自动剪水口模具设计演示幻灯片
- 格式:ppt
- 大小:3.32 MB
- 文档页数:13
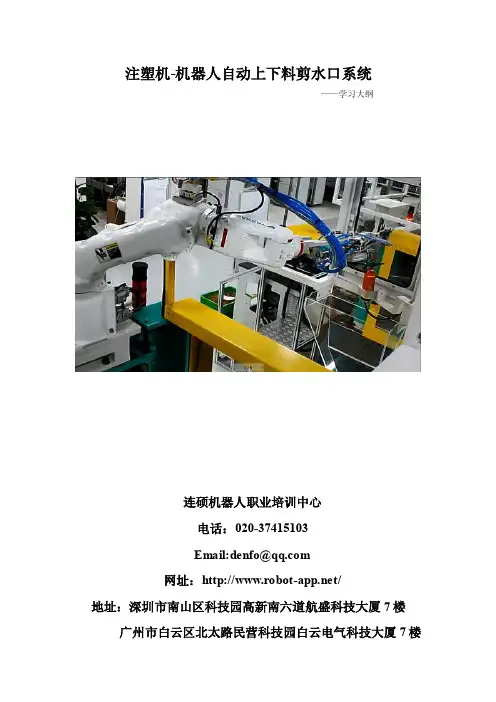
注塑机-机器人自动上下料剪水口系统——学习大纲连硕机器人职业培训中心电话:************Email:************网址:/地址:深圳市南山区科技园高新南六道航盛科技大厦7楼广州市白云区北太路民营科技园白云电气科技大厦7楼注塑机-机器人自动上下料剪水口系统——学习大纲****如果想学习全套案例,请拨打咨询热线:****************本教程以注塑机的自动上下料剪水口为例子,在注塑工厂生产线上目前很多产商都还是用人工上下料,作业人员一不小心就容易出现安全事故,具有很大的安全隐患。
而且人工上下料生产效率低。
面对这一情况,只需要加进注塑机-机器人自动上下料剪水口系统代替人工进行作业,就有效的解决了这一难题。
降低风险的同时提高了生产的效率。
虽然目前机器人已经广泛的应用于工业的各个领域,但是这些工业机器人大部分都还是作一种简单的搬运(点到点)的动作,每次作业前都得要从新示教程序点才可以正常作业,跟外围设备没有一个系统的联系,没有把机器人的功能完全发挥出来。
注塑机-机器人自动上下料剪水口系统,以上位机(PC)为中心,对注塑机、机器人、PLC、等外控设备进行一个系统的管理。
系统根据不同型号产品的参数进行分类管理,只需要把各产品参数(包括产品信息,程序点数据等)设置一次,下次同样的产品只需打开本产品保存的方案即可继续生产。
运行中如果出现机械手抓取物品不准确,可以在不停机情况下,直接在PC界面上作调整。
现场所有报警信息都可以在PC界面上实时显示和查询。
下面介绍一下系统的组成和功能。
一、PC界面PC控制界面涵盖机器人工业现场高级应用,数据显示;远控信号;在线微调程序点;机器人操作管理(选择模式);机器人连接状态显示;接收信息提示。
①远控信号(PLC的应用-此例中作为送料机构的管理)②在线微调程序点(包括程序点的在线微调与速度的微调,点数据一次输入不大于10mm,速度数据一次输入不大于100mm/s)③机器人远程管理(启动机器人-一按钮三功能:开伺服,调用主程序,机器人运行;关伺服;模式选择;运行;停止;最后一次运行)④数据显示⑤机器人连接状态显示1、代码应用释解。

热固性塑料注射模自动剪浇口技术摘要:以电木材料为例,介绍热固性塑料注射模自动剪浇口技术,以减少产品的后序加工,提高产品的外表面质量,同时提高生产效率和促进自动化生产。
关键词:电木浇口剪浇口顶管二次顶出摇板淬火回火1 引言以前我们设计热固性塑料注射时,大部分都采用直浇口或侧浇口进胶,然后再用后序加工的方法去除浇口。
这样设计并没有错,只是采用后序加工的方法去除浇口不但生产效率低,而且剪断后的浇口痕迹会影响产品的外观。
下面我们以两套电木胶料的注射模具来介绍热固性塑料注射模自动剪浇口技术。
2 电木盖的自动剪浇口模具介绍2.1 产品介绍如图1,该产品是电热煲的一个底顶盖,材料为电木,缩水为1.01。
外表面要求抛光,未注出模角为1°,中间22孔有装配要求,其它没有特别要求。
2.2 设计前分析该产品要求一模出一件,自动生产。
从产品形状来看,只有从产品中间进胶,可以达到进胶平衡的效果,而且也不影响产品的外观。
如果按正常的电木模设计,则采用中间的孔圆盘形进胶,然后采用后序机械的加工方法去除浇口。
这样不但多了一道后序加工工序,而且加工后的产品胶口痕迹不整齐,会影响产品的外观和装配。
考虑到热固性塑料的特点,其在50~60°C流动性最好,注射成型温度为50~60°C,模具成型温度为150~160°C。
于是我们可以采用比较先进的注射技术,即采用自动剪浇口注射。
也就是在射胶完成后,立即在模具上剪断浇口,然后再进行保压,等产品在模具内高温下固化后再顶出。
这样简化了后序加工浇口,既提高了生产效率,又提高了产品质量。
对于该产品,我们可采用中间顶管来剪断浇口。
但是,当顶管剪断浇口后,产品会卡在顶管上,于是我们还要采用二次顶出把产品顶出顶管,实现自动化生产。
2.3 具体模具设计如图2见D-D切图,当射胶完成后,注射机的顶棍立即顶动顶针托板13及顶针板12 1.5mm,从而带动推管5剪断浇口(见剪胶口状态图)。

大水口模具三维设计教程
作者:王晓锋
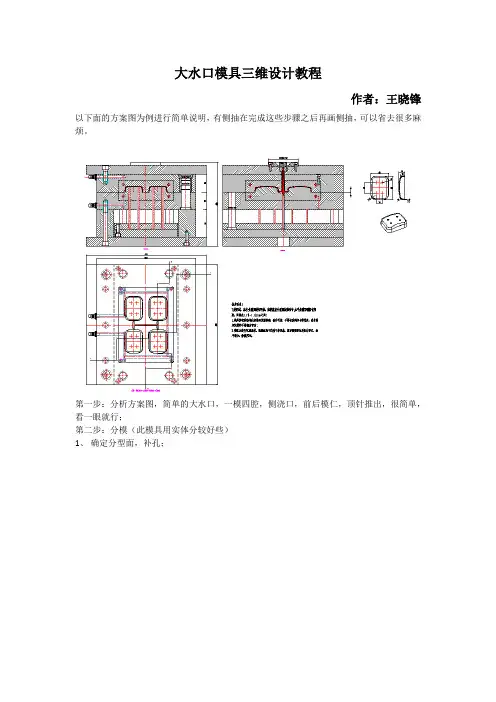
以下面的方案图为例进行简单说明,有侧抽在完成这些步骤之后再画侧抽,可以省去很多麻烦。
第一步:分析方案图,简单的大水口,一模四腔,侧浇口,前后模仁,顶针推出,很简单,看一眼就行;
第二步:分模(此模具用实体分较好些)
1、确定分型面,补孔;
2、用创建方块,包住整个制件,从分型面分开。
由于下模仁没有制件,所以不需要求差,直接求和;若有,先求差,然后求和。
3、根据方案一模四腔,进行X、Y镜像或者以某个平面的距离镜像
如果坐标系不在中心,用变换中的点到点、进行移动。
4、调节模仁的长宽高、坐标系和方案图一致。
5、调模架,开框,画流道(先创建一条线用管道绘制)、侧浇口(用长方体命令创建)
6、调唧嘴,胡波6.3,选b型,放置在面板,输入参数即可。
(修改几个直径就好,其余不
用修改)。
7、调定位环,选b型。
(一般不用修改点OK就好)
8、添加水道(选第一种,然后选X方向,根据方案尺寸进行修改)
9、添加螺栓
胡波5.5,选择如下图
胡波6.3,选择2点螺栓操作如下图:
注意:1、两根线的方向决定螺栓头的方向;2、两个点是放置面一个点,断点一个点。
10、顶针的插入
10.1、复制一份方案,只保存顶针孔,其余删除,如下图,命名为1.dwg
10.2、文件导入dwg文件选择这个文件导入。
10.3、用变换点到点将其移动到坐标系中心。
10.4、选择多点放置公制顶针点选顶针圆心选完后点确定就OK。
基本已经做完了,原资料上传到清风制图,微信关注就好,大家可以下载练习,多谢大家的支持。