺文件相符。
1、接触 PCB半成品等 ESD敏感的元件必须佩带静电手套和静电手环。
静
2、产品堆放需做好防静电措施。
电
3、静电皮、静电环、电烙铁及其它生产、检测设备均需接地。
1、工作台面不能放与本工位无关或不同状态的产品、物料。
状
2、合格品与不合格品分开不可混放,不合格品放在不合格品区并有标识。
态
3、所有产品、物料状态要标识清楚、正确。
1、锡膏管制记录是否符合要求并且正确登记使用时间。
(原则为先进先出 )
2、换料记录记录是否登记和经非本人签字确认。
时间、站别、物料号登记是否正确
记
3、 AOI 工位是否如实记录测试、检查的不良品。
要求检查一次做一次记录。
录
4、维修工位报表是否如实记录,要求检查一次做一次记录。
5、物料框上的标识是否与物料实际情况一样。
1、锡膏需存储在0℃-10℃的冰箱内。
(冰箱温度超标易造成锡膏变质 )
2、在室温下回温 4 个小时,开盖后有效期 48 小时。
(未够解冻时间就使用,会造成锡珠 ) 锡
3、使用前需搅拌10 分钟。
膏
管
(使用前搅拌时间不够,粘度不均,会使印锡效果差及回流焊后工艺不良)
制
4、印刷过锡膏的 PCB未过回流焊前不得在产线停留超过 10 分钟。
5、不需用锡膏应收集好放回冰箱并做好相应记录,下次使用只能使用余下的有效期。
1、PCB上料是否检查合格
2、检查印刷效果 (不应有连锡、少锡、偏位等现象 )
3、安装飞达应按物料表上料,核对 OK后通知 IPQC对料。
4、生产确认合格的 PCB板需质量人员确认,经 IPQC确认 OK 后才可过回流焊。
操
5、中途换料调机须经生产、 IPQC先后顺序确认并做相应记录。
作
规
6、贴片后的 PCB须经过目检 (检查漏贴、错贴、移位等 )OK后过回流焊。
则
7、过回流焊时板与板之间距离 5cm 以上。
不允许堵板、叠板、卡板。
8、维修品是否有追溯,并符合工艺要求。
(维修要有标示和维修记录)
9、工程更改是否完全执行,是否按要求做好标识,标识位置是否正确。
10、一次印刷不成功的PCB,是否按照标准用清洗机清洗。
1、不良超标生产是否在10 分钟内通知工艺并记录,是否在 1 小时内进行分析处理并
有临时措施,措施是否有效。
其2、换料过程中对于没有物料号的料盘是否手写上物料号
他
3、使用手摆的散件必须每一个元器件都要确认丝印是否相同,并做好标记。
4、 AOI 检测程序是否校正,维修后的PCB是否重新检测。
注:巡检合格项目打“√” ,不合格项目打“×” ,无此检验项目打“﹨” 。