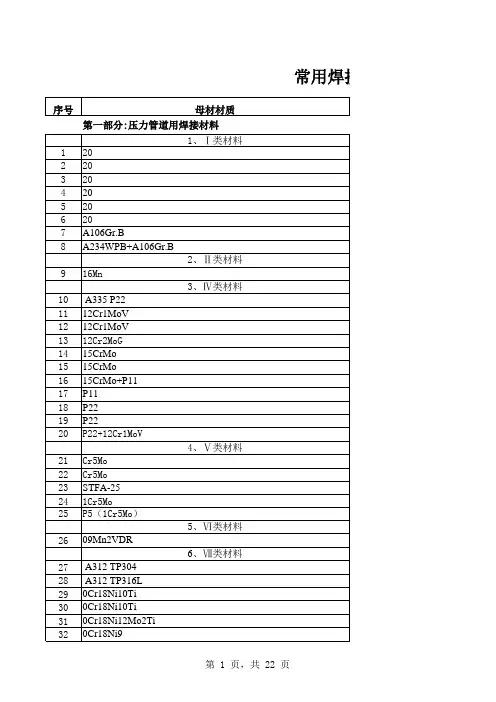
常用母材与焊材选用表 焊条型号牌号对照表
- 格式:doc
- 大小:48.00 KB
- 文档页数:2
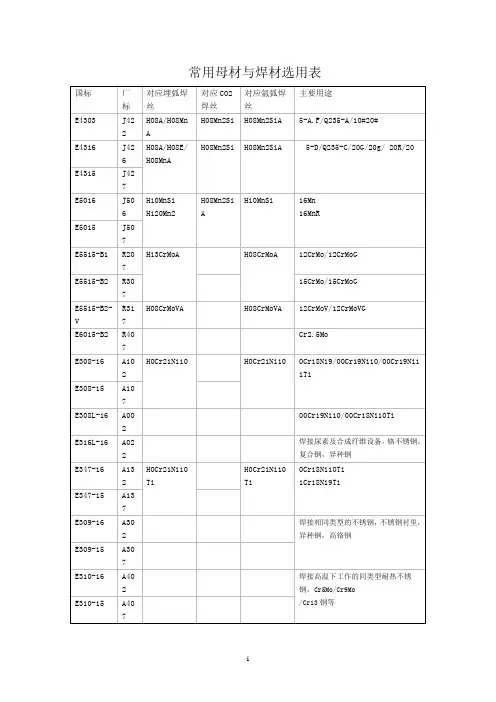
常用母材与焊材选用参考表/ 焊材型号牌号对照表
母材钢号 焊条 氩弧焊焊丝 备注 焊条型号 焊条牌号 焊丝型号 焊丝牌号
Q235-A(B)/10# /20# E4303 J422 ER50—6 TIG-50 重要结构用J427
Q235—B(C)/20#/20G/20g/Q245R E4315 J427 ER50-6 TIG—50 非重要结构也可用J422
16Mn、16MnR、Q345R E5015 J507 ER50-6 TIG-50
12CrMo/12CrMoG E5515—B1 R207 ER55—B2 H08CrMoA/TIG—R30
15CrMo/15CrMoG/P12 E5515—B2 R307 ER55-B2 H08CrMoA/TIG—R30
12CrMoV/12CrMoVG E5515-1CMV R317 ER55—B2—MnV H08CrMoVA/TIG—R31
1Cr5Mo/12Cr5Mo/
P5/T5 E5515—5CM R507 ER55-B6 H1Cr5Mo 日本焊材:焊条CM-5,TIG焊丝:TG—S5CM
1Cr9Mo/12Cr9Mo/
P9/T9 E6215—9C1M R707 ER55—B8 - 日本焊材:焊条CM—9,TIG焊丝:TG-S9CM
06Cr19Ni10/304 E308—16 A102 ER308 H08Cr21Ni10 重要部位用碱性焊条
022Cr19Ni10/304L E308L-16 A002 ER308L H03Cr21Ni10
06Cr17Ni12Mo2/316 E316—16 A202 ER316 H08C19Ni12Mo2Si 重要部位用碱性焊条
022Cr17Ni12Mo2/316L E316L—16 A022 ER316L H03Cr19Ni12Mo2Si
06Cr18Ni11Ti/321 E347—16 A132 ER321 H08Cr19Ni10Ti 重要部位用碱性焊条
20、Q235—B、Q245R/16Mn、Q345R E4315 J427 ER50—6 TIG—50 异种钢焊接
20、Q235—B、Q245R/15CrMo、15CrMoR、15CrMoG E4315 J427 ER50-6 TIG-50 异种钢焊接
15CrMo、15CrMoR、15CrMoG/16Mn、Q345R E5015 J507 ER50—6 TIG-50 异种钢焊接
15CrMo/1Cr5Mo E5515-B2 R307 ER55—B2 H08CrMoA/TIG—R30 异种钢焊接
20、Q245R、16Mn、Q345R、12CrMo、15CrMo、15CrMoR、15CrMoG/06Cr19Ni10、06Cr18Ni11Ti、06Cr13 E309-16
E309—15 A302
A307 ER309 H12Cr24Ni13 异种钢焊接
20、Q235-B、Q245R/15CrMo、15CrMoR、15CrMoG E309-16 A302 ER309 H12Cr24Ni13 设计温度低于315℃,焊后不进行热处理时采用
15CrMo、15CrMoR、15CrMoG/16Mn、Q345R E309—16 A302 ER309 H12Cr24Ni13 设计温度低于315℃,焊后不进行热处理时采用
15CrMo/1Cr5Mo E309Mo-16 A312 ER309Mo H12Cr24Ni13Mo2 设计温度低于315℃,焊后不进行热处理时采用
说明:
1。常用母材与焊材选用参考表是根据我公司在承接施工项目的焊接工程中所经常遇到的工程材料而提出,对于具体工程项目上的焊材选用,一是先要按照设计文件的具体要求确定,二是还需根据现场施焊母材的化学成分、力学性能、使用条件和施焊条件等综合考虑确定.
2.涉及特种设备(锅炉、压力容器、压力管道)的焊接工程应遵循的标准规范(以最新有效版本为准)有:NB/T47014《承压设备焊接工艺评定》、NB/T47015《压力容器焊接工艺规程》、GB50236《现场设备、工业管道焊接工程施工规范》、SH/T3520《石油化工铬钼钢焊接规范》、SH/T3523《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》、SH/T3526《石油化工异种钢焊接规程》、DL/T869《火力发电厂焊接技术规程》. 3.工程标准规范是随技术进步和管理要求在不断变化更新之中,使用本表人员应要不断学习新知识充实自身,不断提高业务能力。 山东环海石化工程有限公司技术发展部 2016年3月31日