点焊生产工艺培训图
- 格式:ppt
- 大小:1.51 MB
- 文档页数:16
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
点焊机原理焊件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法称为电阻焊。
电阻焊具有生产效率高、低成本、节省材料、易于自动化等特点,因此广泛应用于航空、航天、能源、电子、汽车、轻工等各工业部门,是重要的焊接工艺之一。
一、焊接热的产出及影响因素点焊时产生的热量由下式决定:Q=IIRt(J)————(1)式中:Q——产生的热量(J)、I——焊接电流(A)、R——电极间电阻(欧姆)、t——焊接时间(s)1.电阻R及影响R的因素电极间电阻包括工件本身电阻Rw,两工件间接触电阻Rc,电极与工件间接触电阻Rew.即R=2Rw+Rc+2Rew——(2)如图.当工件和电极一定时,工件的电阻取决与它的电阻率.因此,电阻率是被焊材料的重要性能.电阻率高的金属其导电性差(如不锈钢)电阻率低的金属其导电性好(如铝合金)。
因此,点焊不锈钢时产热易而散热难,点焊铝合金时产热难而散热易.点焊时,前者可用较小电流(几千安培),而后者就必须用很大电流(几万安培)。
电阻率不仅取决与金属种类,还与金属的热处理状态、加工方式及温度有关。
接触电阻存在的时间是短暂,一般存在于焊接初期,由两方面原因形成:1)工件和电极表面有高电阻系数的氧化物或脏物质层,会使电流遭到较大阻碍。
过厚的氧化物和脏物质层甚至会使电流不能导通。
2)在表面十分洁净的条件下,由于表面的微观不平度,使工件只能在粗糙表面的局部形成接触点。
在接触点处形成电流线的收拢。
由于电流通路的缩小而增加了接触处的电阻。
电极与工件间的电阻Rew与Rc和Rw相比,由于铜合金的电阻率和硬度一般比工件低,因此很小,对熔核形成的影响更小,我们较少考虑它的影响。
2.焊接电流的影响从公式(1)可见,电流对产热的影响比电阻和时间两者都大。
因此,在焊接过程中,它是一个必须严格控制的参数。
引起电流变化的主要原因是电网电压波动和交流焊机次级回路阻抗变化。
阻抗变化是因为回路的几何形状变化或因在次级回路中引入不同量的磁性金属。
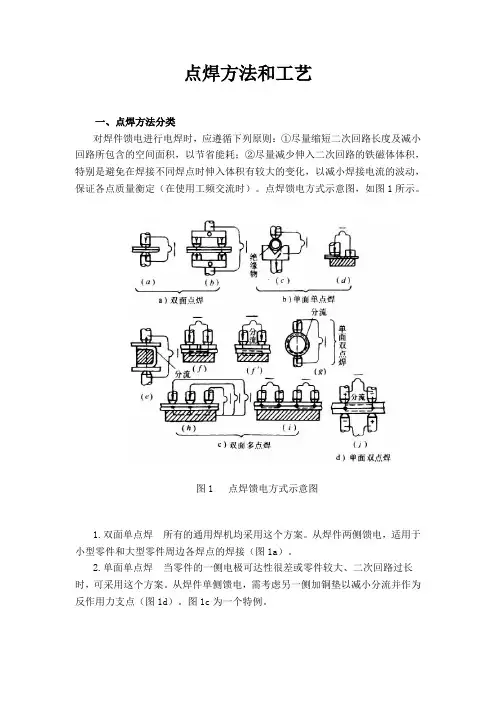
点焊方法和工艺一、点焊方法分类对焊件馈电进行电焊时,应遵循下列原则:①尽量缩短二次回路长度及减小回路所包含的空间面积,以节省能耗;②尽量减少伸入二次回路的铁磁体体积,特别是避免在焊接不同焊点时伸入体积有较大的变化,以减小焊接电流的波动,保证各点质量衡定(在使用工频交流时)。
点焊馈电方式示意图,如图1所示。
图1 点焊馈电方式示意图1.双面单点焊所有的通用焊机均采用这个方案。
从焊件两侧馈电,适用于小型零件和大型零件周边各焊点的焊接(图1a)。
2.单面单点焊当零件的一侧电极可达性很差或零件较大、二次回路过长时,可采用这个方案。
从焊件单侧馈电,需考虑另一侧加铜垫以减小分流并作为反作用力支点(图1d)。
图1c为一个特例。
3.单面双点焊从一侧馈电时尽可能同时焊两点以提高生产率。
单面馈电往往存在无效分流现象(图1f及g),浪费电能,当点距过小时将无法焊接。
在某些场合,如设计允许,在上板二点之间冲一窄长缺口(图1f)可使分流电流大幅下降。
4.双面双点焊图1b及j为双面双点的方案示意。
图2-12b方案虽可在通用焊机上实施,但两点间电流难以均匀分配,较难保证两点质量一致。
而图1j 由于采用推挽式馈电方式,使分流和上下板不均匀加热现象大为改善,而且焊点可布置在任意位置。
其唯一不足之处是须制作二个变压器,分别置于焊件两侧,这种方案亦称推挽式点焊。
两变压器的通电需按极性进行。
5.多点焊当零件上焊点数较多,大规模生产时,常采用多点焊方案以提高生产率。
多点焊机均为专用设备,大部分采用单侧馈电方式见图1h、i,以i方式较灵活,二次回路不受焊件尺寸牵制,在要求较高的情况下,亦可采用推挽式点焊方案。
目前一般采用一组变压器同时焊二或四点(后者有二组二次回路)。
一台多点焊机可由多个变压器组成。
可采用同时加压同时通电、同时加压分组通电和分组加压分组通电三种方案。
可根据生产率、电网容量来选择合适方案。
二、点焊循环点焊过程由预压、焊接、维持和休止四个基本程序组成焊接循环,必要时可增附加程序,其基本参数为电流和电极力随时间变化的规律。

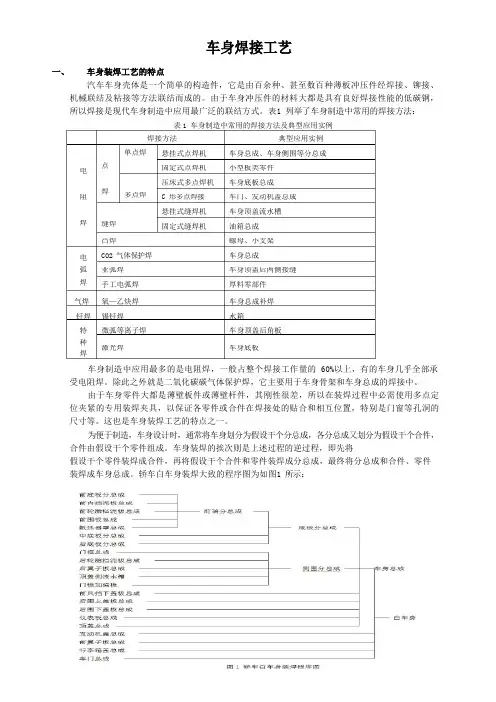
焊接方法典型应用实例单点焊悬挂式点焊机车身总成、车身侧围等分总成电点固定式点焊机小型板类零件压床式多点焊机车身底板总成阻焊多点焊C 形多点焊接车门、发动机盖总成悬挂式缝焊机车身顶盖流水槽焊缝焊固定式缝焊机油箱总成凸焊螺母、小支架电弧焊CO2 气体保护焊车身总成亚弧焊车身顶盖后两侧接缝手工电弧焊厚料零部件焊激光焊车身底板车身焊接工艺一、车身装焊工艺的特点汽车车身壳体是一个简单的构造件,它是由百余种、甚至数百种薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
表1 列举了车身制造中常用的焊接方法:表 1 车身制造中常用的焊接方法及典型应用实例气焊氧—乙炔焊车身总成补焊钎焊锡钎焊水箱特种微弧等离子焊车身顶盖后角板车身制造中应用最多的是电阻焊,一般占整个焊接工作量的 60%以上,有的车身几乎全部承受电阻焊。
除此之外就是二氧化碳碳气体保护焊,它主要用于车身骨架和车身总成的焊接中。
由于车身零件大都是薄壁板件或薄壁杆件,其刚性很差,所以在装焊过程中必需使用多点定位夹紧的专用装焊夹具,以保证各零件或合件在焊接处的贴合和相互位置,特别是门窗等孔洞的尺寸等。
这也是车身装焊工艺的特点之一。
为便于制造,车身设计时,通常将车身划分为假设干个分总成,各分总成又划分为假设干个合件,合件由假设干个零件组成。
车身装焊的挨次则是上述过程的逆过程,即先将假设干个零件装焊成合件,再将假设干个合件和零件装焊成分总成,最终将分总成和合件、零件装焊成车身总成。
轿车白车身装焊大致的程序图为如图1 所示:电阻焊1.电阻焊及其特点将置于两电极之间的工件加压,并在焊接处通以电流,利用电流通过工件本身产的的热量来加热而形成局部熔化,断电冷却时,在压力连续作用下而形成结实接头。
这种工艺过程称为电阻焊。
电阻焊的种类很多,按接头形式可分为搭接电阻焊和对接电阻焊两种。
点焊培训资料1.1点焊利用电流通过圆柱形电极和搭接的两焊件产生电阻热,将焊件加热并局部熔化,形成一个熔核(其周围为塑性状态),然后在压力作用下熔核结晶,形成一个焊点。
1.2气动式交流点焊机电极的运动和对焊件的加压,均由气路系统来实现,采用交流电,实现点焊功能的机械设备。
2设备结构主要由机身、焊接变压器、压力传动装置、气路、水路系统、上下电极以及脚踏开关等部分组成。
2.1机身机身用箱体式结构,全部结构件均由钢板折弯成型后焊接而成。
该结构体积小、重量轻,能承受较大的冲击力,上悬臂安装加压传动装置及上电极部分,下悬臂安装有下电极部分,机身内部装有焊接变压器、进出水管、机身上面装有电磁气阀及气动三大件,机身下部的底脚上设有四个地脚安装孔,正常焊接时,必须装上4只 M10以上的地螺栓紧固后,方可使用。
2.2焊接变压器焊接变压器为单相壳式结构,变压器的次级线圈由单只内置冷却铜水管的铸铜绕组组成,通过软铜带与上电极相联接,紫铜板与下电极相联接,焊接1变压器采用调节可控硅导通角来调节焊接变压器的初级电压,从而达到调节次级电压的目的,同时改变了焊接电流,适应不同的焊接规范,次级电压的调节范围,按焊接规范要求可连续可调。
2.3压力传动装置压力传动装置主要由活塞、气缸、支承座与滑块下端与上电极部分相联,活塞杆与上电极连为一体,当活塞杆上下移动时,使上电极在支承座导轨内上下移动。
气缸供气采用电磁气阀控制,推出或推进气缸右侧的行程插销,可调节二档上电极的工作行程。
而三气室工作头则可在0~100mm行程范围内无级可调。
2.4气路系统点焊机电极的运动和对焊件的加压,均由气路系统来实现,气路系统由带有气压表的减压阀和电磁阀等组成。
从而达到控制上电极上下运动,电极压力的大小根据工件厚度和相应工艺规范确定。
2.5上下电极部分电极部分由电极压块、电极座、端头、电极杆及电极头组成,电极压块内部通有冷却水,它的后端分别由软铜带和导电排与焊接变压器次级线圈相连接。
点焊机原理及自制一、电阻焊1.电阻焊的特点及应用电阻焊是压焊的主要焊接方法。
电阻焊是将焊件组合后,通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行的焊接方法。
电阻焊的主要特点是:焊接电压很低(1~12V)、焊接电流很大(几十~几千安培),完成一个接头的焊接时间极短(0.01~几秒),故生产率高;加热时,对接头施加机械压力,接头在压力的作用下焊合;焊接时不需要填充金属。
电阻焊的应用很广泛,在汽车和飞机制造业中尤为重要,例如新型客机上有多达几百万个焊点。
电阻焊在宇宙飞行器、半导体器件和集成电路元件等都有应用。
因此,电阻焊是焊接的重要方法之一。
电阻焊按工艺方法不同分为点焊、缝焊和对焊(见挂图)。
这里仅介绍点焊。
2.点焊点焊是焊件装配接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
点焊多用于薄板的连接,如飞机蒙皮、航空发动机的火烟筒、汽车驾驶室外壳等。
(1)点焊机点焊机的主要部件包括机架、焊接变压器、电极与电极臂、加压机构及冷却水路等。
焊接变压器是点焊电器,它的次级只有一圈回路。
上、下电极与电极臂既用于传导焊接电流,又用于传递动力。
冷却水路通过变压器、电极等部分,以免发热焊接时,应先通冷却水,然后接通电源开关。
电极的质量直接影响焊接过程,焊接质量和生产率。
电极材料常用紫铜、镉青铜、铬青铜等制成;电极的形状多种多样,主要根据焊件形状确定。
安装电极时,要注意上、下电极表面保持平行;电极平面要保持清洁,常用砂布或锉刀修整。
(2)点焊过程点焊的工艺过程为:开通冷却水;将焊件表面清理干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固形成焊点;去除压力,取出工件。
焊接电流、电极压力、通电时间及电极工作表面尺寸等点焊工艺参数对焊接质量有重大影响。
所需材料:小型220v电源变压器一个,300w以上,越大越好,价格约100元继电器一个微动开关一个铜棒两根制作方法:将220v 变压器原次级线圈不用,另买2m粗0.5平方厘米以上的电线在变压器上饶6T做次级,测量使得输出电压为4v就可,按图接上继电器,与微动开关,做好两电焊电级。