浅谈MasterCAM9.0后置处理在立卧转换加工中心中的的应用
- 格式:doc
- 大小:34.00 KB
- 文档页数:5
Master CAM软件在加工中心的应用[收稿日期] 2009-10-120 前言Master CAM软件因其强大的CAD/CAM功能而享誉全球,包括美国在内的各工业大国,均一致采用本系统为设计、加工制造的标准。
因此,无论在制造业,还是在学校的教学科研中,Master CAM软件都拥有广泛的用户群,成为最流行的CAD/CAM软件之一。
运用Master CAM软件可轻松绘制工件的二维图形,进行三维曲面设计以及实体造型,创建精确的刀具路径,通过后处理生成数控加工程序,并能够进行仿真模拟加工。
运用CAD/CAM技术进行数控加工,是先进制造技术的重要组成部分,它可以使企业提高设计质量,缩短生产周期,降低产品成本,提高经济效益。
因此,Master CAM软件在国内的数控加工领域有着广阔的前景[1]。
1Master CAM软件简介Master CAM是美国专业从事计算机数控程序设计专业化的公司CNC Software INC研制出来的一套计算机辅助制造系统软件。
它将CAD和CAM这两大功能综合在一起,是我国目前十分流行的CAD/CAM系统软件。
它有以下特点:(1)Master CAM除了可产生NC程序外,本身也具有CAD 功能(2D、3D、图形设计、尺寸标注、动态旋转、图形阴影处理等功能)可直接在系统上制图并转换成NC加工程序,也可将用其他绘图软件绘好的图形,经由一些标准的或特定的转换文件如DXF文件(Drawing Exchange File)、CADL文件(CADkey Advanced Design Language)及IGES文件(Initial Graphic Exchange Specification)等转换到Master CAM中,再生成数控加工程序。
(2)Master CAM是一套以图形驱动的软件,应用广泛,操作方便,而且它能同时提供适合目前国际上通用的各种数控系统的后置处理程序文件。
以便将刀具路径文件(NCI)转换成相应的CNC控制器上所使用数控加工程序(NC代码)。

MasterCAM X版本后置处理及其修改方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统默认发那科后置处理文件的扩展名为pst,称为pst文件。
(一般该文件在共享文档\shared mcamx5\MILL\Posts\MPFAN.pst)根据本人多年使用经验,初次安装后后处理有以下几点要修改。
(1)默认后处理去掉第四轴A0的输出用记事本或任意文本编辑器打开MPFAN.pst,然后搜索Rotary Axis Settings,找到rot_on_x:1#SET_BY_MD Default Rotary Axis Orientation#0=Off,1=About X,2=About Y,3=About Z改成rot_on_x:0#SET_BY_MD Default Rotary Axis Orientation#0=Off,1=About X,2=About Y,3=About Z就可以关闭四轴,没有A0输出。
(2)去掉程序开头的注释输出用记事本或任意文本编辑器打开MPFAN.pst,然后搜索"%",找到"%",e$sav_spc=spaces$spaces$=0中间略掉spaces$=sav_spc改成"%",e$sav_spc=spaces$spaces$=0*progno$,sopen_prn,sprogname$,sclose_prn,e$#sopen_prn,"PROGRAM NAME-",sprogname$,sclose_prn,e$#sopen_prn,"DATE=DD-MM-YY-",date$,"TIME=HH:MM-",time$, sclose_prn,e$#Date and time output Ex.12-02-0515:52#sopen_prn,"DATE-",month$,"-",day$,"-",year$,sclose_prn,e$#Date output as month,day,year-Ex.02-12-05#sopen_prn,"DATE-",*smonth,"",day$,"",*year2,sclose_prn, e$#Date output as month,day,year-Ex.Feb.122005#sopen_prn,"TIME-",time$,sclose_prn,e$#24hour time output-Ex.15:52#sopen_prn,"TIME-",ptime sclose_prn,e$#12hour time output 3:52PMspathnc$=ucase(spathnc$)smcname$=ucase(smcname$)stck_matl$=ucase(stck_matl$)snamenc$=ucase(snamenc$)#sopen_prn,"MCX FILE-",*smcpath$,*smcname$,*smcext$, sclose_prn,e$#sopen_prn,"NC FILE-",*spathnc$,*snamenc$,*sextnc$, sclose_prn,e$#sopen_prn,"MATERIAL-",*stck_matl$,sclose_prn,e$spaces$=sav_spc在不需要的前面加#,就可以去掉注释的输出。

Mastercam后置处理文件及其设定方法详细说明Mastercam后置处理文件及其设定方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,该后置处理提供了一种功能数据库模型,用户根据数控机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数控机床的专用后置处理程序。
mastercam系统后置处理文件的扩展名为pst,称为pst文件,它定义了切削加工参数、nc程序格式、辅助工艺指令,设置了接口功能参数等,其结构由八个部分组成:1.注解程序每一列前有“#”符号表示该列为不影响程序执行的文字注解。
如:# mi2-absolute, or incremental positioning0=absolute1=incremental表示mi2定义编程时数值给定方式,若mi=0为绝对值编程,mi=1为增量值编程。
在这一部分里,定义了数控系统编程的所有准备功能g代码格式和辅助功能m代码格式。
2.程序纠错程序中可以插入文字提示来帮助纠错,并显示在屏幕上。
如:# error messages (错误信息)psuberror # arc output not allowed"error-wrong axis used in axis substitution", e如果展开图形卷成旋转轴时,轴替换出错,则在程序中会出现上面引号中的错误提示。
3.定义变量的数据类型、使用格式和常量赋值如规定g代码和m代码是不带小数点的两位整数,多轴加工中心的旋转轴的地址代码是a、b和c,圆弧长度允许误差为0.002,系统允许误差为0.00005,进给速度最大值为10m/min等。
4.定义问题可以根据机床加工需要,插入一个问题给后置处理程序执行。
如定义nc程序的目录,定义启动和退出后置处理程序时的c-hook程序名。
5.字符串列表字符串起始字母为s,可以依照数值选取字符串,字符串可以由两个或更多的字符来组成。

-10-1概述MasterCAM 是一套广泛应用于模具制造和数控行业的CAD/CAM 软件,针对不同的数控系统和机床类型,MasterCAM 9后处理生成的NC 代码不能直接使用,还要针对机床说明书的具体规定进行少量的修改和编辑,才能供机床安全使用。
或者我们手工编辑程序头和尾,再把自动生成的程序的中间部分拷过来。
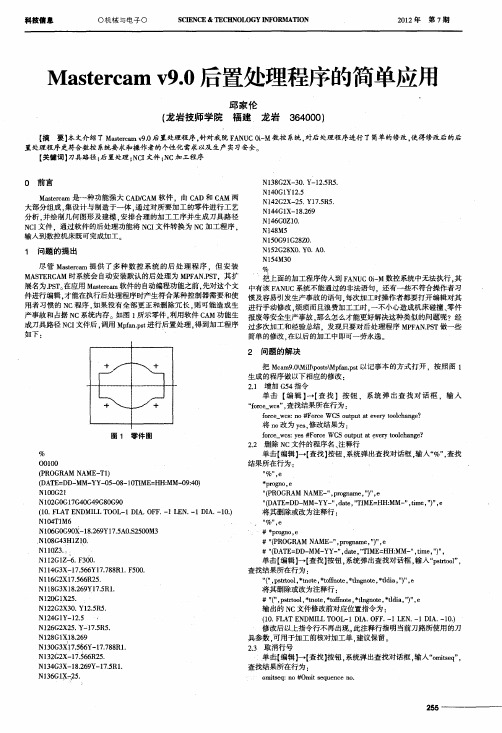
2问题的提出在FANUC Series Oi Mate_Mc (简称FANUC Oi _Mc 系统立式加工中心上加工下图所示零件,利用MasterCAM 9强大的CAM 功能生成刀具路径NCI 文件,调用“MPFAN.PST ”进行后处理,得到加工程序如下:%O0000(PROGRAM NAME -2D-DJ1(DATE=DD-MM-YY-16-08-6TIME=HH:MM-23:30N100G21N102G0G17G40G49G80G90(16.FLAT END MILL TOOL-1DIA.OFF.-1LEN.-1DIA.-16.N104T1M6N106G0G90G54X-69.5Y-36.A0.S1000M3N108G43H1Z20.M8N110Z5.N112G1Z-7.F50.N114X-64.5N116G3X-48.5Y-20.R16.N118G1Y-7.5……N506G1X-40.N508G2X-44.Y7.5R4.N510G1Y13.77N512G3X-52.Y21.77R8.N514G1X-54.5N516G0Z20.N518M5N520G91G28Z0.M9N522G28X0.Y0.A0.N524M30%NC 代码存在的问题有:2.1带括号部分的程序名、日期时间、刀具说明,对有的数控系统不能承认,如:华中数控、广州数控。
2.2G21、G17为缺省值,无需写出。
2.3存在换刀指令T1M6及刀具长度正补偿指令G43H1,容易造成撞刀事故。
2.4立式加工中心因没有安装第4轴,存在工作台绕X 轴旋转的指令A0,所有数控系统的三轴加工中心或数控铣床都不能承认,否则系统报警。

Mastercam在加工中心的应用及实例分析Mastercam是美国CNC Software公司推出的基于PC机平台的CAD/CAM 一体化软件系统,由于其卓越的设计及加工功能,被广泛应用于机械、家电、汽车、航空和造船等领域。
它能完成零件的几何造型,刀具路径生成、加工模拟仿真、数控加工程序生成和数据传输,最终完成零件的数控机床加工。
实现了产品的几何设计到加工制造的CAD/CAM 一体化,使企业通过提高产品的设计质量、缩短生产周期而取得明显的经济及社会效益。
一、Mastercam数控加工基本步骤用Mastercam实现数控加工的过程如图1所示。
由图1可知,基与Mastercam 的技术支持,在数控机床上进行零件的过程,主要分为几个阶段:1.零件的造型Mastercam可以通过三种途径来完成零件的造型。
在实际生产中可根据具体实际情况选择零件的造型:(1)由系统本身的CAD功能来造型。
(2)通过系统提供的DXF、PARASLD、VDA、CADL、STL、DWG等标准图形接口,把其他的CAD软件建立的模型转换成本系统的图形文件,实现图形文件共享。
(3)通过系统提供的ASCⅡ图形转换接口,把经过三坐标测量仪或扫描得到的实物数据转变成本系统的图形文件。
图2中的曲面造型综合实例图是通过Mastercam自身的CAD功能建立的。
2.分析并确定加工工艺合理确定加工工艺对实现优质、高效和经济的数控加工具有极为重要的意义。
其内容包括以下几方面:(1)分析零件的几何形状特点并选择合适的加工方法。
Mastercam系统提供了很多粗、精加工的方法,诸如挖槽、残料粗加工,等高外形、环绕等距精加工等。
(2)根据零件的技术要求如表面粗糙度要求,以及加工方法选择合适的刀具、夹具以及切削参数,分析并确定加工工序,编写加工工序表。
3.CAM模块数控编程系统提供了八种曲面粗加工和十种曲面精加工方式。
实际生产中要根据具体情况和加工经验,合理选择加工方式,然后确定刀具和切削用量。
本文在Master CAM 9.0默认的后置处理程序的基础上,开发了SINUMERIK802D 数控系统专用的后置处理程序。
文中的实例比较简单,但改制的思路和方法还是很有实用价值的。
Master CAM 是美国CNC Software 公司开发的一套CAD /CAM 数控系统,侧重于数控加工。
采用Master CAM 进行数控加工时,首先根据图形信息和加工信息生成NCI 文件,但NCI 文件不能直接传送给数控机床,还必须通过各数控系统专用的后置处理程序,将NCI 文件转换成数控系统可以接受和识别的NC 文件,才能控制数控机床正常工作。
Master CAM 内部自带有许多的后置处理程序,但主要是根据日本FANUC 控制器开发的。
我校的XH716A 立式加工中心采用的是SINUMERIK802D 数控系统,在Master CAM 内部找不到相应的后置处理程序,必须根据数控机床的结构、控制系统的编程原理和通信接口的要求,对Master CAM 默认的后置处理程序,MPFAN 进行必要的修改和重新设置,以满足数控加工的需要。
一、需要修改的部分1. 对功能相同,符号不一致的代码进行修改将“#Address string definitions”中的“Srad"R"”修改为“Srad"CR"”,将“Srminus"R -"”修改为“Srminus"CR=-"”;将“#Select English/Metric Code”中的“Sg20 G20”修改为“Sg20 G70”、将“Sg21 G21”修改为“Sg21 G71”;将“#Select reference return code”中的“Sg28 G28”修改为“Sg28 G74”;将“#Toolchange/NC Output Variable Formats”中的“Fmt P11 Dwell 修改为“Fmt F 11 Dwell”;将“#Start of File and Toolchange Setup”中的“"M01"”修改为“"M0"”,将“"M30"”改为“"M2"”。
MasterCAM软件在数控加工中的应用0 引言数控加工技术的广泛应用使现代化的生产制造技术有了质的飞跃,同时众多软件的加盟又使生产加工变得更加高效、质量更好、精度更高,MasterCAM 软件的应用就是最好的说明之一。
该软件是美国CNCSoftware 公司基于PC 平台研发的CAD/CAM 一体化的工具软件,具有二维制图、三维实体建模、数控加工编程、刀具路径模拟和复杂曲面设计加工等功能,同时,该软件能够在普通的系统中运行,使用户在数控车床、加工中心、线切割等加工中都能取得很好的应用效果。
MasterCAM 软件把零件的设计和加工模块有机地结合起来,形成了一种新的加工方式,从零件的图样分析到建模,进一步建立相关的加工模式,并自动生成相关的刀具加工轨迹,再经过后置处理,传送给数控机床进行加工。
MasterCAM 软件的实际应用在很大程度上提高了生产加工的质量和效率。
1 MasterCAM 软件1.1 MasterCAM 软件的相关功能MasterCAM 软件是一款经济且有效的软件系统。
它具有强大的二维、三维图形绘制及实体建模等功能,利用CAD 技术生成的三维造型产品,包含了数控编程所需要的产品表面的完整信息,并可以对这些几何信息进行数控加工刀位的自动计算,从而实现从产品的几何模型设计到加工制造的CAD/CAM 一体化。
同时,它还具有更加方便实用的计算机辅助制造功能。
目前,该软件广泛应用于机械、电子、模具、汽车、航空航天等领域。
1.2 MasterCAM 软件的特点在MasterCAM 软件的CAD部分,二维制图和三维实体造型都可以轻松完成,可以将图形转换到AutoCAD或其他相关的软件,也可以把其他相关的软件转换到MasterCAM 系统中运行。
在CAM部分,既可以提供精确刀具轨迹,又可以很方便地设计出实用的数控加工指令或者代码,缩短加工时间,提高该环节的效率。
在实际数控加工环节中,该软件具有诸多特点:①能够提供比较精确的刀具加工轨迹;② 能够加工较为复杂的型腔及曲面;③ 具有外形铣削、钻孔、多轴加工等多种加工方式;④ 刀具库和加工参数相关数据库比较完善;⑤ 提供了一些辅助功能,如工作报表和零件的管理;⑥ 其后置处理功能强大,能够生成有效实用的数控加工代码或者指令文件。
浅谈Mastercam9.0后处理的优化设计作者:李凯来源:《科学与财富》2017年第20期(南昌理工学院)摘要:后置处理简称后处理,是CAM软件首先读入刀位文件和机床数据文件,然后根据机床数据所描述的格式形式,对刀位文件进行编译转换,生成NC数控代码的过程。
本文就典型CAM软件Mastercam 9.0后处理文件及如何进行优化设计进行了简要介绍及探讨,以方便执行后处理程序时产生符合某种数控系统需要和使用者习惯的NC程序。
关键词:Mastercam;后处理;优化设计一、后处理的目的数控机床是根据数控程序来动作的,而数控程序是由一系列特定数控指令代码组成,编程人员使用CAM软件对加工零件进行编程,所有加工工艺信息在编程中已设置好,最后由软件生成刀具轨迹信息,这些刀具轨迹信息即是数控程序,而由软件设置的加工工艺信息转换为刀具轨迹文件的过程我们把它称做后置处理。
后处理是处理机床和数控系统直接相关的信息,是计算机辅助制造基本实现过程的最后一个关键环节,所以它的最终目的就是生成一个实际数控系统的代码程序。
二、后处理文件介绍后置处理文件简称后处理文件,MASTERCAM后置处理文件是一种可以由用户以回答问题的形式自行修改的文件,其文件名为MPFAN.PST。
在应用Mastercam软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序, MASTERCAM的后处理文件,一般包括以下部分:1、注释部分。
此部分是对后处理文件及其设定方法作一般性介绍,内容一般都不做更改,如:# Description:GENERIC FANUC MILL POST,注释前都带#号,系统在执行代码处理时不会读取前面带#号的语句。
2、系统程序规划部分。
此部分是MASTERCAM版本的后处理系统规划,一般不需更改,如:m_one:-1 #Define constant3、常规后处理设定部分。
浅谈MasterCAM9.0后置处理在立卧转换加工中心中的的应用本文通过对Mastercam软件后处理文件的修改解决了立、卧式加工后处理的修改并对后处理文件进行了分析和讨论,介绍了其编辑和设定的方法。
一、前言随着计算机技术、CAD技术的发展,数控编程开始向交互式图形编程过渡。
借助CAD图形,以人-机交互的方式将有关工艺路线及参数输入编程系统,再由系统生成数控加工信息。
运用CAD/CAM进行零件的设计和加工制造,可使企业提高设计质量,缩短生产周期,降低产品成本,从而取得良好的经济效益。
MasterCAM就是这样的一款CAD/CAM软件,广泛应用于机械加工、模具制造、汽车工业和航天工业等领域,它具有二维几何图形设计、三维曲面设计、刀具路径模拟、加工实体模拟等功能,并提供友好的人机交互,从而实现了从产品的几何设计到加工制造的CAD/CAM一体化。
是目前世界上应用最广泛的CAD/CAM软件之一。
由CAD和CAM两大部分组成,并分成Design(造型),Mill(铣削加工)、Lathe(车削加工)和Wire(线切割)4个功能模块。
集设计与制造于一体,通过对所设计的零件进行加工工艺分析,并绘制几何图形及建模,以合理的加工步骤得到刀具路径,通过程序的后处理生成数控加工指令代码,输人到数控机床既可完成加工。
二、后处理的目的后处理是处理机床及数控系统直接相关的信息,是计算机辅助制造基本实现过程的最后一个关键环节,数控机床是根据数控程序来动作的,而数控程序是由一系列的特定数控指令构成。
编程人员使用CAM软件对加工零件进行交互式编程,所有工艺信息在编程过程中已设置好,由此生成刀具轨迹文件。
后处理则根据刀具轨迹文件以规定的标准格式转化为数控系统能够识别和执行的数控指令,实质上是一个文本编辑处理的过程。
后处理的最终目的就是要生成一个适合于实际数控系统的代码程序。
众所周知目前数控机床所采用的控制系统各不相同,它们能识别的数控指令也不尽相同,如在我国应用十分广泛的日本FANUC系列数控系统、德国西门子公司的SINUMERIK系列数控系统。
该软件配置的是适应单一类型数控系统的通用后处理,每个后处理文件对应一种数控系统模型。
在MasterCAM软件的Post文件夹下,有多种后处理文件。
三、后处理卧式加工程序时的问题本人在利用MasterCAM为台湾永进立卧转换加工中心(FANUC系统)做计算机编程的过程中发现,应用软件默认的FANUC后处理程序(Mpfan.pst)输出的刀路文件,需要大量的手工修改才能满足实际加工的需要。
并且该文件无法实现卧式加工所需的程序,生成的程序代码只能满足立式加工即只能加工XY平面也就是G17平面内的零件加工。
最初想用手工方法解决卧式加工的问题,但简单的程序可以用这种方法解决,如果零件复杂工作量就很大效率就很低,因此此方法不能很好的解决卧式加工的程序编制。
通过多次的实验也曾经利用MasterCAM默认的FANUC后处理程序(Mpfan.pst)生成程序后修改程序中的坐标,把XY平面内的坐标改为XZ平面内的坐标,此方法虽然能解决复杂零件的程序编制但在修改时工作量也比较大,而且在修改过程中要求准确性要高,不能有一点失误,否则将会加工出超差、甚至报废的零件,严重的可能会撞机床以及伤害到操作者。
为了满足编程的高效率、准确性、唯一性使编出的程序在生产中充分发挥数控的优势,这时后处理文件的编程就至关重要了。
那么在做后处理时首先要清楚要编制什么样的数控程序呢?就本文提出的问题如何编制一个能满足卧式加工的程序呢?那么平面的转换成,圆弧的方向,坐标的正负号都是必须要考虑的问题。
四、后处理文件的设定方法后置处理文件简称后处理文件,是一种可以由用户以回答问题的形式自行修改的文件。
不同系列的后处理文件在内容上略有不同,但其格式及主体部分是相似的,一般都包括以下几个部分。
1.Annotation(注释)对后处理文件及其设定方法作一般性介绍。
2.问题:该部分为后处理文件的主要部分,FANUC系列的后处理文件中共包括200个问题,对这些问题的回答将决定将来输出的NC程序的格式。
3.Commands(指令)指令的作用是对它后面的变量施加影响。
如oldvars和newvars 指令,在回答问题3时若写于刀具号码变量t之前,则使用oldvars时将呼叫前一把刀具的号码,使用newvars时将呼叫现在所使用的刀具号码。
4.Variables(变量)给出了"问题"中所使用的各种变量的定义.FANUC系列的后处理文件中共定义了26个变量,如prog-n=程序号码,f=进给率,s=主轴转速,t=刀具号码等。
一)、后处理文件编辑的一般规则对后处理文件的编辑和设定只需要对第(4)部分的"问题"进行回答。
PST文件的每个问题前都有一个号码并在号码后加一个小数点。
若问题前没有号码,那么这个问题在执行后处理时是被忽略不用的。
回答号码20以前的问题时,需要在问题的下一行键入所回答的文字,而且回答的内容可以包括多行,20号以后问题均带有问号且回答时直接写在问号的后面,不得换行,这一类的问题常常是以"y""n"来回答。
回答问题时用到变量,不能用引号,而字符串则必须包围在引号之中(如"G91G28GZ0M05"),引号中的文字将按字符串的原样写入程序中。
变量和字符之间要用逗号隔开。
(二)、变量的使用变量的定义在后处理文件的开头部分已经作了说明,使用时可通过查阅来了解变量的意义。
变量在回答问题时一经使用,就会在生产的NC程序中表达确定的意义。
如变量spindle-on,转速为正或0时定义为M03,为负时定义为M04,如果回答问题时使用了该变量,则会在NC程序的相应部分写出M03或M04。
变量prog-n若写到问题1或2中,将对在NC程序规划时给定的程序中起作用。
变量First-tool用来呼叫程序中所使用中的第一把刀的号码,此变量通常用于程序结束时将使用中的刀具改变为第一把刀的号码,以便在下一次执行程序时使用。
next-tool用于无T字首的刀具号码,使用这个变量可在刀具被呼叫前,选择另一把刀来进行换刀。
变量xr、 yr、zr是用来定义程序中快速定位的X、Y、Z坐标位置,通常用于换刀和程序结束时使刀具返回机械原点。
prev-x、prev-y、prev-z 则是用来定义刀具所在的前一个X、Y、Z坐标的位置。
其它变量的定义可参看文件开头的说明。
(三)、后处理文件的设置方法后处理文件中的大部分问题一般不需要作修改,使用时,通常办需对其中固定的某几个问题进行编辑。
下面以FANUC系列的.PST文件为例,来说明设定的方法。
(1)问题0的回答要用字符串,对于FANUC控制系统设置为"%"。
(2)以问题2的回答以例说明2、4、5问题的回答方法。
假设在设定NC参数时所给的程序名为test1,程序号为1234,顺序号开始号码为100且增量值为2,刀具号为01,主轴转速为1500/mim,则.PST文件格式及产生的NC程序对照台下。
.PST文件格式 NC程序prog_mane test1prog_n 1234N,"G90 G54 G49 G40" N100 G90 G54 G49 G40N,"G00 X0 Y0" N102 G00 X0Y0N,"M06" M104 M06 T01N,S,spindle_on N106 s1500 M03(3)问题6是用来设定当铣削状态改变面刀具号码并不改变时,其使用的变量与问题2、4、5中所使用的变量相同。
(4)问题7、8、9控制NC参数屏幕中Text1、2、3所设定的文字。
(5)问题36要求规定进给速度值小数点后允许的位数,若写-1时则为整数。
(6)问题37高定的比例因数可使写到NC程序中的进给速度按此因数变化。
(7)问题38中要求设置快速进给速率的大小。
(8)问题42是若设定为e(表示圆弧插补指令中用R程序)时,问题53必须回答"Y",则系统在后处理时将自动大于180?圆弧打断为两段。
(9)问题50~55是使用权控制器中的cannedcycles指令(G81~G89)被使用于NC程序中。
(10)问题70是用来设定几何图形中线与线或线与圆弧之间的精确度,使其值保证连接外形时能自动连接。
(11)问题81~89是用于NC程序与数控机床传输与接受时的对数设定。
(12)当使用者在换马中使用权用next_tool变量时,问题120应回答为"Y"。
当后处理系统执行时,电脑首先必须做一个刀具表,否则电脑无法了解在换刀要用到次一把刀时,什么刀具要来到一把刀的位置。
(13)问题190~196是用于设定刀具路径显示时的内定值。
(14)问题201~510中的杂项变量是在线切割后处理系统中使用的。
五、卧式加工后处理的修改MasterCAM的后处理可以根据用户需要进行编制,本人是通过修改MasterCAM软件自带的后处理文件后编制出满足卧式加工的程序,这样就不用对所有后处理的设置都熟悉,只要修改需要的部分就可以修改出用户需要的后处理。
下面是修改部分的文件。
# --------------------------------------------------------------------------# Position calculations, generally these do not need to be modified# -------------------------------------------------------------------------- pmiscint #Capture the top level absinc for subprogramsabsinc = mi2pxyzcout #Map coordinatesxabs = vequ (-x)yabs = vequ (y)zabs = vequ (z)feed = fr_posif feed > maxfeedpm, feed = maxfeedpm # Check for over feed这是修改X坐标正负号的方法。
# -------------------------------------------------------------------------- # Toolchange / NC output Variable Formats# -------------------------------------------------------------------------- fmt T 4 t #Tool numberfmt T 4 first_tool #First Tool usedfmt T 4 next_tool #Next Tool usedfmt D 4 tloffno #Diameter Offset numberfmt H 4 tlngno #Length Offset numberfmt G 4 g_wcs #WCS G addressfmt P 4 p_wcs #WCS P addressfmt S 4 speed #Spindle Speedfmt M 4 gear #Gear range# -------------------------------------------------------------------------- fmt N 4 n #Sequence numberfmt X 2 xabs #X position output (absolute)fmt Y 2 yabs #Y position output (absolute)fmt Z 2 zabs #Z position output (absolute)# -------------------------------------------------------------------------- # Toolchange / NC output Variable Formats# -------------------------------------------------------------------------- fmt T 4 t #Tool numberfmt T 4 first_tool #First Tool usedfmt T 4 next_tool #Next Tool usedfmt D 4 tloffno #Diameter Offset numberfmt H 4 tlngno #Length Offset numberfmt G 4 g_wcs #WCS G addressfmt P 4 p_wcs #WCS P addressfmt S 4 speed #Spindle Speedfmt M 4 gear #Gear range# -------------------------------------------------------------------------- fmt N 4 n #Sequence numberfmt X 2 xabs #X position output (absolute)fmt Z 2 yabs #Y position output (absolute)fmt Y 2 zabs #Z position output (absolute)这是转换平面的方法即把XY平面转换成XZ平面。