数控机床的驱动与位置控制
- 格式:ppt
- 大小:4.23 MB
- 文档页数:3
数控机床的操作界面和功能概览数控机床是现代制造业中必不可少的工具,它具有高精度、高效率和自动化等优势。
而数控机床的操作界面和功能则起着至关重要的作用,决定着操作者使用和控制机床的便捷程度。
本文将对数控机床的操作界面和功能进行概览,并介绍其主要特点和使用方法。
一、数控机床的操作界面概览数控机床的操作界面通常包括操作面板、显示器、键盘以及相关控制按钮等部分。
以下是数控机床常见的操作界面:1. 操作面板:数控机床的操作面板通常位于机床的正面或侧面,并且具有人体工学设计,以方便操作者进行操作。
操作面板上通常包括转动、加工参数、进给速度和主轴工作模式等各种操作按钮和调节工具。
2. 显示器:数控机床的显示器用于显示加工过程中的各种参数和信息,包括加工速度、进给速度、刀具位置、工件尺寸等等。
显示器一般采用液晶显示屏,可以通过触摸或按键进行信息的输入和操作。
3. 键盘:数控机床的键盘用于输入各种操作指令和参数,包括刀具半径、坐标轴位置、进给速度、加工深度等等。
键盘通常具有机械按键或触摸按键,操作者可以通过键盘输入数字、字母和符号等。
4. 控制按钮:数控机床的控制按钮包括启动按钮、停止按钮、急停按钮等,用于控制机床的开关状态和运行情况。
这些按钮通常设置在操作面板的便捷位置,以方便操作者随时控制机床的运行状态。
二、数控机床的功能概览数控机床拥有丰富的功能,能够实现多种加工操作和加工方式。
以下是数控机床常见的功能:1. 自动化加工:数控机床可以根据预定的加工程序和指令,自动完成工件的加工过程,无需人工干预。
它可以实现高精度和高效率的加工,降低人工操作的错误率。
2. 多轴控制:数控机床可以通过控制多个轴线的运动,实现多轴切削、多面加工等复杂加工方式。
多轴控制可以提高加工工件的精度和质量。
3. 伺服控制:数控机床采用伺服电机作为驱动装置,可以实现精确的位置和速度控制,使机床的运动更加平稳和可靠。
4. 刀具管理:数控机床可以根据加工的要求和工序,自动选择和更换不同的刀具。
7050铝合金等通道多转角挤压过程的三维有限元模拟
吕哲;郑立静;于燕;李焕喜;高文理
【期刊名称】《稀有金属材料与工程》
【年(卷),期】2008(37)12
【摘要】对7050铝合金等通道多次转角挤压(equal-channel angular pressing,简称ECAP)过程中的变形行为进行三维有限元模拟,并研究了挤压过程中等效应变的演化以及载荷-位移曲线变化。
为开发多道次ECAP工艺的模具设计、工艺参数提供理论指导依据。
【总页数】4页(P2125-2128)
【关键词】等通道多次转角挤压;有限元分析;等效应变;7050铝合金
【作者】吕哲;郑立静;于燕;李焕喜;高文理
【作者单位】北京航空航天大学,北京100083;湖南大学,湖南长沙410082
【正文语种】中文
【中图分类】TG371
【相关文献】
1.7050铝合金等通道转角挤压的有限元模拟及力学性能 [J], 徐尊平;程南璞;陈志谦
2.等通道转角挤压过程和参数的有限元模拟概述 [J], 袁玉春;马爱斌;江静华
3.等通道转角挤压过程和参数的有限元模拟概述 [J], 袁玉春;马爱斌;江静华
4.7050铝合金热挤压成形过程的有限元模拟 [J], 许柏华;张翔;王晓溪
5.7050铝合金等通道转角挤压过程中显微结构和力学性能演化的小角x射线散射研究 [J], 郑立静;李树索;李焕喜;陈昌麒;韩雅芳;董宝中
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈数控机床C轴的功能和控制摘要:C轴越来越广泛地被应用到数控机床上,根据不同品牌的机床,它的功能与控制都有所不同,但基本原理没变,还是360度的一个圆作为一个可控制轴。
这里浅显地介绍一下C轴定义和功能,以及它的驱动和检测,结合三菱数控系统M70V A来探讨一下它在DLA20车削中心上的应用与参数的设置。
关键词:数控机床;C轴功能与控制1.C轴的定义和功能对于数控车床来说,所谓C轴就是对应绕Z轴的旋转运动,既可实现主轴周向的任意位置控制,又能实现X-C、Z-C联动。
主轴周向的任意位置控制,就是主轴分度的概念,配合锁紧装置可以将加工件定位到一个你所需要的度数,C80.000或者C161.000等等。
比如数控花键铣床,就是利用C轴分度的功能,根据加工工艺的要求,将360度等分成几份,在加工程序中按照旋转度数来编程。
对于数控丝杆磨床来说,头架的控制就是C轴,在加工过程中是连续低速旋转,带动Z轴作联动,即C轴转一圈Z轴走一个螺距。
车削中心上的C轴,既可实现主轴周向的任意位置控制,又能实现X-C、Z-C轴的联动。
车削中心是在普通数控车床的基础上,增加了C轴和动力头。
由于增加了C轴和铣削动力头,这种数控车床的加工功能大大增强,除可以进行一般车削外还可以进行径向和轴向铣削、曲面铣削、中心线不在零件回转中心的孔和径向孔的钻削等加工。
车削中心上的C轴控制又叫CS轮廓控制。
CS轮廓控制是在伺服主轴(串行主轴)上组合专用的检测器,通过主轴电机进行定位的一种功能,与主轴定位(T系列)相比精度更高,可以在定位以及其它的伺服轴之间进行插补。
对伺服主轴进行速度控制的情形叫主轴旋转控制,对伺服主轴进行位置控制的情形叫主轴轮廓控制。
对主轴进行轮廓控制的功能就是CS轮廓控制功能。
2.C轴的驱动和检测C轴控制就是位置控制。
对于花键铣床来说,C轴是用来分度的;对于丝杆磨床来说,C轴是连续低速旋转,带动Z轴作联动,这两种机床都是将直线轴作为旋转轴用,所以用伺服电机来驱动就可以了,使用上与通常的伺服进给轴一样。
数控机床主轴驱动变频控制一、前言数控机床是传统机床向智能化方向发展的结果,其操作简单、精度高、效率高等特点,使得其在现代制造业中大有用处。
数控机床中的主轴驱动控制是其中的一个重要环节,其精度和可靠性对整个机床的操作效果有着至关重要的作用。
本篇文档将主要介绍数控机床主轴驱动变频控制相关知识。
二、数控机床主轴驱动变频控制的原理数控机床的主轴驱动控制系统主要是由相关电气元件组成的变频器控制系统。
变频器就是将市电通过整流、滤波、逆变后输出一定的频率、电压并控制电机转速的电子装置。
在数控机床的主轴驱动系统中,变频器通过对电机控制进行电压和频率的调整,来实现主轴的旋转,进而控制其转速和输出功率。
变频器输出的频率、电压均可调整,因此可以通过控制变频器的输出,来实现对主轴的速度调节。
电气控制系统通过实时监测机床运行状态、主轴运行状态、机床速度、主轴转速等信息,根据预先设定的运转条件,通过控制变频器输出的电压、频率实现对机床的工作状态并实现对主轴的速度调节。
三、数控机床主轴驱动变频控制的优点与传统机床的主轴驱动方式相比,数控机床主轴驱动变频控制有诸多优点,主要体现在以下几个方面:1.可调性强:通过对变频器的控制,可以实现精确的主轴转速调节,可以满足不同需求的工件加工。
2.精度高:由于采用了电气控制系统,可以实现主轴转速的精确控制,进而实现加工精度的提高。
3.效率高:数控机床主轴驱动变频控制由于能够实现电气控制,减少了机械传动过程中的机械损耗,因此其效率远高于传统机床主轴驱动方式。
4.运转平稳:变频器可以调节输出电压和频率,可以进一步实现对主轴转速的控制,从而实现机床运转的平稳。
四、数控机床主轴驱动变频控制的应用数控机床主轴驱动变频控制技术的应用相当广泛,可以应用于各种数控机床类型,包括数控车床、数控加工中心、数控铣床等。
特别是在高速、高精度、高效率的加工应用中,其优势更加明显。
五、数控机床主轴驱动变频控制的维护和保养为了确保数控机床主轴驱动变频控制系统的长期稳定运行,必须进行日常的维护和保养。
数控车床的基本组成和工作原理数控车床是一种通过计算机程序控制刀具移动和工件旋转等运动的机床,能够精确加工各类轴对称的零部件。
它是现代制造业中重要的加工设备,具有高精度、高效率、灵活性强等优点。
下面将介绍数控车床的基本组成和工作原理。
一、基本组成1.床身:数控车床的床身是整个机床的基础架构,承载整个机床的各个部件和组件。
床身一般由铸铁制成,具有高强度和抗振性能。
2.主轴箱:主轴箱安装在床身上,负责驱动工件的旋转运动。
主轴由电机驱动,在主轴箱内通过轴承支撑和转动。
3.刀架:刀架负责调节和控制刀具的位置和运动。
数控车床一般配备多个刀架,用于安装不同类型和规格的刀具。
刀架配有电动或液压驱动装置,可以实现刀具的快速切换和自动换刀。
4.工作台:工作台是放置和夹持工件的平台。
数控车床的工作台可以实现不同方向的移动和旋转,以便于刀具的切削和工件的加工。
5.伺服系统:伺服系统由数控装置、伺服电机和测量装置等组成,用于控制刀具和工件的运动。
数控装置是数控车床的大脑,根据预先编写的切削程序计算和控制刀具运动轨迹、进给速度和加工参数等。
6.冷却系统:冷却系统用于为数控车床提供冷却液,以冷却工件和刀具,减少摩擦和热量的产生,保护工件和刀具不受损坏。
二、工作原理1.切削程序编写:在进行切削之前,需要先编写切削程序。
切削程序是指通过计算机软件编写的程序,包含了刀具运动轨迹、进给速度、切削深度等加工参数的信息。
2.加工设备准备:在进行数控加工之前,需要进行刀具的安装和工件夹持。
安装刀具时,需要选择合适的刀具规格和类型,并进行刀具刀柄的装夹。
工件夹持时,需要使用合适的夹具将工件固定在工作台上。
3.参数设置:设置数控装置的各项参数,包括切削深度、进给速度、切削速度、加工路径等。
这些参数的设置根据切削程序和工件的要求进行调整。
4.启动加工:当设置完成后,启动数控装置,数控装置根据切削程序的要求,计算刀具的运动轨迹和运动速度,控制伺服系统的动作。
数控机床操作规程一、引言数控机床是一种高精度、高效率的机械加工设备,广泛应用于汽车、航空、船舶、电子等行业。
为确保数控机床的正常操作和安全性,制定了本操作规程。
二、工作环境准备1. 工作场所应保持清洁整齐,无杂物。
2. 确保机床周围无明火和易燃物品。
3. 所有操作人员应佩戴安全帽、防护眼镜和耳塞,确保人身安全。
4. 检查机床的电源线是否接地良好,避免电击风险。
三、操作前准备1. 接通电源,确保电源稳定。
2. 检查润滑装置,添加润滑油。
3. 检查主轴速度和进给速度,调整为所需数值。
4. 加装刀具和工件,注意对中和夹紧。
5. 打开数控机床主电源。
四、操作流程1. 打开机床操作控制面板。
2. 启动数控系统,并进行自检。
3. 选择机床程序模式,可选择手动模式、自动模式或MDI模式。
4. 若选择自动模式,输入机床程序。
5. 若选择手动模式,进行手动操作,可通过方向键控制运动方向和速度。
6. 若选择MDI模式,手动输入机床程序。
7. 根据机床程序,调整刀具和工件的位置。
8. 设置切削速度、进给速度和切削深度等参数。
9. 进行试切,并根据切削情况及时调整参数。
10. 开始正式加工,观察加工过程中的切削情况、加工速度等。
11. 完成加工后,关闭机床主电源。
五、安全注意事项1. 在操作过程中,不得将手或其他物体靠近刀具。
2. 切削加工过程中,应戴好防护眼镜,确保眼部安全。
3. 加工过程中出现异常情况,应立即停机检查。
4. 同一机床不得同时操作多台,以免相互干扰。
5. 不得在机床运行时进行任何调整或检查。
6. 严禁饮酒或服用药物后操作数控机床。
六、故障处理1. 若机床出现故障,立即停机,并通知维修人员进行维修。
2. 在等待维修期间,不得私自修理机床或更换零部件。
3. 维修人员进行维修后,需进行测试和功能检测,确保机床正常运行。
七、结语遵守本操作规程,并严格按照操作流程来操作数控机床,可以确保机床的安全运行,提高生产效率和工作质量。

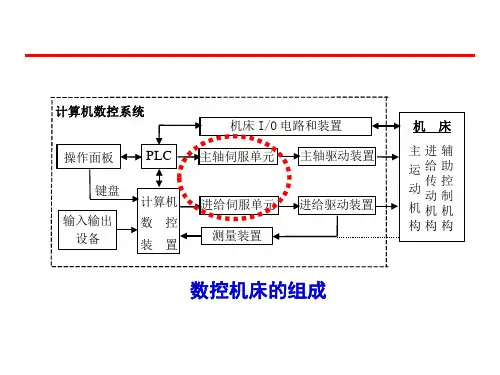
数控机床伺服系统的分类数控机床伺服系统按用途和功能分为进给驱动系统和主轴驱动系统;按控制原理和有无检测反馈环节分为开环伺服系统、闭环伺服系统和半闭环伺服系统;按使用的执行元件分为电液伺服系统和电气伺服系统。
1.按用途和功能分:(1)进给驱动系统:是用于数控机床工作台坐标或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的力矩。
主要关心其力矩大小、调速范围大小、调节精度高低、动态响应的快速性。
进给驱动系统一般包括速度控制环和位置控制环。
(2)主轴驱动系统:用于控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
主要关心其是否有足够的功率、宽的恒功率调节范围及速度调节范围;它只是一个速度控制系统。
2.按使用的执行元件分:(1)电液伺服系统其伺服驱动装置是电液脉冲马达和电液伺服马达。
其优点是在低速下可以得到很高的输出力矩,刚性好,时间常数小、反应快和速度平稳;其缺点是液压系统需要供油系统,体积大、噪声、漏油等。
(2)电气伺服系统其伺服驱动装置伺服电机(如步进电机、直流电机和交流电机等)。
其优点是操作维护方便,可靠性高。
其中,1)直流伺服系统其进给运动系统采用大惯量宽调速永磁直流伺服电机和中小惯量直流伺服电机;主运动系统采用他激直流伺服电机。
其优点是调速性能好;其缺点是有电刷,速度不高。
2)交流伺服系统其进给运动系统采用交流感应异步伺服电机(一般用于主轴伺服系统)和永磁同步伺服电机(一般用于进给伺服系统)。
优点是结构简单、不需维护、适合于在恶劣环境下工作;动态响应好、转速高和容量大。
3.按控制原理分(1)开环伺服系统系统中没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好。
开环伺服系统的特点:1. 一般以功率步进电机作为伺服驱动元件。
2. 无位置反馈,精度相对闭环系统来讲不高,机床运动精度主要取决于伺服驱动电机和机械传动机构的性能和精度。
步进电机步距误差,齿轮副、丝杠螺母副的传动误差都会反映在零件上,影响零件的精度。
1. 开环控制系统开环控制系统是指不带位置反馈装置的控制系统。
由功率步进电动机作为驱动器件,运动系统是典型的开环控制系统。
数控装置根据所要求的的移动速度和移位量,向环形分配器和功率放大电路输出一定的频率和的脉冲,不断改变步进电动机各绕组的供电状态,使相应坐标轴的步进电动机转过相应的角位移,再经过机械传动链,实现运动部件的直线移动或转动,运动部件的速度与位移量是由输入脉冲的频率和脉冲数所决定的。
开环控制系统具有结构简单、工作稳定、价格低廉等优点。
但通常输出扭矩值的大小受到限制,而且当输入较高脉冲频率时,容易产生问题,难以实现运动部件的快速控制,不能进行误差校正,步进电动机的步距角误差、齿轮和丝杠组成的传动链误差都将直接影响零件加工的精度。
目前,开环控制系统已经不能充分满足数控车床日益提高的对控制功率、快速运动速度和加工精度的要求。
2. 半闭环控制系统半闭环控制系统是在开环控制系统的电动机轴上装有角位移检测装置,通过检测伺服电动机的转角,间接的检测运动部件的位移或角位移值,并反馈给数控装置的比较器,与输入指令进行比较,用差值控制运动部件。
随着脉冲编码器的迅速发展和性能的不断完善,作为角位移检测装置可以方便地直接与直流或交流的伺服电动机同轴安装,特别是高分辨率的脉冲编码器的诞生,为半闭环控制提供了一种高性能价格比的配置方案,由于惯性较大的机床运动部件不包括在该环之内,所以控制系统的调试十分方便,并且具有良好的心态稳定性,甚至可以将脉冲编码器与伺服电动机设计成一个整体,使系统变得更加紧凑。
但由于半闭环控制将运动部件的机械传动链不包含在闭环之内,所以机械传动链的误差无法得到校正或消除。
但目前广泛采用的滚珠丝杠螺母结构具有很高的精度和精度保持性,而采用可靠的消除反向运动间隙,完全可以满足大多数数控车床用户的需要,并且该控制系统具有调试方便、稳定性良好、成本低,并兼顾开环控制系统与闭环控制系统两者的特点。
所以,在一般情况下,半闭环控制系统正在成为首选的控制方式被广泛地使用。
项目二数控机床的维护保养任务4 主轴定向调整☎任务描述通过学习主轴定向调整的内容,了解主轴定向的应用场合,熟悉主轴定向的相关参数,掌握主轴定向调整的方法,在生产现场能够根据需要正确调整主轴定向控制位置。
☎学习目标1. 了解主轴定向的概念、作用及相关参数;2. 掌握主轴定向调整的方法;3. 能在生产现场根据需要正确调整主轴定向控制位置。
☎知识链接一、主轴定向控制的概念主轴准确的轴向定位功能称为主轴准停功能,又称主轴定向功能。
当数控系统接收到准停指令M19或机床面板主轴准停信号(点动主轴准停开关)时,驱动主轴按规定的速度(定向速度)旋转,当检测到主轴一转信号后,主轴旋转一个固定的角度(可以通过参数修改)后停止。
二、主轴定向控制应用●在自动换刀的数控镗铣类加工中心中,为保证正确自动换刀,主轴必须停止在某一固定的位置(如图2-4-1a所示),即实现主轴准停,从而保证刀柄上的键槽与主轴的凸键对准,防止换刀时出现撞刀现象。
●在精镗孔循环加工时,为不使刀尖划伤已加工的表面,切削完毕后主轴定向停止(如图2-4-1b所示),并在定向的反方向偏移一个微小量(一般取0.5~1mm)后返回。
●多功能数控车床在圆柱面或端面进行铣槽及螺旋槽等特殊功能加工时,要求主轴先准停控制,然后实现主轴旋转与进给轴的插补控制,即C轴控制。
(a)自动换刀(b)镗孔图2-4-1 主轴定向应用场合三、主轴定向控制的类型1. 带一转信号的主轴电动机内置传感器实现主轴定向控制,主轴和电动机之间传动比为1:1。
图2-4-2 主轴电动机内置传感器实现主轴定向控制2. 主轴外接独立编码器实现主轴定向控制(编码器和主轴1:1连接)(a)主轴编码器(b)外接独立编码器实现主轴定向控制图2-4-3 外接独立编码器实现主轴定向控制3.主轴电动机内装传感器和外接一转检测元件(接近开关)实现主轴定向控制(a)外接一转检测元件实现主轴定向控制(b)接近开关图2-4-4 外接一转检测元件(接近开关)实现定向控制三、主轴定向位置调整当定向角度丢失或需要重新调整角度时,可根据主轴定向调整的方法来调整。