(优选)自控系统标准文件工艺流程图常规绘制标准
- 格式:ppt
- 大小:8.17 MB
- 文档页数:12
1工业污水处理系统的工作原理1.1控制系统总体框图PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图1.2工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图1.3手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图1.4自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
食品工厂工艺设计图纸绘制要求一、统一要求1、绘图工作量:不少于两张图纸。
带控制点的工艺流程图至少1张;车间工艺布置图至少1张。
2、图纸幅面及格式:根据内容多少及复杂程度选定图纸幅面。
工艺流程图一般采用A1图幅,特别简单的可以采用A2图幅,需要加长时,按照GBT14689-2008执行。
车间工艺布置图一般采用A1图幅。
图纸幅面尺寸、图框位置及尺寸、标题栏方位的要求见GBT14689-2008;图纸上中文字体要求及数字、字母写法见GBT14691-1993。
标题栏外框线用粗实线,框内格线用细实线绘制。
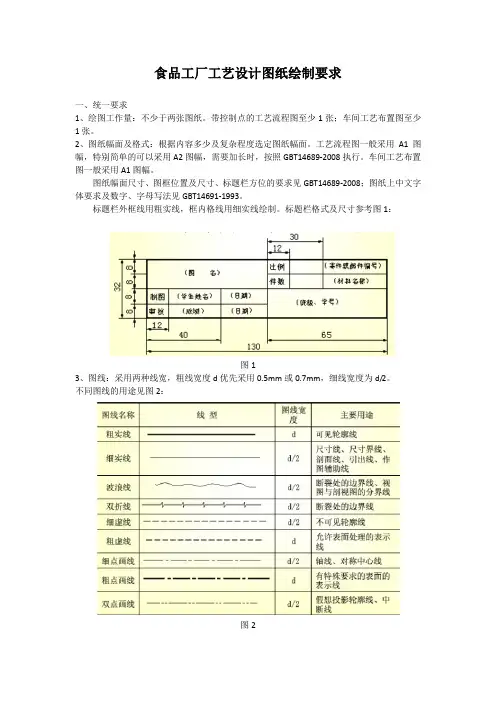
标题栏格式及尺寸参考图1:图13、图线:采用两种线宽,粗线宽度d优先采用0.5mm或0.7mm,细线宽度为d/2。
不同图线的用途见图2:图2图线中的线素长度见图3:图3二、带控制点工艺流程图的绘制1、工艺流程图内容:(1)设备示意图;(2)工艺管道及介质流向;(3)阀门仪表等控制点(4)设备位号标注2、工艺流程图绘制总原则顺、真、美、准、简:顺——图纸上设备应根据生产工艺顺序的先后从左到右依次绘制,图纸长度不够时可按照标准加长;真——图上设备之间的上下位置及设备高度要反映真实情况。
设备大小可不按比例画,但应尽量有相对大小的概念,有位差要求的设备,应表示其相对高度位置;美——设备尺寸大小基本反映比例关系准——阀门仪表位置能准确反应控制点简——作用相同的多台并联设备一般只表示其中的一台(或一组),而不必将全部设备同时画出,但在设备位号标注时应体现出来。
3、工艺流程图中设备的画法(1)设备示意图绘制的注意事项(a)所有的设备应根据流程顺序从左至右用细实线画出,设备图形按规定画法绘制,没有规定画法的设备,可画出其简略外形;(b)对工艺有特殊要求的设备,其内部构件应予表示。
例如板式塔应画出有物料进出的塔板位置及自下往上数的塔板总数;容器应画出内部挡板及破沫网的位置;反应器应画出器内床层数;填料塔应表示填料层、气液分布器、集油箱等的数量及位置;(c)设备机器上全部管口均应画出,管口一般用单细实线表示;(d)对于需要隔热的设备需在相应部位画出一段隔热层图例;(e)地下或半地下设备要表示出一段相关地面;(f)设备底座不表示;(g)设备位置高低要基本与实际相符,有位差要求的应标注限位尺寸。
自动化系统设计常规要求一、熟悉工艺自动化的目的是根据生产工艺的要求,主要采用PLC系统对生产过程中的电气设备进行控制以提高生产的效率、可靠性并降低运行人员的劳动强度,自动化是为工艺服务的。
设计自动控制系统,首先需了解生产工艺,对生产流程的每一个环节都要熟悉,并明了各个环节之间的依存关系。
为了对生产过程进行检测,通常系统中会安装各种各样传感器和变送器、行程开关等。
我们需根据工艺流程图确定所有就地表和传感器的个数及量程,并进行仪表选型,确定型号以及安装方式并制作仪表采购清单。
二、了解电气设备布置情况盘点系统中的动力设备并设计动力设备主回路及控制回路;绘制电气原理图及就地控制箱(柜)尺寸图、柜内布置图、柜面元件图、端子接线图、安装图等相关图纸并出具材料清单;统计仪表、传感器等需用的电源电缆及信号电缆类型及长度并确定布方案,统计所有电线电缆规格长度、管线及桥架等布线部件数量,编制设备功能描述说明书。
三、制作电气设备及传感器清单用以确定系统中I/O点数根据工艺流程按功能来确定PLC站点的个数和每个PLC站的I/O点数;根据每个PLC站的I/O点数和控制功能要求确定PLC系列,如AB PLC的SLC 500系列和ControlLogix系列等;根据上面确定的I/O点数选用PLC的输入输出模块,然后再根据运算处理能力的需求和估计的程序复杂程度以及通讯方式来确定CPU的型号以及程序存储器大小,最后如有多个PLC站,确定各PLC站间的通讯方式;最后再选择电源和机架、编程电缆、编程软件等。
PLC选型后,设计PLC 柜图纸。
四、根据系统和设备的功能描述说明书编写PLC程序。
结合工艺人员绘制自控逻辑流程图或相关文件说明;设计程序结构编制变量命名规则;明确记录数据、报警数据、保持数据;程序编制、调试、归档。
工艺流程图制图规范工艺流程图一般有如下几种:1.全厂总工艺流程图或物料平衡图,在化工厂设计中,为总说明部分提供的全厂流程图样。
对综合性化工厂则称全厂物料平衡图。
图上各车间(工段)用细实线画成长方框来示意。
流程线只画出主要物料,用粗实线表示。
流程方向用箭头画在流程线上。
图上还注明了车间名称,各车间原料、半成品和成品的名称、平衡数据和来源、去向等。
2.物料流程图MBD(material balance diagram),是在全厂总工艺流程图基础上,分别表达各车间内部工艺物料流程的图样。
在流程上标注出各物料的组分、流量以及设备特性数据等。
3.工艺管道及仪表流程图PID(Piping&Instrument Diagram),是以物料流程图为依据,内容较为详细的一种工艺流程图。
在管线和设备上画出配置的某些阀门、管件、自控仪表等的有关符号。
绘图软件工艺流程图一般绘图软件为AutoCAD,但企业及设计院一般使用在AutoCAD平台上二次开发的软件,如:国产软件——PIDCAD工艺流程图设计软件、工艺流程设计软件。
其中后者是将常用化工设备以组件形式构建数据库,用户直接调用即可。
绘制程序工艺流程图绘制程序为:首先选择图纸图副、标题栏等;其次,绘制主要设备;再次,绘制管线;然后,添加阀门、仪表、管件等,添加标注信息;最后,核查图纸正确性;工艺流程表示标准1总则1.1目的为了规范工艺流程图设计的内容及表示方法,提高设计质量,特编制本标准。
1.2范围1.2.1本标准规定了工艺流程图的绘制方法﹑详细设计(施工图设计)阶段的管道及仪表流程图﹑基础设计(初步设计)阶段的工艺管道及仪表流程图﹑外来流程图的编制﹑计算机辅助设计规定等要求。
1.2.2本标准适用于炼油装置和石油化工装置的“工艺流程图”(PFD)和“管道及仪表流程图”(PID)设计。
对于有特殊要求的项目,须结合具体情况,灵活运用。
1.3引用标准使用本标准时,应使用下列标准最新版本。
工艺流程图制图标准工艺流程图是指将一个制作产品或执行某个操作的过程,通过图形和符号进行图解的一种方法。
它用来明确流程中各个步骤的顺序和关系,帮助人们更直观地了解工作流程,并为之后的改进和优化提供依据。
工艺流程图制图的标准有如下几点:1.符号的选择:制作工艺流程图时应选择统一的符号,以确保图示的统一性和易懂性。
一般工艺流程图使用的符号包括:开始和结束的圆圈,操作步骤的长方形框,决策节点的菱形框等。
每个符号对应着不同的含义,使用时要符合规定的标准。
2.步骤说明:每个步骤都需要进行简要的说明,以便读者能够明白每个步骤的具体操作和目的。
说明文字应简洁明了,尽量避免使用模糊朦胧的词句,同时要确保文字的准确性和一致性。
3.流程的顺序和连接:工艺流程图中的每个步骤都应按照时间顺序进行排列,以确保整个流程的合理性。
同时,每个步骤之间都要有明确的连接线,表示各个步骤之间的关联和顺序。
4.标尺和刻度:在制作工艺流程图时,应使用合适的比例尺和刻度,以便读者能够根据图示的比例来判断大小和位置关系。
标尺和刻度的使用要准确和一致,确保图示和实际情况一致。
5.图示的布局:工艺流程图的布局应合理,以便读者能够从图中快速找到所需信息。
一般来说,可以按照从左到右、从上到下的顺序进行排列,同时要避免图示中的遮挡和混乱。
6.标题和图例:每个工艺流程图都应有明确的标题,以便读者能够快速地了解图示的内容。
同时,图示中还应包含适当的图例,用来解释和标明不同符号和线条的含义。
7.使用软件辅助绘制:当制作复杂的工艺流程图时,可以使用专门的绘图软件来辅助完成。
这样可以更加精确和方便地绘制出清晰、美观的工艺流程图。
总之,制作工艺流程图时需要遵循一定的制图标准,以确保图示的准确性和可读性。
通过合理使用符号、步骤说明、流程顺序和连接、标尺和刻度、图示布局、标题和图例,以及使用绘图软件辅助绘制等方法,可以制作出高质量的工艺流程图,帮助人们更好地理解和优化工作流程。
工艺流程图的规范工艺流程图(Process Flow Diagram,简称PFD)是工业生产过程中常用的一种图示工具,用来描述整个产品的生产线条及其各个流程单元之间的关系和操作顺序。
规范的工艺流程图能帮助工程师和操作人员更好地理解和控制生产过程,提高生产效率。
下面是一些关于工艺流程图规范的要点和指导事项。
1. 简洁明了:工艺流程图应该尽量简洁明了,删除不必要的细节,只保留与生产过程相关的主要信息。
图中应包括主要的输入和输出物流、加工步骤、操作设备和控制系统等。
2. 流程单元的表示:每个流程单元应该在图中用矩形框表示,框中注明流程单元的名称和表示符。
流程单元之间用直线连接。
3. 输入和输出物流的表示:输入和输出物流应该以箭头表示,箭头的起点表示输入来源,箭头的终点表示物流的去向。
箭头上应标明物流的名称和数量。
4. 设备的表示:每个操作设备可以用一个简化的图标表示,图中应标明设备的名称和表示符。
设备图标应与实际设备相符,以便操作人员能够快速识别和理解。
5. 控制系统的表示:控制系统通常采用通用符号进行表示,如传感器、阀门、仪表等。
图中应标明控制系统的类型和关键参数。
6. 原料和产品的表示:在工艺流程图中,原料和产品可以用特殊的图标进行表示。
原料通常用一个倒三角形表示,产品通常用一个正三角形表示,并标明名称和规格。
7. 流程单元之间的连接:流程单元之间的连接应该清晰明了,用直线连接,并在线上标明连接线的关系和流向。
8. 标明流程单元的编号:每个流程单元应该标明一个唯一的编号,以便于查找和分析。
编号通常采用阿拉伯数字或者机构内部的代码规定。
9. 文字和符号的标明:工艺流程图上的文字和符号应该清晰可读,字体应该足够大,符号应该符合相关的标准和规范。
10. 编制和审查的要求:工艺流程图的编制和审查应由专业人员进行,确保准确无误。
图的文件名和版本号应注明清楚,以便于后续的追溯和修改。
工艺流程图是一种重要的工业生产管理工具,它能够帮助工程师和操作人员更好地理解和控制生产过程。
基本要求主要是图纸、比例、字体和图线的选用。
1图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
电热管CAD制图标准基本要求主要是图纸、比例、字体和图线的选用。
1、图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD 绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
2、比例:CAD图样中所采用的比例应该符合国家标准GB/T 14609-93《技术制图比例》的有关规定,具体见表2-2.必要时候也可以选择表2-3中的比例。
工艺流程图绘制方法——PID图PID图图纸规格采用1号图纸规格(594 mm×841 mm),并用多张1号图分开表示。
每张图纸的有关部分均应相互衔接,完善地表示出整个生产过程。
少数物流和控制关系来往密切且内容较多,表示在一张1号图中太挤的情况下,可按图纸延长的标准加长1/4或1/2。
PID图的内容应根据工艺流程图和公用工程流程图的要求,详细地表示装置的全部设备、仪表、管道和其他公用工程设施,具体内容如下:a) 全部设备;b) 全部仪表(包括控制、测量及计算机联结);c) 所有管道、阀门(低高点放空除外)、安全阀、大小头及部分法兰;d) 公用工程设施、取样点、吹扫接头;e) 工艺、仪表、安装等特殊要求。
PID图中设备画法编号例如E-1由三台换热器并联操作,其编号分别为E-1A,E-1B,E-1C(或E-1A/B/C);如P-1为两台泵(一台操作,一台备用),其编号为P-1A,P-1B(或P-1A/B)。
用细实线画出装置全部操作和备用的设备,在设备的邻近位置(上下左右均可)注明编号(下画一粗实线)、名称及主体尺寸或主要特性。
编号及名称应与工艺流程图相一致,编号方法与“工艺流程图”2.4.2规定相同。
但同一作用的设备由多台组成(或备用)时,可在编号数字后加A,B,C。
设备的主体尺寸或特性的标注方法按不同外型或特性规定如下:a) 立式圆筒型:内径ID×切线至切线高T/T,mm,b) 卧式圆筒型:内径ID×切线至切线长T/T,mm,c) 长方型:长×宽×高,mm,d) 加热及冷换设备:标注编号、名称及其特性(热负荷、及传热面积)e) 机泵,设备大小可不按比例画,但应尽量有相对大小的概念,有位差要求的设备,应表示其相对高度位置,例如热旁路控制流程中的冷凝器和回流罐。
设备内部构件的画法与PFD图规定要求相同。
相同作用的多台设备应全部予以表示,并按生产过程的要求表示其并联或串联的操作方式。
教你如何正确画⼯艺流程图化⼯⼯艺图是表达化⼯⽣产⼯艺过程的图样,化⼯⼯艺图图样绘制必须遵循《化⼯⼯艺设计施⼯图内容和深度统⼀规定》(HG 20519)标准。
流程君今天推送的这篇⽂章内容将包括⼯艺流程图、设备布置图和管路布置图。
希望能给各位化⼯⼯艺⼯程师带来帮助。
1⼯艺流程图⼯艺流程图是⽤图⽰的⽅法,表⽰化⼯⽣产⼯艺流程和所需的全部设备、管道及附件和仪表。
根据所处的阶段不同,⼯艺流程图有初步设计阶段的⽅案流程图、物料流程图等,也有施⼯设计阶段使⽤的带控制点⼯艺流程图、⼯艺管道及仪表流程图等。
1.1⽅案流程图⽅案流程图是初步设计阶段提供的图样,按设备和管路的⼯艺流程次序,将设备和⼯艺流程线⾃左⾄右展开,画出⼀系列设备的图形和相对位置的⽰意图,⽤以表达整个⼯⼚、车间或⼯序的⽣产概况。
⽅案流程图画法:1)⽅案流程图的图幅⼀般不作规定,图框和标题栏可省略;初步设计可不加控制点,也不必按图例绘制,⽤细实线按流程顺序依次画出设备⽰意图,并注写设备名称与位号,设备之间留出绘制流程线的距离,相同的设备可只画⼀套。
2)⽤粗实线绘出主要⼯艺物料流程线,中粗实线画出其他辅助物料的流程线,箭头表明物料流向,流程线⼀般画成⽔平或垂直,尽量避免流程线过多地往复交叉。
当流程线发⽣交叉时,⼀般将后⼀流程线断开或绕弯通过。
3)常采⽤图形与表格结合的形式,并配以物料流程线,同时在流程线上标注出各物料的名称、流量以及设备特性数据等。
⼯艺⽅案流程图1.2物料流程图物料流程图是以图形与表格相结合的⽅式,反映物料与能量衡算的结果的图样。
描述界区内主要⼯艺物料种类、流向、流量以及主要设备特性数据等。
物料流程图只是在⽅案流程图的基础上增加⼀些技术参数。
物料流程图1.3带控制点的⼯艺流程图带控制点⼯艺流程图也称为施⼯流程图,是在⽅案流程图的基础上绘制的内容较为详细的⼯艺流程图。
1)带控制点⼯艺流程图的内容a.图形——应画出全部设备的⽰意图和各种物料的流程线,以及阀门、管道管件、仪表控制点的符号等。
工艺流程图标准工艺流程图是一种用于描述产品或服务的各个环节与步骤的图形化工具,可以在制造、生产、运营、维护等过程中起到指导和管理的作用。
下面是一份标准的工艺流程图的示例:工艺流程图工艺流程图是一种使用图形符号和文字说明的标准化表达方式,用于描述产品的制造或服务的执行过程。
工艺流程图的目标是能够清晰地展示每一个环节与步骤,以便能够直观地指导和管理。
工艺流程图的标准包括了一系列的要素和规范,以确保其有效性和可靠性。
以下是一份标准的工艺流程图的示例:1. 流程首部工艺流程图的首部应包含以下内容:- 公司/工厂名称:用以表示该工艺流程图所属的公司或工厂的名称。
- 产品/服务名称:用以表示该工艺流程图所描述的产品或服务的名称。
- 图号:用以表示该工艺流程图的编号。
- 日期:表示该工艺流程图的编制日期。
2. 流程正文工艺流程图的正文应包含以下内容:- 开始/结束节点:用以表示该工艺流程的开始和结束。
- 工序/环节:用以表示产品或服务的不同工序或环节,每一个工序或环节由一个矩形框表示。
- 输入/输出:用以表示每个工序或环节的输入和输出物,可以使用箭头连接到相应的工序或环节。
- 控制点/检验:用以表示需要进行控制或检验的环节或工序,可以使用菱形框表示。
- 退回点/废料:用以表示产生废料或需要退回的环节或工序,可以使用圆形框表示。
- 并行/并行分支:用以表示并行进行的工序或环节,可以使用多个箭头分支表示并行分支。
- 重复/循环:用以表示重复进行的工序或环节,可以使用曲线箭头表示。
3. 流程尾部工艺流程图的尾部应包含以下内容:- 编制人:表示该工艺流程图的编制人员。
- 审核人:表示该工艺流程图的审核人员。
- 批准人:表示该工艺流程图的批准人员。
以上是一份标准的工艺流程图的示例。
通过使用标准化的图形符号和文字说明,工艺流程图能够有效地展示产品或服务的制造或执行过程,为指导和管理提供支持。
在实际应用中,可以根据具体的需求和流程进行细化和适配,以提高工艺流程图的可读性和可操作性。
工艺流程图制图规范工艺流程图一般有如下几种:1.全厂总工艺流程图或物料平衡图,在化工厂设计中,为总说明部分提供的全厂流程图样。
对综合性化工厂则称全厂物料平衡图。
图上各车间(工段)用细实线画成长方框来示意。
流程线只画出主要物料,用粗实线表示。
流程方向用箭头画在流程线上。
图上还注明了车间名称,各车间原料、半成品和成品的名称、平衡数据和来源、去向等。
2.物料流程图MBD(material balance diagram),是在全厂总工艺流程图基础上,分别表达各车间内部工艺物料流程的图样。
在流程上标注出各物料的组分、流量以及设备特性数据等。
3.工艺管道及仪表流程图PID(Piping&Instrument Diagram),是以物料流程图为依据,内容较为详细的一种工艺流程图。
在管线和设备上画出配置的某些阀门、管件、自控仪表等的有关符号。
绘图软件工艺流程图一般绘图软件为AutoCAD,但企业及设计院一般使用在AutoCAD平台上二次开发的软件,如:国产软件——PIDCAD工艺流程图设计软件、工艺流程设计软件。
其中后者是将常用化工设备以组件形式构建数据库,用户直接调用即可。
绘制程序工艺流程图绘制程序为:首先选择图纸图副、标题栏等;其次,绘制主要设备;再次,绘制管线;然后,添加阀门、仪表、管件等,添加标注信息;最后,核查图纸正确性;工艺流程表示标准1总则1.1目的为了规范工艺流程图设计的内容及表示方法,提高设计质量,特编制本标准。
1.2范围1.2.1本标准规定了工艺流程图的绘制方法﹑详细设计(施工图设计)阶段的管道及仪表流程图﹑基础设计(初步设计)阶段的工艺管道及仪表流程图﹑外来流程图的编制﹑计算机辅助设计规定等要求。
1.2.2本标准适用于炼油装置和石油化工装置的“工艺流程图”(PFD)和“管道及仪表流程图”(PID)设计。
对于有特殊要求的项目,须结合具体情况,灵活运用。
1.3引用标准使用本标准时,应使用下列标准最新版本。
1工业污水处理系统的工作原理1.1控制系统总体框图PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图1.2工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图1.3手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图1.4自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
自控专业工程设计用标准及标准1 行业法规及管理规定1.1 化工厂初步设计内容深度规定[(88)化基设字第251号]1.2 化工厂初步设计内容深度规定中有关内容更改的补充[(92)化基发字第 695号]1.3自控专业施工图设计内容深度规定(HG 20506)1.4 化工装置自控工程设计规定(HG/T 20636~20639)自控专业设计管理规定(HG/T 20636)1自控专业的职责范围(HG/T 20636.1)2自控专业与工艺、系统专业的设计条件关系(HG/T 20636.2)3自控专业与管道专业的设计分工(HG/T 20636.3)4自控专业与电气专业的设计分工(HG/T 20636.4)5自控专业与电信、机泵及安全〔消防〕专业的设计分工(HG/T 20636.5)6自控专业工程设计的任务(HG/T 20636.6)7自控专业工程设计的程序(HG/T 20636.7)8自控专业工程设计质量保证程序(HG/T 20636.8)9自控专业工程设计文件校审提要(HG/T 20636.9)10自控专业工程设计文件的控制程序(HG/T 20636.10)自控专业工程设计文件的编制规定(HG/T 20637)1自控专业工程设计文件的组成和编制(HG/T 20637.1)2自控专业工程设计用图形符号和文字代号(HG/T 20637.2)3 仪表设计规定的编制(HG/T 20637.3)4 仪表施工安装要求的编制(HG/T 20637.4)5 仪表请购单的编制(HG/T 20637.5)6 仪表技术说明书的编制(HG/T 20637.6)7 仪表安装材料的统计(HG/T 20637.7)8 仪表辅助设备及电缆、管缆的编号(HG/T 20637.8)自控专业工程设计文件的深度规定(HG/T 20638)自控专业工程设计用典型图表及标准目录(HG/T 20639)1自控专业工程设计用典型表格(HG/T 20639.1)2自控专业工程设计用典型条件表(HG/T 20639.2)3自控专业工程设计用标准目录(HG/T 20639.3)1.5 化工装置工艺系统工程设计规定(HG 20557-20559)工艺系统设计管理规定(HG 20557)工艺系统设计文件内容的规定(HG 20558)管道仪表流程图设计规定(HG 20559)1.6 石油化工装置根抵设计〔初步设计〕内容规定(SHSG-033)1.7 石油化工自控专业工程设计施工图深度导那末(SHB-Z01)2图形符号2.1 过程检测和控制流程图用图形符号和文字代号(GB 2625)2.2 过程检测和控制系统用文字代号和图形符号(HG 20505)2.3 Instrumentation Symbols and Identification 仪表符号和标志[SHB-Z02 (等同于ISA S5.1)]2.4 Binary Logic Diagrams for Process Operations 用于过程操作的二进制逻辑图[SHB-Z03 (等同于 ISA S5.2)]2.5 Graphic Symbols for Distributed Control/Shared Display Instrumentation, Logic and puter Systems 分散控制/共用显示仪表、逻辑和计算机系统用图形符号[SHB-Z04 (等同于 ISA S5.3)]2.6 Instrument Loop Diagrams仪表回路图[SHB-Z05 (等同于 ISA S5.4)]2.7 Graphic Symbols for Process Displays (ISA S5.5) 过程显示图形符号2.8 分散型控制系统硬件设备的图形符号(/T5539)2.9 Process Measurement Control Function and Instrumentation-Symbolic Representation (ISO 3511)过程测量控制功能及仪表符号说明2.10 Remended Graphical Symbols Part 15: Binary Logic Elements (IEC 117-15)推荐的图形符号:二进制逻辑元件2.11 Graphic Symbols for Logic Diagrams (two state devices) (ANSI Y32.14)逻辑图用图形符号(二状态元件)2.12 Symbolic Representation for Process Measurement Control Functions and Instrumentation (BS 1646)过程测量控制功能及仪表用符号说明2.13 Bildzeichen fü r messen, steuern, regeln: Allgemeine bildzeichen.自控图例:普通图形 (DIN 19228)2.14 仪表符号 (JIS Z8204)3 工程设计标准3.1 计算站场地技术要求(GB 2887)3.2 计算机机房用活动地板技术条件(GB 6650 )3.3 城乡燃气设计标准(GB 50028)3.4氧气站设计标准(GB 50030)3.5 乙炔站设计标准(GB 50031)3.6 工业企业照明设计标准(GB 50034)3.7 锅炉房设计标准(GB 50041)3.8 小型火力发电厂设计标准(GB 50049)3.9电子计算机机房设计规定(GB 50174)3.10氢气站设计标准(GB 50177)3.11 压缩空气站设计标准(GBJ 29)3.12 冷库设计标准(GBJ 72)3.13 干净厂房设计标准(GBJ 73)3.14 石油库设计标准(GBJ 74)3.15 工业用软水除盐设计标准(GBJ 109)3.16 工业电视系统工程设计标准(GBJ 115)3.17 化工厂控制室建造设计标准(HG 20556)3.18 石油化工储运系统罐区设计标准(SH3007)3.19 炼油厂燃料油燃气锅炉房设计技术规定(SHJ 1026)3.20 加油站建立规定(SHQ1)4自动化仪表4.1 工业自动化仪表电源、电压(GB 3368)4.2 不连续电源设备(GB 7260)4.3 工业自动化仪表用摹拟气动信号(GB 777)4.4 工业自动化仪表用摹拟直流电流信号(GB 3369). .4.5 工业过程测量和控制系统用电动温和动摹拟记录仪和指示仪性能测定方法(GB 3386) 4.6 工业过程测量和控制用检测仪表和显示仪表精度等级(GB/T 13283)4.7 工业自动化仪表用气源压力范围和质量(GB 4830)4.8 工业自动化仪表工作条件温度和大气压(ZBY 120)4.9 工业自动化仪表电磁干扰电流畸变影响试验方法(ZBY 092)4.10 工业自动化仪表工作条件~振动(GB 4439)4.11 工业自动化仪表盘根本尺寸及型式(GB 7353)4.12 工业自动化仪表盘盘面布置图绘制方法(/T 1396)4.13 工业自动化仪表盘接线接收图的绘制方法(/T 1397)4.14 工业自动化仪表公称通径值系列(ZBN 10004)4.15 工业自动化仪表工作压力值系列(ZBN 10005)4.16 流量测量仪表根本参数(GB 1314)4.17 工业自动化仪表通用试验方法-接地影响(ZBN 10003.26)4.18 Quality Standard for Instrument Air (ISA S7.3)仪表空气的质量标准5自控专业工程设计标准5.1 流量测量节流装置用孔板、喷嘴和文丘里测量充满圆管的流体流量(GB/T 2624 等同于 ISA 5167)5.2自动化仪表选型规定(HG 20507)5.3 控制室设计规定(HG 20508)5.4 仪表供电设计规定(HG 20509)5.5 仪表供气设计规定(HG 20510)5.6 信号报警联锁系统设计规定(HG 20511)5.7 仪表配管配线设计规定(HG 20512)5.8 仪表系统接地设计规定(HG 20513)5.9 仪表及管线伴热和绝热保温设计规定(HG 20514)5.10 仪表隔离和吹洗设计规定(HG 20515)5.11自动分析器室设计规定(HG 20516)5.12 分散控制系统工程设计规定(HG/T 20573)5.13自控设计常用名词术语5.14 石油化工自动化仪表选型设计标准(SH 3005)5.15 石油化工控制室和自动分析器室设计标准(SH 3006)5.16 石油化工仪表配管配线设计标准(SH 3019)5.17 石油化工仪表接地设计标准(SH 3081)5.18 石油化工仪表供电设计标准(SH 3082)5.19 石油化工分散控制系统设计标准(SH/T 3092)5.20 石油化工企业信号报警、联锁系统设计标准(SHJ 18)5.21 石油化工企业仪表供气设计标准(SHJ 20)5.22 石油化工仪表保温及隔离吹洗设计标准(SH 3021)5.23 石油化工紧急停车及安全联锁设计导那末(SHB-Z06)5.24 Environmental Conditions for Process Measurement and Control Systems:Temperature and Humidity 过程测量和控制系统的环境条件:温度和湿度(ISA S71.01) 5.25 Control Centers Facilities (ISA RP60.1) 控制中心设施5.26 Human Engineering for Control Centers (ISA RP60.3) 控制中心的人类工程5.27 Documentation for Control Centers (ISA RP60.4) 控制中心的文件. v .5.28 Electrical Guide for Control Centers (ISA RP60.8)控制中心的电气导那末5.29 Piping Guide for Control Centers (ISA RP60.9) 控制中心的配管导那末5.30 Remended Practice for the Design and Installation of Pressure-Relieving Systems in Refineries (API RP520)炼油厂压力泄压系统的设计和安装5.31 Vibration, Axial Position, and Bearing Temperature Monitoring Systems.(API 670)非接触式振动和轴位移监测系统5.32 Control Valve Sizing Equations for Inpressible Fluids (ISA S39.1) 不可压缩流体用调节阀的口径计算公式5.33 Flow Equations for Sizing Control Valves (ISA S75.01)控制阀口径计算公式5.34 Control Valve Terminology (ISA S75.05 )控制阀术语5.35 Control Valve Manifold Designs (ISA RP75.06)控制阀的阀组设计5.36 调节阀口径计算(ANSI FCI62-1)5.37 Control Valve Seat Leakage (ANSI B16.104/FCI70-2)控制阀泄漏量规定5.38 Terminology for Automatic Control (ANSI C85.1)自动控制术语6 通用图册和设计手册6.1自控安装图册(HG/T 21581)6.2 仪表单元接线接收图册(TC 50B1)6.3 仪表回路接线图册(TC 50B2)6.4自控设计防腐蚀手册(CADC 051)6.5 仪表修理车间设计手册(CADC 052)6.6 石油化工企业仪表修理车间设计导那末(SHB-Z002)6.7 仪表维护设备选用手册(SHB-Z003)6.8 Manual on Installation of Refinery Instruments and Control systems (API RP550) 炼油厂仪表及调节系统安装手册6.9 Part Ⅱ Installation Operation and Maintenance of bustible Gas Detection Instruments (ISA S12.13)可燃气体检测仪表的安装、操作和维护7 管法兰与管罗纹7.1 钢制管法兰国家标准汇编(GB 9112~9128)7.2 钢制管法兰、垫片、紧固件(HG 20592~20635~97)7.3 高压管、管件及紧固件通用设计(H1~37)7.4 石油化工企业钢制管法兰(SH 3406)7.5 管路法兰及垫片(/T 74~90)7.6 用罗纹密封的管罗纹(GB 7306 ,相应于55 °圆锥管罗纹)7.7非罗纹密封的管罗纹(GB 7307,相应于55°圆柱管罗纹)7.8 60 °圆锥管罗纹(GB/T 12716)7.9 钢管罗纹[ISO 7/1 (R.RC)]7.10 直管罗纹[ISO 228/1 (G.Ga)]7.11 Pipe Flanges and Falanged Fittings Flange surface shall be smooth. (ANSI B16.5) 管法兰和法兰连接件7.12 Steel Orifice Flanges (ANSI B16.36 、B16.36a)钢制孔板法兰7.13 Flange Mounted Sharp Edged Orifice Plates for Flow Measurement (ISA RP3.2) 流量测量用法兰安装式锐孔板7.14 管罗纹(ASME B)8 安全. .8.1 爆炸性环境用防爆电气设备(GB 3836)8.2 外壳防护等级的分类(GB 4208)8.3电气设备安全设计导那末(GB 4064)8.4电子测量仪器安全要求(GB 4793)8.5 爆炸和火灾危(wei)险环境电力设计标准(GB 50058)8.6 石油化工企业设计防火标准(GB 50160)及 1999 年筑物抗震设计8.7 构筑物抗震设计标准(GB 50191)8.8 建造抗震设计标准(GBJ 11)8.9 建造设计防火标准(GBJ 16)8.10 火灾自动报警系统设计标准(GBJ 116)8.11 化工企业爆炸和火灾危(wei)险环境电力设计标准(HGJ 21)8.12 化工企业静电接地设计规程(HGJ 28)8.13 石油化工企业可燃气体和有毒气体检测报警设计标准(SH 3063)8.14 Electrical Instrument in Hazardous Atmospheres (ISA RP12.1) 危(wei)险大气里的电气仪表8.15 Instrument Purging for Reduction of Hazardous Area Classification (ISA S12.4) 用于降低危(wei)险区域等级的仪表吹气法8.16Installation of Intrinsically safe Systems for Hazardous (Classified) Locations (ISA RP12.6) 本安系统在危(wei)险区的安装8.17 Area Classification in Hazardous (Classified) Dust Locations (ISA S12.10) 危(wei)险粉尘场所的区域分类8.18Electrical Equipment for Use in Class1,Division 2Hazardous (Classified) Locations (ISA S12.12) 1 区 2 类危(wei)险场所的电气设备8.19Classification of Degrees of Protection Provided by Enclosures.(IEC 529) 外壳防护标准8.20Electrical apparatus for explosive gas atmospheres part10:Classification of hazardous areas.(IEC 79-10)爆炸气体场所的电力设备第 10局部:危(wei)险场所的划分8.21Part14:Electrical installations in explosive gas atmospheres.(IEC 79-14) 爆炸气体环境的电力设备除(矿用外)8.22 Intrinsically Safe Apparatus in Division I Hazardous Locations (NFPA 493)I 区危(wei)险场所中的本安设备8.23Classification of Areas for Electrical Installations in Petroleum Refineries (API RP500A)炼油厂电气安装用防爆场所的划分9 环境卫生9.1 密封放射源普通规定(GB 4076)9.2 放射卫生防护根本标准(GB 4792)9.3电磁辐射防护规定(GB 8702)9.4 辐射防护规定(GB 8703)9.5 放射性物质安全运输规定(GB 11806)9.6 低、中水平放射性固体废物暂时贮存规定(GB 11928)9.7 操作开放型放射性物质的辐射防护规定(GB 11930)9.8 环境核辐射监测规定(GB 12379)9.9 放射性防护标准(GBJ 211)9.10 a 、g 射线外照射个人剂量监测规定(EJ 269). v .9.11 工业噪声控制设计标准(GBJ 87)9.12 工业企业噪声测量规定(GBJ 122)9.13 化工建立工程噪声控制设计规定(HG 20503)9.14 石油化工企业环境保护设计标准(SHJ 24)9.15 炼油厂卫生防护距离(SHJ 1070)9.16 Methods for the Measurement of Sound Pressure Levels (ANSI S1.1声3)压级的测量方法9.17 石油化工企业职业安全卫生设计标准(SH3047)10 施工验收10.1 工业自动化仪表工程施工及验收标准(GBJ 93)10.2自动化仪表安装工程质量检验评定标准(GBJ 131)10.3电气装置安装工程接地装置施工及验收标准(GB 50169)10.4电气装置安装工程低压电器施工及验收标准(GB 50254)10.5 干净室施工及验收标准(HGJ 71)10.6 石油化工仪表工程施工技术规程(SH3521)10.7 长输管道仪表工程施工及验收标准(SYJ 4005)10.8 工业控制计算机系统验收大纲(/T 5234)附录 A 标准代号对照表A.1 GB(GB/T)中华人民*国*国家标准A.2 (/T) 机械工业部行业标准A.3 HG(HG/T) 化学工业部行业标准A.4 HGJ 化学工业部工程建立标准A.5 H 原化学工业部标准A.6 CD 原化学工业部根本建立局标准A.7 TC(CADC) 化学工业部自动控制设计技术中心站标准A.8 SH **总公司行业标准A.9 SHJ(SYJ) **总公司工程建立标准A.10 SHB- Z **总公司自动控制设计技术中心站标准A.11 SYJ中国石油天然气工业总公司工程建立标准A.12 NDGJ电力工业部工程建立标准A.13 JGJ 建立部工程建立标准A.14 FJJ 纺织总会工程建立标准A.15 EJ中国核工业总公司行业标准A.16 JJG国家计量总局标准A.17 ZBY 仪器仪表专业标准A.18 ZBN 仪器仪表行业标准A.19 /YQ 仪器仪表行业内部标准A.20 ISO国际标准化组织 INTERNATIONAL ORGANIZITION FOR STANDARDIZATIONA.21 IEC国际电工委员会 INTERNATIONAL ELECTROTECHNICAL MISIONA.22 ISA 美国仪表协会 INSTRUMENT SOCIETY OF AMERICAA.23 API 美国石油学会 AMERICAN PETROLEUM INSTITUTEA.24 ANSI 美国国家标准协会 AMERICAN NATIONAL STANDARDS INSTITUTEA.25 ASME 美国机械工程师协会 AMERICAN SOCIETY OF MECHANICAL ENGINEERSA.26 NEPA 美国国家防火协会、美国流体动力协会 NATIONAL FIRE PROTECTION. . ASSOCIATIONA.27 NEC 美国国家电气规程 NATIONAL ELECTRICAL CODEA.28 NEMA 美国电气创造商协会 NATIONAL ELECTRICAL MANUFACTURES ASSOCIATION A.29 DIN 德国国家标准 DEUTSCHE INDUSTRIE NORMA.30 BS 英国国家标准 BRITISH STANDARDSA.31 JIS日本国家标准 JAPANESE INDUSTRIAL STANDARDS. v .。
工艺流程图制图标准工艺流程图是工程设计中非常重要的一环,它能清晰地展示出整个工艺流程的各个环节和步骤,为工程实施提供了重要的参考依据。
因此,在制图时需要按照一定的标准和规范进行,以保证制图的准确性和可读性。
下面将介绍工艺流程图制图的标准。
首先,工艺流程图的制图标准要求图纸规格统一,一般采用A0、A1、A2等国际标准规格,以保证图纸的统一性和便于传阅。
其次,制图时需要选择合适的比例尺,一般常用的比例尺有1:100、1:200、1:500等,选择合适的比例尺有助于将复杂的工艺流程清晰地展现在图纸上。
同时,需要在图纸上标注比例尺,以便读者准确理解图纸上的尺寸。
其次,工艺流程图的绘制要求清晰、简洁、准确。
在绘制过程中,需要使用规范的符号和图例,标注清楚各种设备、管道、阀门、仪表等,保证图纸的可读性和准确性。
另外,需要在图纸上标注工艺流程的各个关键参数,如温度、压力、流量等,以便工程人员在实施过程中能够准确把握工艺参数。
此外,工艺流程图的制图标准还要求标注清晰的流程流向和流程线,以便读者清晰地了解工艺流程的各个步骤和流向。
同时,需要在图纸上标注清晰的设备编号和管道编号,以便工程人员能够准确地定位设备和管道。
最后,工艺流程图的制图标准还要求图纸的布局合理,各个部分之间的比例协调,文字、符号、线条等要有明显的对比度,以便读者能够清晰地辨认各个部分。
另外,需要在图纸上标注制图单位、绘图日期、图名等基本信息,以便读者了解图纸的来源和时间。
总之,工艺流程图的制图标准对于工程设计和实施具有重要的意义,只有严格按照标准进行制图,才能保证工艺流程图的准确性和可读性,为工程实施提供重要的参考依据。
因此,工程设计人员在进行工艺流程图制图时,务必严格遵循相关标准和规范,力求做到准确、清晰、简洁。