【精品】焊接(角焊缝)
- 格式:ppt
- 大小:874.00 KB
- 文档页数:6
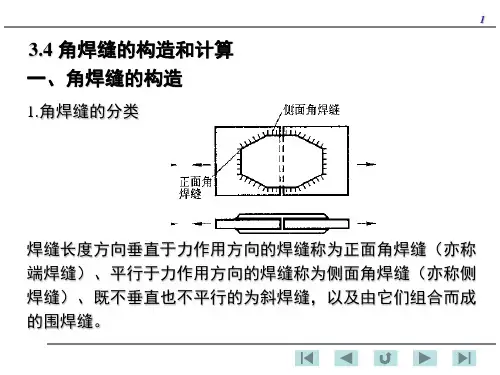
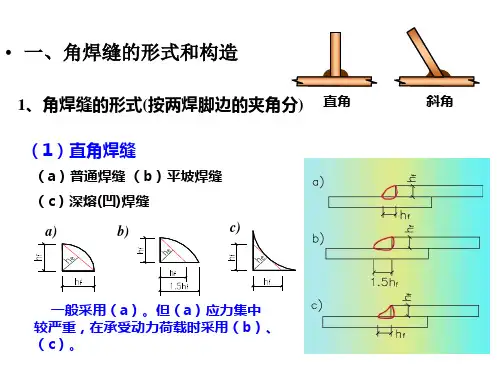
3.3 角焊缝的构造和计算3.3.1 角焊缝的形式和强度角焊缝按其与作用力的关系可分为:正面角焊缝、侧面角焊缝、斜焊缝;正面角焊缝:焊缝长度方向与作用力垂直;侧面角焊缝:焊缝长度方向与作用力平行。
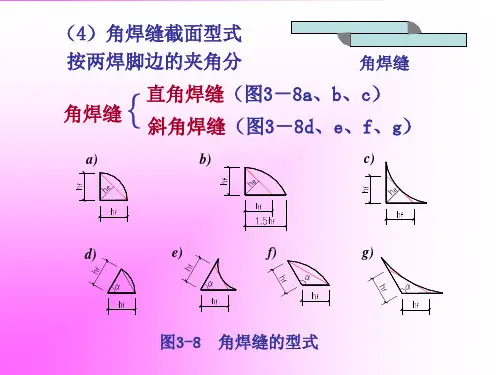
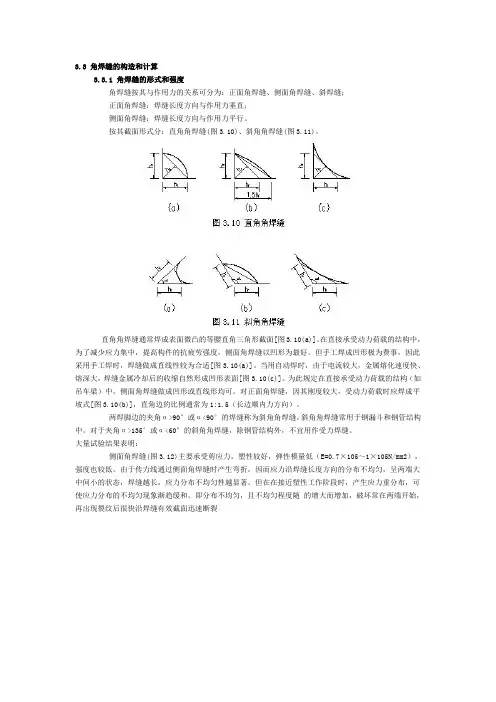
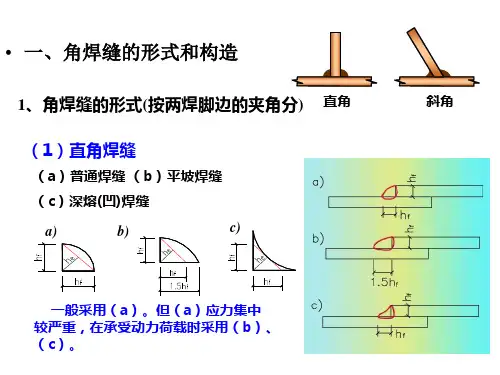
按其截面形式分:直角角焊缝(图3.10)、斜角角焊缝(图3.11)。
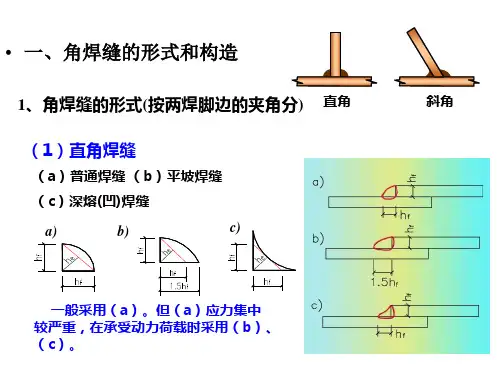
直角角焊缝通常焊成表面微凸的等腰直角三角形截面[图3.10(a)]。
在直接承受动力荷载的结构中,为了减少应力集中,提高构件的抗疲劳强度,侧面角焊缝以凹形为最好。
但手工焊成凹形极为费事,因此采用手工焊时,焊缝做成直线性较为合适[图3.10(a)]。
当用自动焊时,由于电流较大,金属熔化速度快、熔深大,焊缝金属冷却后的收缩自然形成凹形表面[图3.10(c)]。
为此规定在直接承受动力荷载的结构(如吊车梁)中,侧面角焊缝做成凹形或直线形均可。
对正面角焊缝,因其刚度较大,受动力荷载时应焊成平坡式[图3.10(b)],直角边的比例通常为1:1.5(长边顺内力方向)。
两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝,斜角角焊缝常用于钢漏斗和钢管结构中。
对于夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝。
大量试验结果表明:侧面角焊缝(图3.12)主要承受剪应力,塑性较好,弹性模量低(E=0.7×105~1×105N/mm2),强度也较低。
由于传力线通过侧面角焊缝时产生弯折,因而应力沿焊缝长度方向的分布不均匀,呈两端大中间小的状态,焊缝越长,应力分布不均匀性越显著。
但在在接近塑性工作阶段时,产生应力重分布,可使应力分布的不均匀现象渐趋缓和。
即分布不均匀,且不均匀程度随的增大而增加,破坏常在两端开始,再出现裂纹后很快沿焊缝有效截面迅速断裂正面角焊缝(图3.13)受力复杂,截面中的各面均存在正应力和剪应力。
由于传力时力线弯折,并且焊根处正好是两焊件接触面的端部,相当于裂缝的尖端,故焊根处存在着很严重的应力集中。
角焊缝标注方法及含义
尖角焊缝是一种重要的焊接技术,它具有良好的韧性和强度、高刚度和良好的抗拉性
能的优势,使用范围极广。
其中的测量和标注方法也非常重要。
一、尖角焊缝标注
1、角度标注:对尖角焊缝的角度应该采用角度测量器来标注,常用的角度标注
方法有两种,一种是直角尺,通过测量直角尺上的刻度来确定截面角度,另一种是投影仪,经过投影仪测量、校正后来确定截面角度。
2、量角半径:在实际加工过程中,尖角焊缝的半径也是非常重要的,不同的尖角焊
缝半径可以得到不同的机械性能,需要量角半径来标记尖角焊缝的外廓线和刀口深度,以
实现精确的焊接效果。
3、焊缝宽度:尖角焊缝的焊缝宽度也是非常重要的,一般情况下比较宽的焊缝宽度
可以让焊接工艺有更好的稳定性,所以对尖角焊缝的标注中也要量出焊缝宽度,以便能够
更好地进行焊接。
二、尖角焊缝标注含义
1、角度标注:尖角焊缝的角度标注含义是说明焊缝截面的角度,比如45°表示
焊缝截面是45度,通常来说45°到60°都是一种比较常用的尖角焊缝角度。
2、量角半径:尖角焊缝的量角半径标注实际上就是说明焊缝外观尺寸,以及刀口的
深浅,可以使用一定的符号来标注,比如“R3mm”表示半径为3毫米,“R=2mm”表示刀
口深度为2毫米。
3、焊缝宽度:焊缝宽度的标注实际上就是说明焊缝外观尺寸,一般情况下,焊缝宽
度可以用“W = 4mm”等来表示,表示焊缝宽度为4毫米。
焊缝形式分类及代号焊缝是指焊接过程中产生的连接材料之间的接头。
根据焊缝的形状和结构,可以将焊缝分为多种类型,并使用相应的代号进行分类和标识。
本文将按照焊缝形式进行分类,并对每种焊缝的代号进行介绍。
一、对接焊缝(代号:G)对接焊缝是将两个相互平行或近似平行的工件连接在一起的焊缝。
对接焊缝常见的代号是G。
对接焊缝一般分为平对接焊缝和对角对接焊缝两种形式。
平对接焊缝是两个工件在同一平面上焊接,代号为G1;对角对接焊缝是两个工件在不同平面上焊接,代号为G2。
二、角焊缝(代号:K)角焊缝是将两个相互垂直或近似垂直的工件连接在一起的焊缝。
角焊缝的代号是K。
角焊缝分为横角焊缝和纵角焊缝两种形式。
横角焊缝是两个工件在水平方向上焊接,代号为K1;纵角焊缝是两个工件在垂直方向上焊接,代号为K2。
三、对边焊缝(代号:F)对边焊缝是将两个相互相邻的工件连接在一起的焊缝。
对边焊缝的代号是F。
对边焊缝分为单面焊和双面焊两种形式。
单面焊是只在一侧进行焊接,代号为F1;双面焊是在两侧同时进行焊接,代号为F2。
四、角边焊缝(代号:B)角边焊缝是将一个工件的角边连接到另一个工件上的焊缝。
角边焊缝的代号是B。
角边焊缝分为单面焊和双面焊两种形式。
单面焊是只在一个侧面进行焊接,代号为B1;双面焊是在两个侧面同时进行焊接,代号为B2。
五、对角焊缝(代号:M)对角焊缝是将两个相互相邻但不平行的工件连接在一起的焊缝。
对角焊缝的代号是M。
对角焊缝分为单面焊和双面焊两种形式。
单面焊是只在一侧进行焊接,代号为M1;双面焊是在两侧同时进行焊接,代号为M2。
六、搭接焊缝(代号:J)搭接焊缝是将两个工件的搭接部分连接在一起的焊缝。
搭接焊缝的代号是J。
搭接焊缝分为单面焊和双面焊两种形式。
单面焊是只在一侧进行焊接,代号为J1;双面焊是在两侧同时进行焊接,代号为J2。
七、角搭焊缝(代号:H)角搭焊缝是将一个工件的角部搭接到另一个工件上的焊缝。
角搭焊缝的代号是H。
角焊缝最小焊脚尺寸
角焊缝最小焊脚尺寸是指在进行角焊接时所需保证的最小焊缝
高度,它是焊接中非常重要的参数之一。
在进行角焊接时,焊脚的高度不仅影响焊接强度,还关系到焊接后的外观质量。
根据相关标准,角焊缝最小焊脚尺寸应该根据焊接材料的厚度来确定。
通常来说,当焊接材料的厚度小于3mm时,最小焊脚高度应为1.5mm;当焊接材料的厚度大于等于3mm时,最小焊脚高度应为2mm。
在实际焊接中,需要根据具体情况进行调整,确保焊接质量。
如果焊脚过高,会浪费材料,同时也会影响焊接外观;如果焊脚过低,会导致焊接强度不足,甚至出现焊缝开裂等情况。
因此,对于角焊接来说,合理确定最小焊脚高度非常重要。
在进行焊接时,需要注意焊接设备的设置、焊接材料的选择,以及焊接操作的规范性,从而保证焊接质量和安全性。
- 1 -。
1.1焊缝形式1.4。
1操作技能考试试件的焊缝形式分为坡口焊缝(包括对接焊缝和接管焊缝)、角焊缝、堆焊三种形式,代号分别为GW、FW、D.1.4。
2坡口焊缝试件分带衬垫和不带衬垫两种.双面焊、部分焊透的坡口焊缝均视为带衬垫。
1.4。
3对接焊缝的考试结果可以适用于任何接头形式的对接焊缝,但1。
4。
5规定的接管焊缝除外。
1.4。
4产品上多数为角焊缝,焊工、焊接操作工应进行相应的角焊缝考试。
产品上多数为对接焊缝,对接焊缝考试结果可以适用于角焊缝。
1。
4.5产品以接管焊接为主或者涉及到复杂的接管焊接,焊工应进行接管焊接的考试。
焊工进行操作技能考试时,在符合下列条件时,应附加接管典型试件:(1)对全焊透接管焊缝,主管外径D1与支管的外径D2的比值小于5.(2)接管焊接的支管角度小于75°(主管轴线或支撑板平面与支管轴线的角度)。
1.4。
6主管直径与支管直径比值评定的适用范围为大于或等于考试试件直径的比值。
1。
4.7支管角度评定的适用范围为大于或等于考试试件支管的角度α。
1.2焊接位置1。
5.1焊接位置的分类和代号见图1、2、3。
1.5。
2焊接位置的适用范围见表3。
1.5。
3管材试件H-L045和J—L045焊接位置认可了生产工件上所有的焊接位置。
1。
5.4焊接操作工采用螺柱焊试件,经仰焊位置考试合格后,适用于任何位置的螺柱焊试件,其他位置考试合格后,只适用相应位置的焊件。
螺柱焊试件焊接位置见图4。
图1焊接位置用代号表示图图4螺柱焊试件焊接位置考试位置适用范围(1)PAPB(2)PC PD(2)PEPF(板)PF(管)PG(板)PG(管)H—L045 J-L045PA X X - - - —- - - ——PB(2)X X - - ——- - - —- PC X X X ——- ——- ——PD(2)X X X X X X —- —- - PE X X X X X X - ——- - PF(板)X X ———X - - ——- PF(管) X X - X X X X - —- —PG(板)- —- - ——- X —- - PG(管) X X —X X - - X X - - H-L045 X X X X X X X ——X - J—L045 X X X X X - - X X - X (1)此外还必须参阅1。
摘自DL/T5130-20019.2.4 角焊缝的尺寸应符合下列要求:1、角焊缝的焊脚尺寸hf不得小于1.5t,t为较厚焊件厚度,但对自动焊,最小焊脚尺寸可减小1mm;对T形连接的单面角焊缝,应增加1mm。
当焊件厚度等于或小于4mm时,则最小焊脚尺寸应与焊件厚度相同。
2 、角焊缝的焊脚尺寸不宜大于较薄焊件厚度的1.2倍,但板件(厚度为t)边缘的角焊缝最大焊脚尺寸,尚应符合下列要求:1) 当 t≤6mm时,h f≤t;2) 当 t≥6mm时,h f≤t一(1~2)mm。
3)角焊缝的两焊脚尺寸宜相等。
当焊件的厚度相差较大,且等焊脚尺寸不能符合第1、第2项要求时,可采用不等焊脚尺寸,与较薄焊件接触的焊脚也应符合第2项的要求;与较厚焊件接触的焊脚边应符合第1项的要求。
摘自JGJ81-2002 《建筑钢结构焊接技术规程》h f>8.0的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度的10%。
摘自GB50205-2001 《钢结构工程施工质量验收规范》5.2.5 T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸步应小于t/4,焊脚尺寸允许偏差0~4mm。
【附加总结类文档一篇,不需要的朋友可以下载后编辑删除,谢谢】2015年文化馆个人工作总结在XXXX年X月,本人从XXXX学院毕业,来到了实现我梦想的舞台--XX区文化馆工作。
在这里我用艰辛的努力,勤劳的付出,真诚而认真地工作态度认真的做好自身的每一项文化馆相关工作,取得了较为良好的工作业绩。
随着一场场活动的成功举办、一台台戏剧的成功出演,在这个带有着梦想和希望的舞台上,转眼之间我已在这里渡过了XX年的青春事业,我亦与舞台共同成长,逐步由一名青涩的毕业生,历练成为了今天的XXX。
梦想在于不断坚持,未来的旅途在于不断的前进,在这个承载着梦的舞台上,我持以坚定的信心和丰富的工作能力与工作经验,一步一步超前迈进着。
#2016新编焊接术语摘录及角焊缝尺寸要求集锦##1. 焊接术语摘录1.1 焊接“焊接”是指在受热的条件下,利用熔融金属或熔融的金属与非金属材料的结合,在材料接触面形成连续的物理连接的工艺过程。
1.2 焊缝“焊缝”是指在材料表面上,用金属熔点较低的焊材熔化形成的的连接部分,它是焊接过程中最主要的连续连接。
1.3 焊接工艺“焊接工艺”是指在焊接过程中有效控制焊接条件和操作者技能,选择适当的焊接设备和装置,组合使用相应的焊接技术和焊接材料,以确保焊接质量和焊接效率,形成的综合工艺系统。
1.4 角焊缝“角焊缝”是指在角度连接处形成的焊接缝,它通常是在两块材料的交接处产生的,如L形角铁或角钢之间的交点处。
1.5 插接焊缝“插接焊缝”是指通过将一根管子插入另一根管子中,形成焊接缝。
这种焊接方法通常被用于在管道和管线连接处。
2. 角焊缝尺寸要求集锦2.1 角焊缝尺寸标准角焊缝尺寸标准是一组规定焊接过程中角焊缝尺寸范围的指导标准。
其目的是确保焊接过程中焊缝的尺寸符合设计要求,且一致性良好。
###2.2 角焊缝几何参数角焊缝的几何参数包括开坡、坡口形状、坡口尺寸、坡口倾角和倒角等。
这些参数将在焊接过程中影响焊缝的质量和尺寸。
###2.3 角焊缝尺寸的测量方法测量角焊缝尺寸的方法主要有两种:直接测量和间接测量。
直接测量通常通过用规尺和深度规等工具测量焊缝的宽度和深度来实现。
间接测量通常通过与缺陷检测装备结合使用的方式来测量角焊缝尺寸。
###2.4 角焊缝尺寸控制角焊缝尺寸的控制主要通过控制焊接的工艺参数和选择合适的焊接设备来实现。
此外,确保角焊缝坡口形状和尺寸的正确性也是焊接工艺中非常重要的一环。
结语在此次文档中,我们了解并介绍了焊接术语以及角焊缝尺寸要求的集锦。
对于焊接工作者来说,掌握相关的术语以及尺寸标准和测量方法是非常重要的,此外在焊接过程中也要注意有效的焊缝尺寸控制和良好的坡口形状和尺寸。
这些掌握和实践都将有助于确保焊接过程中实现优质焊接,提高产品的质量和效率。