精炼工艺流程图
- 格式:docx
- 大小:19.33 KB
- 文档页数:3
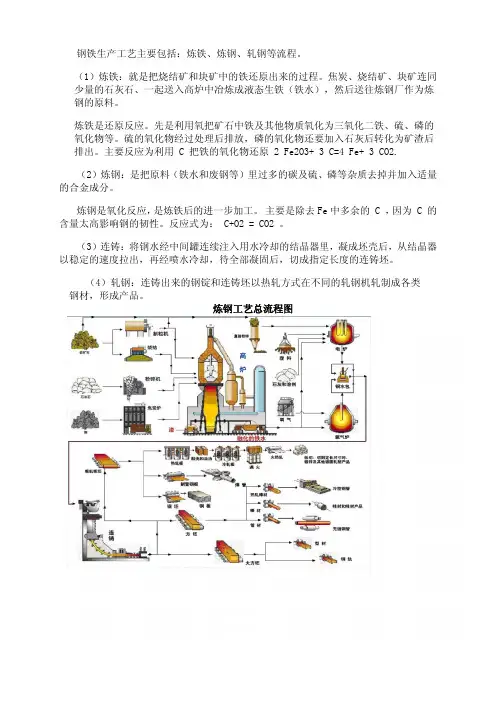
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。
(1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。
焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。
炼铁是还原反应。
先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。
硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。
主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2.(2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。
炼钢是氧化反应,是炼铁后的进一步加工。
主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。
反应式为: C+O2 = CO2 。
(3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。
(4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。
炼钢工艺总流程图炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
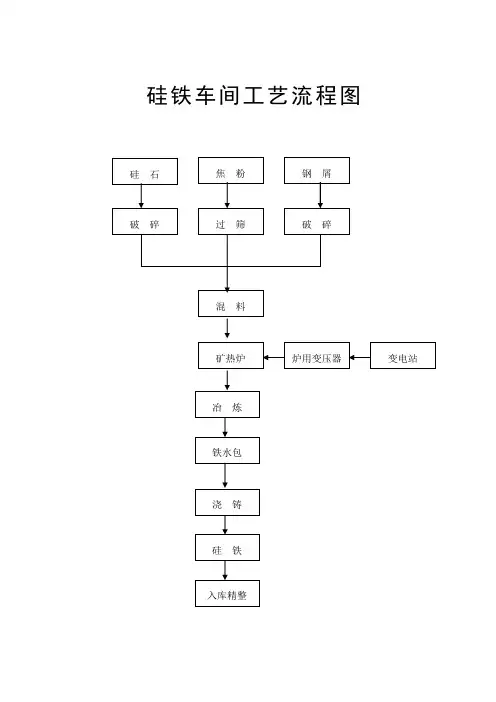
硅铁车间工艺流程图煅烧车间工艺流程图↓↓ ↓↓ ↓原料车间压球工艺流程图↓↓↓↘↓↙↓↓↓↓还原车间工艺流程图↓↓↑↓↓↓↓精炼车间工艺流程图↓↓↓↓↓↓↓↓↓附录F5硅铁车间工艺条件及技术指标1.硅石1.1SiO2含量:≥97%。
1.2硅石中有害杂质含量:Al2O3≤0.8% P2O5≤0.02% MgO+CaO≤1%1.3硅石应有较好的机械强度和抗爆性。
1.4硅石加工粒度:60-120mm。
2.焦粉2.1固定碳含量:≥84%2.2灰分:≤6%2.3挥发份:≤22.4入炉粒度:5-15mm(其中5mm以下的不得大于5%)2.5要求高电阻,不得有粉沫。
3.钢屑3.1含铁量:≥97%3.2应是普通炭钢屑,不得混有合金钢屑、有色金属屑和生铁屑等。
3.3生锈严重的钢屑不得使用。
3.4钢屑的卷曲长度为30-50mm。
3.5要纯净,不得混有泥土等杂质。
4.冶金焦4.1粒度:5—10mm4.2固定碳≥84%4.3灰分≤6%4.4挥发份≤10%4.5不得有粉尘粉沫5.球团矿5.1含铁≤60%5.2粉沫≤5%5.3有较好的机械强度6.硅铁指标6.1硬75#硅铁占90%。
6.2软75#硅铁占10%。
6.370#硅以下的产品不生产。
6.4硅的偏析-不大于4%,小于20×20mm的数量,不得超过8%。
7.硅铁生产技术条件7.1矿热炉容量7.1.1炉膛底部直径5.8m。
7.1.2炉子直径7.32m。
7.1.3炉膛深度2.15m。
7.1.4极心圆直径2.5m。
7.1.5电极直径1.00m。
7.2二次侧电压:118-160A7.3运行电流:13档7.4出铁时间:5-15分钟7.5出铁次数:3-4次/班(特殊情况除外)7.6配料比:硅石200kg 焦粉108-140kg 钢屑10kg7.7 球团矿:36kg(根据硅铁含硅量调整)煅烧工艺条件及技术指标1.工艺条件1.2 要求白云石成分稳定,粒度20~35mm,不含泥土及杂质。
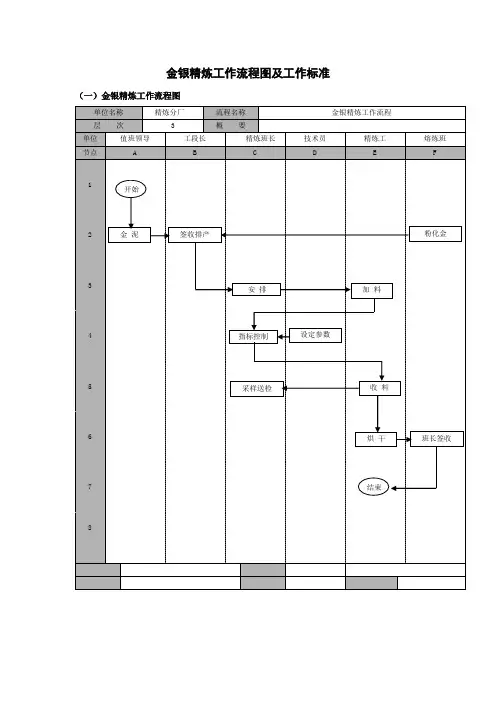
金银精炼工作流程图及工作标准
(一)金银精炼工作流程图
单位名称
精炼分厂
层次
3
单位
值班领导
工段长
节点
A
B
流程名称 概要
精炼班长 C
金银精炼工作流程
技术员 D
精炼工 E
1
开始
熔炼班 F
2
金泥
签收排产
粉化金
3
安排
加料
4
指标控制
设定参数
5
采样送检
收料
6
烘干
班长签收
7
结束
8
(二)金银精炼工作标准
任务 名称
精炼 准备
金银 精炼
节点
任务程序、重点及标准
程序
☆ 工段长从熔炼班接收粉化金,从值班领导处签收金泥,安排 A2 生产 F2 ☆ 精炼班班长具体安排本班生产 B2 重点 C3 ☆ 工作安排
标准
☆ 及时合理
程序
☆ 精炼工进行加料,精炼班班长对各项指标进行控制,技术员 E3 设定各项参数 C4
☆ 精炼工进行收料并烘干 D4
☆ 精炼班长采样送检 E5
☆ 熔炼班班长签收 C5
重点 E6
☆ 精炼过程控制 F6
标准
☆ 严格执行工艺控制标准
时限
依情况 即时
依情况 按规定 即时 即时
相关资料
《岗位职责与工 作标准》
《岗位操作规 程》
《岗位职责与工 作标准》
《岗位操作规 程》
。
1.6.1.2工艺流程1.6.1.2.1植物油生产工艺流程及说明该项目把本地及周边地区农民种植的优质原料集中起来,采取先进的脱壳、除尘、去杂技术处理后通过物理压榨生产的毛油,经过精制后以植物油商品销售。
物理压榨后的饼以浸出方式生产的毛油,再经过精炼工序就可以得到精炼植物油,做为商品在市场上销售。
粕作为饲料生产的原料销售。
(1)工艺技术说明:清理:与普通二级油所用设备相同分级:用分级筛分离出花生中的未成熟粒、霉变粒、破碎粒等不完善粒,这部分可用于生产二级油,单独销售。
烘干/冷却:烘干设备可用热风气流干燥机。
花生烘干后水分控制在5%~6%。
然后迅速用冷空气把油粒温度降至40℃以下。
破碎/脱皮:破碎机可用齿辊式破碎机,目的是把红外衣扒掉,破碎后用风力风选器或吸风平筛将红外衣吸出,分离出的花生红皮可用作医药化工原料。
热风烘炒:将总量25%~30%的花生瓣送至燃油热风烘炒炉,在此烘炒炉内油料被加热到180℃~200℃。
烘炒温度是浓香花生油产生香味的关键因素,温度太低,香味较淡;温度太高,油料易湖化。
降温与轧糁:为防止油料糊化和自燃,烘炒后应迅速散热降温,降温后用齿辊式破碎机轧成碎粒状。
蒸炒:"用五层立式蒸炒锅对生坯进行蒸炒。
1层~2层装料要满,起到蒸的作用;3层~5层装料要浅,起到排除水分的作用;出料温度108℃~112℃,水分5%~7%,为保证花生油有浓郁的香味,蒸炒锅炉的间接蒸汽压力应不小于0.6mpa。
榨油:本工艺使用的榨油机考虑到浓香花生油生产工艺的特殊性,对榨油机主轴转速作了适当调整,主轴转速由原来的8rpm提高到10rpm,并适当放厚饼的厚度,一般控制在10mm左右。
入榨温度135℃,入榨水分1.5%~2%,机榨饼残油9%~10%。
所得毛油经沉淀后用立式叶片过滤机过滤后送到精炼车间,机榨饼经破碎后送至浸出车间进行二次浸出。
浸出毛油经精炼后作普通油单独销售。
(2)植物油生产工艺流程植物油生产工艺流程图1.6.1.2.2浸出油工艺流程萃取溶剂饼浸出油工艺流程图1.6.1.2.3精炼工艺流程及说明(1)精炼工艺流程说明毛油精炼,通常是指对毛油进行精制。
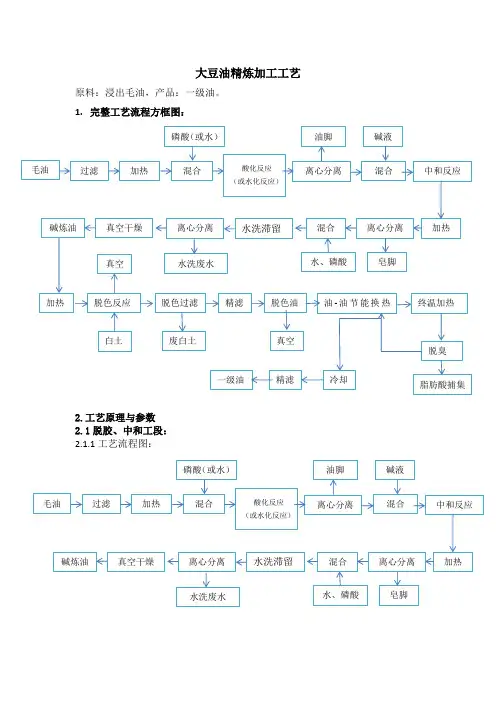
大豆油精炼加工工艺原料:浸出毛油,产品:一级油。
1. 完整工艺流程方框图:2.工艺原理与参数2.1脱胶、中和工段:2.1.1工艺流程图:油脚 碱液 磷酸(或水) 毛油 过滤 混合 加热 离心分离 酸化反应 (或水化反应) 混合 中和反应 加热离心分离 混合 水洗滞留 离心分离 真空干燥碱炼油 皂脚水洗废水 水、磷酸 油脚 碱液 磷酸(或水) 毛油 过滤混合 加热 离心分离 酸化反应 (或水化反应) 混合 中和反应加热 离心分离 混合 水洗滞留 离心分离 真空干燥 碱炼油 皂脚 水洗废水 水、磷酸 真空白土 加热 脱色反应 脱色过滤 精滤 脱色油 废白土 真空 油-油节能换热终温加热 脱臭 脂肪酸捕集冷却 精滤 一级油2.1.2工艺设备及原理大豆毛油经过滤、除杂后由泵送入生产线,经加热器加热至一定温度后进入混合器。
在混和器中,毛油与一定比例的磷酸溶液(或水)充分混合,随后进入延时罐进一步调质,油中的非水化磷脂转化为水化磷脂,然后进入脱胶离心机中进行分离,分离出油脚进入暂存罐中暂存。
酸化后的油(或脱胶油)进入混和器,与一定比例的碱液混合,使游离脂肪酸与碱发生中和反应生成钠皂,再进入延时反应罐充分反应,随后经泵送至加热器加热至一定温度,然后进入脱皂离心机中进行油皂分离,分离出皂脚进入皂脚罐中暂存。
脱皂后的油进入混和器中与一定比例的热水混合,同时添加少量的磷酸溶液(或柠檬酸水溶液),用于鳌和金属离子,利于去除残皂等杂质。
随后进入延时反应罐充分反应,再进入水洗离心机进行水洗分离,以去除残留皂脚等杂质。
水洗后的油最后进入真空干燥器中去除水分及其它挥发性物质,由泵输送至脱色工段。
2.1.3工艺参数●酸法脱胶工艺:100%磷酸(浓度75~85%)加入油量0.05~0.2 %100%柠檬酸(浓度~50%)加入油量0.05~0.2 %酸脱胶不仅对除去非水化磷脂,降低金属离子含量有利,而且对碱炼水洗除去油脂中含皂含量也有很大的益处。
大豆油精炼加工工艺原料:浸出毛油,产品:一级油。
1. 完整工艺流程方框图:2.工艺原理与参数2.1脱胶、中和工段:2.1.1工艺流程图:油脚 碱液 磷酸(或水) 毛油 过滤 混合 加热 离心分离 酸化反应 (或水化反应) 混合 中和反应 加热离心分离 混合 水洗滞留 离心分离 真空干燥碱炼油 皂脚水洗废水 水、磷酸 油脚 碱液 磷酸(或水) 毛油 过滤混合 加热 离心分离 酸化反应 (或水化反应) 混合 中和反应加热 离心分离 混合 水洗滞留 离心分离 真空干燥 碱炼油 皂脚 水洗废水 水、磷酸 真空白土 加热 脱色反应 脱色过滤 精滤 脱色油 废白土 真空 油-油节能换热终温加热 脱臭 脂肪酸捕集冷却 精滤 一级油2.1.2工艺设备及原理大豆毛油经过滤、除杂后由泵送入生产线,经加热器加热至一定温度后进入混合器。
在混和器中,毛油与一定比例的磷酸溶液(或水)充分混合,随后进入延时罐进一步调质,油中的非水化磷脂转化为水化磷脂,然后进入脱胶离心机中进行分离,分离出油脚进入暂存罐中暂存。
酸化后的油(或脱胶油)进入混和器,与一定比例的碱液混合,使游离脂肪酸与碱发生中和反应生成钠皂,再进入延时反应罐充分反应,随后经泵送至加热器加热至一定温度,然后进入脱皂离心机中进行油皂分离,分离出皂脚进入皂脚罐中暂存。
脱皂后的油进入混和器中与一定比例的热水混合,同时添加少量的磷酸溶液(或柠檬酸水溶液),用于鳌和金属离子,利于去除残皂等杂质。
随后进入延时反应罐充分反应,再进入水洗离心机进行水洗分离,以去除残留皂脚等杂质。
水洗后的油最后进入真空干燥器中去除水分及其它挥发性物质,由泵输送至脱色工段。
2.1.3工艺参数●酸法脱胶工艺:100%磷酸(浓度75~85%)加入油量0.05~0.2 %100%柠檬酸(浓度~50%)加入油量0.05~0.2 %酸脱胶不仅对除去非水化磷脂,降低金属离子含量有利,而且对碱炼水洗除去油脂中含皂含量也有很大的益处。
炼钢工艺流程1炼钢厂简介炼钢厂主要将铁水冶炼成钢水,再经连铸机浇铸成合格铸坯。
现有5座转炉,5台连铸机,年设计生产能力为500万吨,现年生产钢坯400万吨。
其中炼钢一分厂年生产能力达到240万吨;炼钢二厂年生产能力为160万吨。
2炼钢的基本任务钢是以Fe为基体并由C、Si、Mn、P、S等元素以及微量非金属夹杂物共同组成的合金。
炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害气体和夹杂,提高温度,调整成分,炼钢过程通过供氧造渣,加合金,搅拌升温等手段完成炼钢基本任务,“四脱两去两调整”。
3氧气转炉吹炼过程氧气顶吹转炉的吹氧时间仅仅是十分钟,在这短短的时间内要完成造渣,脱碳、脱磷、脱硫、去气,去除非金属夹杂物及升温等基本任务。
由于使用的铁水成分和所炼钢种的不同,吹炼工艺也有所区别。
氧气顶吹转炉炼钢的吹炼过程,根据一炉钢吹炼过程中金属成分,炉渣成分,熔池温度的变化规律,吹炼过程大致可以分为以下3个阶段:(1)吹炼前期。
(2)吹炼中期。
(3)终点控制。
炼好钢必须抓住各阶段的关键,精心操作,才能达到优质、高产、低耗、长寿的目标。
3.1装入制度装入制度是保证转炉具有一定的金属熔池深度,确定合理的装入数量,合适的铁水废钢比例。
3.1.1装入量的确定装入量是指转炉冶炼中每炉次装入的金属料总重量,它主要包括铁水和废钢量。
目前国内外装入制度大体上有三种方式:(1)定深装入;(2)分阶段定量装入;(3)定量装入3.2.2装入次序目前永钢的操作顺序为,钢水倒完后进行溅渣护炉溅渣完后装入废钢,然后兑入铁水。
为了维护炉衬,减少废钢对炉衬的冲击,装料次序也可以先兑铁水,后装废钢。
若采用炉渣预热废钢,则先加废钢,再倒渣,然后兑铁水。
如果采用炉内留渣操作,则先加部分石灰,再装废钢,最后兑铁水。
3.2供氧制度制订供氧制度时应考虑喷头结构,供氧压力,供氧强度和氧枪高度控制等因素。
3.2.1氧枪喷头转炉供氧的射流特征是通过氧枪喷头来实现的,因此,喷头结构的合理选择是转炉供氧的关键。
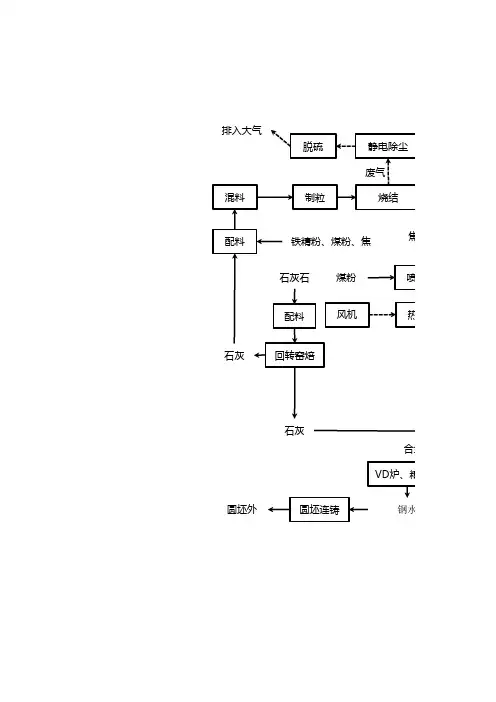

转炉及精炼连铸工艺流程及排污节点炉来的铁水用火车运送到炼钢厂倒罐站,兑罐后加入160t转炉;废钢由火车运送到炼钢厂配料跨配料后,用废钢料槽加入160t转炉;其它散状料经过炉顶加料系统加入160t转炉。
当转炉吹炼至铁水中的磷≤0.015%、碳含量满足要求时,分两包出钢运至LF精炼炉精炼后进入连铸机铸出钢坯。
转炉及精炼连铸工艺流程及排污节点见下图。
连铸工艺详解连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:1)钢包吹氩调温2)加废钢调温3)在钢包中加热钢水技术4)钢水包的保温中间包钢水温度的控制一、浇铸温度的确定浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5mi n、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
浇铸温度的确定可由下式表示(也称目标浇铸温度):T=TL+△T 。
二、液相线温度:即开始凝固的温度,就是确定浇铸温度的基础。
推荐一个计算公式:T=1536-{78[%C]+7.6[%Si]+4.9[%Mn]+34[%P]+30[%S]+5.0[%Cu]+3.1[%Ni]+1.3[% Cr]+3.6[%Al]+2.0[%Mo]+2.0[%V]+18[%Ti]}三、钢水过热度的确定钢水过热度主要是根据铸坯的质量要求和浇铸性能来确定。
精炼车间工艺流程图
400T/D酶法脱胶工段:
柠檬酸
↓
毛油→过滤(过滤器)→换热☆(换热器,70-95℃)→酸混合→酸反应(酸反应罐)
液碱水,PLC酶
↓↓
→碱混合→碱反应(碱反应罐)→换热☆(换热器,50-55℃)→酶混合器→酶反应→换热☆(换热器,75-90℃)→离心分离(离心机)→换热☆(换热器,85—95℃)→水混合→
↓
油脚
→水洗延时罐
↓
洗涤水
↑
→离心分离(离心机)→换热☆(换热器,105-125℃)→干燥☆(干燥罐,真空≤200mbar)→干燥油→冷却☆(换热器,65℃以下)→过滤→三级油
1200T/D水化脱胶工段:
热软水油脚→储存(暂存罐)→蒸发☆(蒸发器,100-135℃)→冷却☆(冷却器,30-65℃)
↓↑↓毛油→过滤(过滤器)→换热☆(换热器,70-95℃)→水化(水化反应罐)→离心分离(离心机)磷脂
→换热☆(换热器,90-125℃)→干燥☆(干燥罐,真空≤300mbar)→脱胶油
900T/D深度脱胶工段:
柠檬酸
↓
毛油→过滤(过滤器)→换热☆(换热器,70-95℃)→酸混合→酸反应(酸反应罐)→换热☆(换热器,40-45℃)
液碱
↓
→碱混合→碱反应(碱反应罐)→换热☆(换热器,70-95℃)→离心分离(离心机)→
↓
油脚
换热☆(换热器,105-125℃)→干燥☆(干燥罐,真空≤200mbar)→干燥油→冷却☆(换热器,75℃以下)
↓
过滤→四级油
1000T/D精炼工艺流程图:
磷酸液碱
↓↓
毛油→过滤(过滤器)→换热☆(换热器70-95℃)→酸混合→酸反应→碱混合→碱反应
→离心分离(离心机)→水洗混合→离心分离(离心机)→干燥(干燥罐)→干燥油→换热☆(换热器,88-125℃)
↓↓
皂脚洗涤水
白土
↓
→预混(预混罐)→脱色☆(脱色塔,真空≤400mbar)→混合油→过滤(过滤器)
↓
废白土
→脱色油→换热(换热器)→脱臭☆(脱臭塔,真空≤5mbar,温度230-250℃)→脱臭油→换热☆(换热器,75℃以下)
↓
脂肪酸,维E
→过滤→一级油→油罐→灌装封盖→装箱→入库
注:☆为关键控制点。