机械制图相关标准
- 格式:ppt
- 大小:2.08 MB
- 文档页数:102
机械制图国家标准和技术制图的有关规定引言机械制图是机械设计过程中的重要环节,为了保证机械制图的质量和统一性,国家制定了相关的标准和规定。
本文将介绍机械制图的国家标准和技术制图的有关规定。
机械制图国家标准在机械制图领域,国家制定了一系列的标准,以规范机械制图的设计、要求和规定。
以下是一些常见的机械制图国家标准:1.GB/T 4457-2018 机械制图尺寸和公差–该标准规定了机械制图中尺寸和公差的表示方法和计算方法。
2.GB/T 11816-2014 机械制图标注–该标准规定了机械制图中标注的要求和规定。
3.GB/T 5789-2008 机械制图图面和视图的表示方法–该标准规定了机械制图中图面和视图的表示方法和要求。
4.GB/T 3782-2009 机械零件尺寸技术文件–该标准规定了机械零件尺寸技术文件的编制要求和规定。
机械制图国家标准的制定,确保了机械制图的一致性和规范性,提高了机械制图的质量。
技术制图的有关规定除了机械制图标准外,还有一些技术制图的相关规定,以保证技术制图的准确性和可读性。
以下是一些常见的技术制图规定:1.图纸比例选择–技术制图中,根据绘制的对象和图纸大小,选择适当的比例,以确保图纸的可读性和准确性。
2.图线粗细和颜色选择–技术制图中,根据不同的图线类型和需求,选择适当的线宽和颜色,以区分不同的元素和表达不同的含义。
3.图幅的排版要求–技术制图中,应按照一定的排版要求将各种视图和标注等内容合理布局,以提高图纸的可读性和美观性。
技术制图的规定和要求,保证了技术制图的准确性和规范性,提高了技术制图的效率和质量。
结论机械制图国家标准和技术制图的规定,对于机械制图和技术制图具有重要的指导意义。
遵守这些标准和规定,能够使机械制图和技术制图更规范、准确和可读,提高产品设计的质量和效率。
然而,由于机械制图和技术制图的需求和应用场景不同,也有一些特殊的制图标准和规定需要遵守。
因此,在实际应用中,还需要根据具体的项目和需求来选择和应用相应的标准和规定。

轮廓法具有复合加工特征的表面第1部分:滤波和一般测量条件124 GB/T 18778.2-2003 产品几何量技术规范(GPS)表面结构轮廓法具有复合加工特征的表面第2部分:用线性化的支承率曲线表征高度特性125 GB/T 18778.3-2006 产品几何技术规范(GPS)表面结构轮廓法具有复合加工特征的表面第3部分用概率支承率曲线表征高度特性126 GB/T 18779.1-2002 产品几何量技术规范(GPS) 工件与测量设备的测量检验第1部分:按规范检验合格或不合格的判定规则127 GB/T 18779.2-2004 产品几何量技术规范(GPS)工件与测量设备的测量检验第2部分:测量设备校准和产品检验中GPS测量的不确定度评定指南128 GB/T 18780.1-2002 产品几何量技术规范(GPS) 几何要求第1部分:基本术语和定义129 GB/T 18780.2-2003 产品几何量技术规范(GPS) 几何要素第2部分圆柱面和圆锥面的提取中心线、平行平面的提取中心面、提取要素的局部尺寸130 GB/T 19067.1-2003 产品几何量技术规范(GPS) 表面结构轮廓法测量标准第1部分:实物测量标准131 GB/T 19067.2-2004 产品几何量技术规范(GPS) 表面结构轮廓法测量标准第2部分:软件测量标准132 GB/T 19096-2003 技术制图图样画法未定义形状边的术语145 GB-T 7220-2004 产品几何量技术规范(GPS)表面结构轮廓法表面粗糙度术语参数测量146 GB-T 7234-2004 产品几何量技术规范(GPS) 圆度测量术语、定义及参数147 GB-T 7235-2004 产品几何量技术规范(GPS) 评定圆度误差的方法半径变化量测量148 GB-T 10095.1-2008 圆柱齿轮精度制第1部分:轮齿同侧齿面偏差的定义和允许值149 GB-T 10095.2-2008 圆柱齿轮精度制第2部分:径向综合偏差与径向跳动的定义和允许值150 GB-T 11336-2004 直线度误差检测151 GB-T 11337-2004 平面度误差检测152 GB-T 12603-2005 金属热处理工艺分类及代号153 GB-T 13914-2002 冲压件尺寸公差154 GB-T 13916-2002 冲压件形状和位置未注公差155 GB-T 15055-2007 冲压件未注公差尺寸极限偏差156 GB-T 15056-1994 铸造表面粗糙度评定方法157 GB-Z 18620.1-2008 圆柱齿轮检验实施规范第1部:轮齿同侧齿面的检验158 GB-Z 18620.2-2008 圆柱齿轮检验实施规范第2部分:径向综合偏差、径向跳动、齿厚和侧隙的检验增补二:159 GB-T 17825.1-1999 CAD文件管理总则160 GB-T 17825.2-1999 CAD文件管理基本格式161 GB-T 17825.3-1999 CAD文件管理编号原则162 GB-T 17825.4-1999 CAD文件管理编制规则163 GB-T 17825.5-1999 CAD文件管理基本程序164 GB-T 17825.6-1999 CAD文件管理更改规则165 GB-T 17825.7-1999 CAD文件管理签署规则166 GB-T 17825.8-1999 CAD文件管理标准化审查167 GB-T 17825.9-1999 CAD文件管理完整性168 GB-T 17825.10-1999 CAD文件管理存储与维护169 GB-Z 18620.3-2008 圆柱齿轮检验实施规范第3部分:齿轮坯、轴中心距和轴线平行度的检验170 GB-Z 18620.4-2008 圆柱齿轮检验实施规范第4部分:表面结构和轮齿接触斑点的检验更新一:171 GB-T 6567.1-2008 技术制图管路系统的图形符号基本原则172 GB-T 6567.2-2008 技术制图管路系统的图形符号管路173 GB-T 6567.3-2008 技术制图管路系统的图形符号管件174 GB-T 6567.4-2008 技术制图管路系统的图形符号阀门和zhyj_882008-11-10 23:17 此楼为以上目录中标准的最新代替标准的更新楼层。


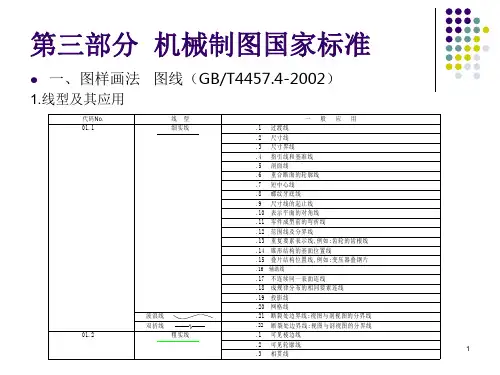
中华人民共和国国家标准机械制图目录图纸幅面及格式 (1)比例 (5)字体 (6)图线 (11)部面符号 (17)图样画法 (21)装配图中零、部件序号及其编排方法 (72)轴测图 (75)尺寸注法 (84)尺寸公差与配合注法 (106)螺纹及螺纹紧固件画法 (112)齿轮画法 (119)花键画法 (132)弹簧画法 (136)中心孔表示法 (154)机械运动简图符号 (157)表面粗糙度代号及其注法 (180)标题栏 (198)明细栏 (202)复制图的折叠方法 (208)对缩微复制原件的要求 (219)中华人民共和国国家标准UDC 621.71:744机械制图:676.35图纸幅面及格式GB 4457.1-84Mechanical drawings代替GB 126-74Sizes and layout of drawing sheets1 引言1.1 本标准规定了机械图样的幅面及格式。
1.2 本标准参照采用国际标准ISO 5457-1980《技术制图--图纸幅面及格式》。
1.3 与本标准有关的国家标准:GB 4457.3-84《机械制图字体》GB 4457.4-84《机械制图图线》2 图纸幅面尺寸2.1 绘制图样时,优先采用表中规定的幅面尺寸,必要时可以沿长边加长。
对于A0、A2、A4幅面的加长量应按A0幅面长边的八分之一的倍数增加;对于A1、A3幅面的加长量应按A0幅面短边的四分之一的倍数增加,见图1中的细实线部分。
A0及A1幅面也允许同时加长两边,见图1中的虚线部分。
3 图框格式3.1 需要装订的图样,其图框格式如图2、图3所示,尺寸按表中的规定。
一般采用A4幅面竖装或A3幅面横装。
3.2 不留装订边的图样,其图框格式如图4、图5所示,尺寸按表中的规定。
3.3 图框线用粗实线绘制。
为了复制或缩微摄影的方便,可采用对中等号,对中符号从周边画入图框内约5mm的一段粗实线(图6、9、10)。
4 标题栏的方位4.1 标题栏的位置应按图2~5所示的方式配置。
第一节国家标准中对制图的一般规定一图纸的幅面和格式(GB/T 14689—1993)1 图纸的幅面为了使图纸幅面统一,便于装订和保管以及符合缩微复制原件要求,绘制技术图样时,应按以下规定选用图纸幅面。
(1)应优先选用基本幅面(表1-1).(2)必要时,允许选用加长幅面。
但是加长后幅面的尺寸必须是由基本幅面的短边成整数倍增加后得出.表1-1 图纸幅面尺寸2 图框格式在图纸上必须用粗实线画出图框,图样必须绘制在图框内部。
其格式分为留装订边和不留装订边两种。
同一产品的图样只能采用一种图框格式。
3 标题栏每张图纸上必须有标题栏,标题栏位于图纸的右下角,其格式遵守GB/T10609。
1—1989的规定.当标题栏的长边置于水平方向且与图纸的长边平行时,构成X型图纸;若标题栏的长边与图纸的长边垂直时,则构成Y型图纸.二比例1 术语(1)比例:图与实物相应要素的线性尺寸之比.(2)原值比例:比值为1的比例,即1:1.(3)放大比例:比值大于1的比例,如2:1。
(4)缩小比例:比值小于1的比例,如1:4.2 比例系列绘制图样是,应根据需要按表1-2中规定的优选选择系列中选取适当的比例。
为了从图样上直接反映出事物的大小,绘图时应尽量采用原值比例。
3 标注方法(1)比例符号应以“:"表示,如1:1,2:1等。
(2)比例一般标注在标题栏中的比例栏内。
不论采用何种比例,图形中所标注的尺寸数值必须是实物的实际大小,与图形的比例无关。
三字体1在图样中书写的汉字、数字和字母,都必须做到“字体工整、笔划清楚、间隔均匀、排列整齐"。
2字体高度(h)的公称尺寸系列为:1。
8,2.5,3。
5,5,7,10,14,20mm。
如果需要书写更大的字,其字体高度应按的比例递增。
字体高度代表字体的号数.3汉字应写成长仿宋体字,并应在用国家正式公布的简化字h不应小于3。
5mm,字体高度一般为h/ 。
4字母和数字可写成斜体和直体。
机械图纸-技术规定汇总一般技术规定1. 零件清除氧化皮。
2. 零件加工表面上,不应有划痕、擦伤等损伤零件表面旳缺陷。
3. 清除毛刺飞边。
热处理规定1. 经调质处理,HRC50~55。
2. 零件进行高频淬火,350~370℃回火,HRC40~45。
3. 渗碳深度0.3mm。
4. 进行高温时效处理。
公差规定1. 未注形状公差应符合GB1184-80旳规定。
2. 未注长度尺寸容许偏差±0.5mm。
3. 铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角1. 未注圆角半径R5。
2. 未注倒角均为2×45°。
3. 锐角/尖角/锐边倒钝。
装配规定1. 各密封件装配前必须浸透油。
2. 装配滚动轴承容许采用机油加热进行热装,油旳温度不得超过100℃。
3. 齿轮装配后,齿面旳接触斑点和侧隙应符合GB10095和GB11365旳规定。
4. 装配液压系统时容许使用密封填料或密封胶,但应防止进入系统中。
5. 进入装配旳零件及部件(包括外购件、外协件),均必须具有检查部门旳合格证方能进行装配。
6. 零件在装配前必须清理和清洗洁净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7. 装配前应对零、部件旳重要配合尺寸,尤其是过盈配合尺寸及有关精度进行复查。
8. 装配过程中零件不容许磕、碰、划伤和锈蚀。
9. 螺钉、螺栓和螺母紧固时,严禁打击或使用不合适旳旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10. 规定拧紧力矩规定旳紧固件,必须采用力矩扳手,并按规定旳拧紧力矩紧固。
11. 同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐渐、均匀拧紧。
12. 圆锥销装配时应与孔应进行涂色检查,其接触率不应不不小于配合长度旳60%,并应均匀分布。
13. 平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
14. 花键装配同步接触旳齿面数不少于2/3,接触率在键齿旳长度和高度方向不得低于50%。
机械制图常用标准一、引言机械制图是机械工程设计中非常重要的一项工作。
在进行机械设计之前,需要进行详细的机械制图,以便于后续的加工、装配和维修工作。
机械制图使用的标准是确保设计师、工程师和制造商之间能够准确理解和交流机械设计信息的重要工具。
在机械制图中,常用的标准包括图样符号、尺寸标注、公差标注、表面质量标注等。
本文将详细介绍机械制图中常用的标准,包括国际标准、国家标准和行业标准。
二、图样符号标准图样符号是机械制图中用来表示构件形状、尺寸、材料和加工方法的图形符号。
图样符号的标准化有助于提高设计师、工程师和制造商之间的交流效果。
常用的图样符号标准包括ISO标准、ANSI标准和JIS 标准。
ISO标准是国际标准化组织制定的机械制图标准,包括ISO 128和ISO 6411等标准。
ISO 128标准规定了机械制图中的线条种类、线条粗细、字体、符号等方面的标准。
ISO 6411标准规定了用于表示几何特征和公差的符号。
ANSI标准是美国国家标准化协会制定的机械制图标准,包括ANSI Y14.5和ANSI Y14.100等标准。
ANSI Y14.5标准规定了尺寸标注、公差标注、表面质量标注等方面的标准。
ANSI Y14.100标准规定了用于表示几何特征和公差的符号。
JIS标准是日本工业标准化组织制定的机械制图标准,包括JIS B 0001和JIS B 0419等标准。
JIS B 0001标准规定了机械制图中的线条种类、线条粗细、字体、符号等方面的标准。
JIS B 0419标准规定了用于表示几何特征和公差的符号。
尺寸标注是机械制图中用来表示构件尺寸的标记和数字。
尺寸标注的标准化有助于确保设计和制造的一致性。
常用的尺寸标注标准包括ISO标准、ANSI标准和JIS标准。
ISO标准规定了尺寸标注的格式、位置和方式。
ISO标准要求用一条分隔线将尺寸标注和构件图形分开,标注尺寸时要写明基准和公差。
标注尺寸的单位使用国际单位制。
机械制图的国家标准和一般规定其中,《机械制图》国家标准主要规定了机械制图的一般原则、图样的表达方式、尺寸标注、公差要求、图样的组织结构和交流等内容。
它详细规定了制图的基本要求,包括线条的使用、符号的编制、装配图的表示等。
此外,该标准还规定了机械零部件的尺寸标注和公差要求的基本方法,确保了图纸上的尺寸表示的准确性和一致性。
《机械产品三维模型交换格式标准》国家标准主要规定了机械产品三维模型表示的数据格式和交换方式,它定义了一种可供不同CAD软件之间相互交换和共享的标准数据格式(如STEP格式),实现了机械产品数字化设计的互操作性。
《机械产品数字化技术文件标准》国家标准主要规定了机械产品数字化技术文件的标准化要求,包括文件的内容、命名规则、格式标准等。
通过使用该标准,可以实现机械产品数字化技术文件的一致性和可管理性。
此外,一般规定主要包括了制图的基本常识和原则,这些规定通常由企业或行业自行制定。
一般规定的目的是为了保证制图的标准化、统一化和规范化,以提高制图的质量和效率。
一般规定通常包括以下几个方面的内容:1.制图的纸张规格和边框要求:规定使用的纸张规格和边框的尺寸、颜色、线型和比例关系等,以确保图纸的可读性和美观性。
2.符号和字体的使用规定:规定使用的符号和字体的命名、尺寸、线型和比例关系等,以确保图纸中的符号和字体的一致性和规范性。
3.图样的布局和排列规定:规定图样的布局方式和排列顺序,包括视图的选择、放置的位置和方向等。
4.尺寸标注和公差要求的规定:规定尺寸标注的基本方法和公差要求的表示方式,以确保图纸上的尺寸和公差的准确性和一致性。
5.图纸的审查和发布规定:规定图纸的审查流程、审查标准和审查人员的资格要求等,以确保图纸的质量和准确性。
总结来说,机械制图的国家标准和一般规定对于保证机械制图的准确性、一致性和规范性起着重要的作用。
它们为机械工程师提供了统一的制图标准和规范,提高了机械产品的设计、制造和使用效率。
机械制图国家标准分析1. 引言随着机械制图技术的发展,为保证各种工程机械装配的精确度和可靠性,不同国家制定了各自的机械制图国家标准。
这些标准规范了机械制图的要求和方法,使得不同厂家和设计师之间的技术交流更加便捷和准确。
本文将对几个常见的机械制图国家标准进行分析,以便更好地理解和应用这些标准。
2. ISO制图标准ISO(国际标准化组织)制图标准是国际上最为常用的机械制图标准之一。
ISO制图标准独立于任何具体的国家或地区,被广泛应用于全球范围内的机械工程设计。
ISO制图标准主要包括以下几个方面的内容:•图样符号符号化标准:ISO制图标准规定了一套统一的图样符号系统,用于标示机械制图中的不同元素和特征。
这些符号的应用使得不同制图人员能够快速理解和解释图纸上的设计意图。
•尺寸和公差规范:ISO制图标准对机械零件的尺寸和公差进行了具体的规范和要求。
通过统一的尺寸和公差标准,可以确保不同厂家生产的零件能够互换使用,提高了生产效率和零件的可靠性。
•投影方法和视图规范:ISO制图标准规定了常用的投影方法和视图规范,如正投影、轴侧视图等。
这些规范使得不同制图人员能够使用相同的视图来描述和表达设计模型,减少了误解和沟通成本。
3. ANSI制图标准ANSI(美国国家标准协会)制图标准是美国国内最为常用的机械制图标准。
与ISO制图标准类似,ANSI制图标准也对图样符号、尺寸和公差、投影方法等方面进行了规范。
然而,由于地域差异和历史原因,ANSI制图标准在一些方面存在不同于ISO制图标准的特点。
其中,ANSI制图标准与ISO制图标准最大的区别之一在于尺寸和公差的规范方式。
ANSI制图标准采用基本尺寸和公差系统(GD&T),相对于ISO制图标准更加强调尺寸和公差的逻辑关系,使得不同制图人员能够更加准确地理解和应用尺寸和公差规范。
此外,ANSI制图标准还包括了电气和电子制图的规范,这是与ISO制图标准之间的另一个明显差异。