模具设计2D标注规范
- 格式:ppt
- 大小:943.50 KB
- 文档页数:49

绘模具结构图一、当把成品图调进模图时,成品图必须乘缩水。
(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。
二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。
三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。
四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关,一般制品可参考下表经验数值选定。
制品的厚度(mm)成品至CORE边数值(mm)2015—2020—3020—3030—4030—40﹥4050五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。
CORE料边至回针应有10mm距离。
制品平面投影面积前模内模料厚度A+型腔深度后模内模料厚度B+型腔深度SP、CMmmMm﹤77253277—1163238116—1543850154—1934464≧1935076CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。
七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。
八、任何一种塑胶入水位置应避免从唧咀直行入型腔。
九、镜面透明之啤塑(K料、亚加力、PC等)应注意,冷料井入水流量及入水位置不能直衡(冲),一般作成“S”型缓冲入水,扇形浇品,使成品表面避免产生气级流雲。
(15)选模胚的一般原则:当模胚阔度在250mm(包括250mm)以下时,用工字型模胚口型,模胚阔度在250—350mm时,用直力有面板模胚(T型)。
塑胶模具设计CAD排位的步骤及注意事项塑胶模具2D排位图步骤及注意事项一、排组立图的步骤1、把产品的3D图文件转到2D图档上,需将倒勾或有机构处做剖面,要注意比例问题。
(1:1比例);2、转到2D图文件上的产品图要加缩水和镜像。
注意:完成以上两步骤后必须检查,可以测量产品在加缩水前后的同一地方,来检查缩水加的是否正确;3、排组立前要定成品基准线。
即把产品上boss或大平面等易找到的特征定X,Y,Z三轴,特征的寻找需尽量接近于成品中心,若是两上下盖相配合,基准则尽量为同一点。
成品基准线相对模具中心要为整数;4、依照成品基准线把模仁排出来。
步骤与表示重点:a、删除成品上的虚线;b、如侧视图为剖面要将侧视图的实线改为虚线,仅留剖面处为实线;c、要把成品的分型面表示出来,重点表示主分型面,斜销,滑块处分型面。
分型面上的插破,靠破也需表示;d、还需把模仁拆入子处表示清楚,正视图入子遍界用黄色线表示,且入子沉头也需表示。
入子与入子间要避免有薄铁现象,一般不可小于1mm。
(模仁需拆入子部位一般为整体不好加工处或肋较深处及一些boss处)。
5、排顶针,水路,最后排模仁螺丝。
要注意三者不能干涉,三者间距不小于3mm,拆入子时也要一同考虑.以下为顶针,水路,螺丝的排列重点:a、顶针要排在成品不易脱模处,如成品的边缘、肋及塑料较深处。
顶针的尺寸要尽量选择大的,以增加强度。
顶针舆成品形状间距应不小于0.6-1mm,以避免薄铁现象。
b、排水路的宗旨是可以尽快的带走模温,以达到冷却效果。
直通的水路效果最好。
C、模仁螺丝一般排四个,位置要尽量对称。
6、排模仁要注意强度问题,产品边缘距模仁边缘应不小于20mm,模仁边缘距模架边缘的距离要按模具大小而定,大模具要50mm以上,小模具为30-50mm (天地侧350mm以下视为小模具)。
有特殊要求的要个别对待。
二、排位1. 成品在内模的排位应以最佳效果情势排放位置,要思量入水标位置和分型面因素。
模具设计2D标注规范1. 引言模具设计2D标注规范是为了规范模具设计图纸中的标注方法和格式,以便于快速准确地理解和解读模具设计图纸。
本文档将详细介绍模具设计2D标注规范的要求和注意事项。
2. 标注要求在进行模具设计2D标注时,应满足以下要求:2.1 标注清晰标注应采用黑色实线,线宽适中,字迹清晰可辨。
避免使用颜色或虚线标注,以免造成混淆和误解。
标注应避免与图形、尺寸或其他标注重叠或遮挡,以确保标注的准确性和清晰度。
2.3 标注位置准确标注应放置在要标注的对象或特征上方或右侧,并与之相连接,以便于理解和解读。
对于曲线或圆弧等特殊形状,标注应尽量居中并与之相切。
2.4 尺寸标注规范尺寸标注应采用下划线连接尺寸线和箭头,标注数字与尺寸线相邻,字体要清晰易读,尺寸整齐排列。
2.5 表面质量标注对于需要标注表面质量的特征,应采用符号标注,如平面、凸台、凹槽等,以便于理解和评估设计要求。
标注应具有明确的意义和明确的指示,避免模糊或含糊不清的标注。
标注应与设计意图相符,并能够指导生产制造操作。
3. 标注格式在进行模具设计2D标注时,应注意以下格式要求:3.1 尺寸标注格式尺寸标注应按照以下格式进行标注:•长度单位: 应在图纸或标题栏中明确指定长度单位,如mm、cm等。
•尺寸线: 采用细实线进行标注,与被标注的对象或特征连接。
•箭头: 采用实心箭头,指向被标注的对象或特征。
•标注数字: 字体要清晰易读,与尺寸线相邻,与箭头保持一定的距离。
3.2 表面质量标注格式表面质量标注应采用以下格式进行标注:•符号标注: 采用几何图形或符号进行标注,如平面采用单横线、凸台采用三角形、凹槽采用双横线等。
•标注位置: 符号标注应与被标注特征相连,并放置在特征之上或之下,以便于理解和解读。
3.3 其他标注格式其他标注应采用以下格式进行标注:•文字标注: 标注应使用清晰易读的字体,并与被标注的对象或特征相连,以指示具体的信息或指导操作。
东莞钜升塑胶有限公司LTD..DG Jusheng Plastic and Electronic Productcts LTD结构2D图技术标注参考规范文件编号:保密等级:保密文件类型:管理办法有效期:3年页数:1/2版本: 1.0编制日期:2006-12-15开始执行日:2006-12-17目录索引tch02.Antenna03.PCBA outline drawing04.Battery05.1Lens(注塑)05.2Lens(CNC)06.1Audio cover06.2RF_switch_cover07.1Shielding07.2Spring08.Metal dome09.Stop TPU10.Light guide11.Fpcba12.1金属装饰件12.2Logo12.3Plating plastic12.4Electroform13.1双面胶13.2泡棉13.3绝缘片14.1Keypad asm14.2keypad rubber14.3Keypad电镀键帽14.4Keypad数字键15.1外观漆喷漆图15.2导电漆喷漆图16.Housing part drawing17.Housing Assembly18.Explodetch技术要求(Notes):1.材料:POM Dupont500,用100%原材料;Material:POM Dupont500,use100%raw material.2.尺寸:图面尺寸用于检验零件外形、功能和装配;未注圆角R0.05,未注脱模斜度1度,未注尺寸依照Pro/e3D Data;标有环形圈:每批次出货均需检查;Qualify时需要做CP/CPK;Dimension:Specified dimensions in the drawing are used to check outside shape,function and assembly;Unspecified round:R0.05mm;Unspecified draft angle:1degree;Unspecified dimensions refer to Pro/e3D model data;Specified dimensions with marked ring are critical dimensions,need to be checked every shipment,and must do CP/CPK check in the Qualification stage.3.公差:未注公差依照图面公差表;Tolerance:Unspecified tolerance should comply with tolerance table in the drawing;4.外观:成品清洁、无杂质、无划伤、缩水及其它瑕疵;飞边及分型线段差≤0.03mm;顶杆痕≤0.05mm;浇口凸出≤0.10mm;穴号应刻在模具上,标志不得高于表面;外观皮纹:VDI24;Appearance:Product should be tidy and purity,no nick,no shrinkage and other blemish;Galling should be less than0.03mm;Ejector rod mark should be less than0.05mm;gate trim should be less than0.10mm;Cavity number shall be located low on the surface.Appearance require:VDI24.5.检测须满足钜升质量标准:《部品检验标准_注塑件_x.x_xxxxxx》Product should be satisfied with quality standard of Jusheng:《部品检验标准_注塑件_x.x_xxxxxx》02.Antenna1.材料:见图,用100%原材料;1.Material:Refer to the drawing table,in original color and with100%raw material.2.尺寸:图面尺寸用于检验零件外形、功能和装配;未注圆角R0.05,未注脱模斜度1度,未注尺寸依照Pro/e3D Data;标有环形圈的是重点尺寸,每批次出货均需检查,Qualify时需要做CP/CPK;2.Dimension:Specified dimensions in the drawing are used to check outside shape,function and assembly;Unspecified round:R0.05mm;Unspecified draft angle:1°;Unspecified dimensions refer toPro/e3D model data;返回索引目录Specified dimensions with marked ring are critical dimensions,need to be checked every shipment,and must do CP/CPK check in the Qualification stage.3.公差:未注公差依照图面公差表;3.Tolerance:Unspecified tolerance should comply with tolerance table in the drawing;4.外观:成品清洁、无杂质、无划伤、缩水及其它瑕疵;飞边及分型线段差≤0.03mm,顶杆痕≤0.05mm;浇口凸出≤0.05mm;穴号应刻在模具上,标志不得高于表面;外观皮纹:抛光4.Appearance:Product should be tidy and purity,no nick,no shrinkage and other blemish;Galling shall be less than0.03mm,ejector rod mark shall be less than0.05mm,gate trim shall be less than0.05mm.Cavity number shall be located low on the surface.Surface shall be smooth.5.电气性能依照规格书:violet1-Antenna SPEA-05-02-18.pdf。

2D图详解-----模具机械制图2D详解12D的認識1. 工程圖是一門工程語言,應用廣泛性。
不同國家針對不同應用范圍有不同的工業標準。
在模具廠用到機械制圖,主要有組立圖、零件圖、與BOM表。
2.工程圖的表達(1) 圖紙的規格A0(841×1189)、A1(594×841)、A2(420×594)、A3(297×420)、A4(210×297)A0折一半後變為A1,A1折一半後變為A2,A2折一半後變為A3,A3折一半後變為A4。
2(2)圖框(將廠內的圖框放入並解釋)(3)標題欄(將廠內的標題欄放入並解釋)(4)BOM表(零件表)(將廠內的BOM表放入並解釋)(5)更正欄(將廠內的更正欄表放入並解釋)A0A1A2A3A433.工程圖面(1) 線型A.粗實線:可見輪廓線、圖框線。
B. 細實線:尺寸線、剖面線。
C.虛線:不可見線。
D. 點畫線:軸線、對稱中心線。
E. 雙點畫線:剖面符號線、坯料線。
45對稱中心線AA40尺寸線輪廓線剖面線軸線剖面線三視圖的投影關系﹕物體有長.寬.高三個方向的大小﹐通常規定﹕物體左右之間的距離為長﹐前后之間的距離為寬﹐上下之間的距離為高從圖可以看出﹐一個視圖只能反映物體兩個方向的大小﹐如主視圖反映墊塊的長和高﹐俯視圖反映墊塊的長和寬﹐左視圖反映墊塊的寬和高﹐由上述三個投影面展開過程可知﹐俯視圖在主視圖的下方﹐對應的長度相等﹐并且左右兩端對正﹐即主﹐俯視圖相應部分的邊接為互相平行的豎直線﹐同理﹐左視圖與主視圖高度相等并且對齊﹐即主﹐左視圖相應部分在同一條水平線上﹐左視圖與俯視圖均反映墊塊的寬度所以俯﹐左視圖對應部分的寬度應相等。
6根據上述三視圖之間的投影關系﹐可歸納為以下三條投影規律﹐(1)主視圖與俯視圖反映物體的長度---長對正﹕(2)主視圖與左視圖反映物體的高度---高平齊﹕(3)俯視圖與左視圖反映物體的寬度---寬相等“長對正﹐高平齊﹐寬相等”的投影對應關系是三視圖的重要特性﹐也是畫圖與讀圖的依據。
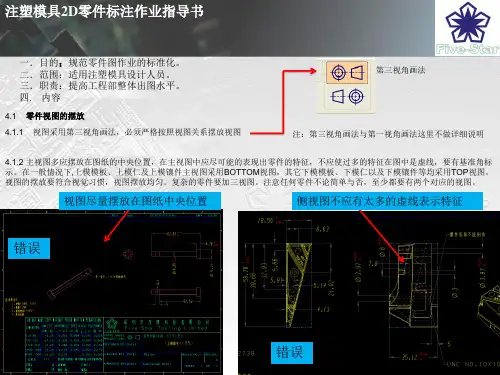
一.目的:规范零件图作业的标准化。
二.范围:适用注塑模具设计人员。
三.职责:注塑工程全体员工。
四.内容:4.1零件图的视图摆放:4.1.1 视图采用第三视角画法,按视图关系展开投影面。
4.1.2 主视图多应摆放在图纸的中央位置,在主视图中应尽可能的表现出零件的特征,不应使过多的特征在图中是虚线,要有基准角标示。
在一般情况下,上模模板、上模仁及上模镶件主视图采用BOTTOM视图,其它下模模板、下模仁以及下模镶件等均采用TOP视图。
视图的摆放要符合视觉习惯,视图摆放均匀。
复杂的零件要加三视图。
注意任何零件不论简单与否,至少都要有两个对应的视图。
4.1.3 各零件视图在图纸上的比例选择要恰当,形状较为复杂的零件比例要尽可能适宜,最终目的是使制造者能清晰的看清楚图纸。
标注尺寸线间隔要均匀,尺寸要对齐。
4.1.4根据零件的难易程度选用图幅,一般情况下模具模板、模仁用A3或以上图幅,其余零件不做要求按需要选择图幅,4.1.5 视图(包括剖视图)以完整表达零件形状为目的,不应有冗余视图。
但不应使剖视图转折太多,同一方向的剖视图不允许交错在一起,必要时可适当增加局部剖视图。
4.2基本规则:4.2.1基准角及其标注方法根据公司的规定,模具模板全部按分中标注尺寸,模仁若分为2部分或以上的以分开位置单边取数,所有零件尽量选用外形分中取数。
特殊情况需与其他部门取得一致意见。
4.2.2零件图尺寸标注基准选择上,下模仁高度方向(Z方向)的尺寸以底面取数,运水较复杂时深度可以按表面取深度值。
A,B板重要尺寸以面取数,其它无配合关系尺寸可以以底取数。
特殊情况需与其他部门取得一致意见。
4.3零件图尺寸形式:4.3.1尺寸标注文字和零件编号等注解文字高根据需要设定为3.00mm标注文字中公差的文字高度设为2.0mm。
4.3.2尺寸标注要清晰,尺寸、箭头不能与零件的轮廓线重叠。
4.3.3视图中尺寸较多时可采用坐标标注,坐标原点不能直接从视图上的特征确定,必须在Expand里根据绝对坐标中心作中心线确定。