助焊剂检验指导书
- 格式:doc
- 大小:55.00 KB
- 文档页数:1
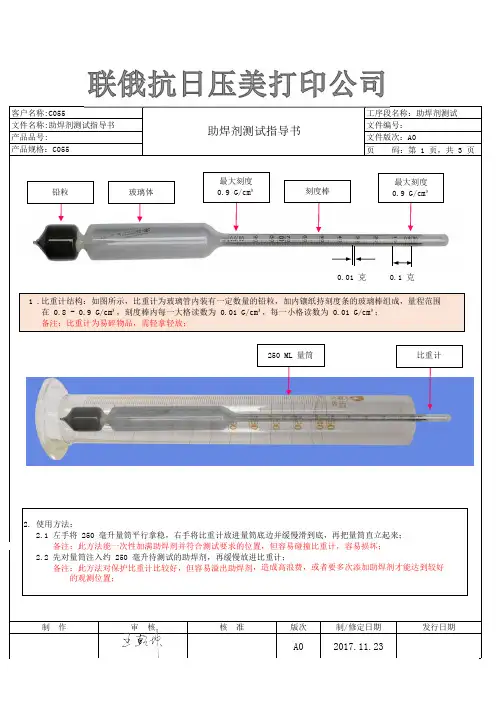
助焊剂测试指导书工序段名称:助焊剂测试文件名称:助焊剂测试指导书文件编号:文件版次:A0页 码:第 1 页,共 3 页审 核客户名称:C055助焊剂测试指导书工序段名称:助焊剂测试文件名称:助焊剂测试指导书文件编号:产品品号:文件版次:A0产品规格:C055页 码:第 2 页,共 3 页制 作审 核核 准版次制/修定日期发行日期3. 测试库存或者需入库的助焊剂:3.1 将抽水器放进助焊剂大桶内,再把量筒接住抽水器出水口,反复提压抽水器手柄,直到助焊剂装满量筒为此; 备注:此方法能一次性加满助焊剂并符合测试要求的位置,但容易碰撞比重计,容易损坏; 3.2 先对量筒注入约 250 毫升待测试的助焊剂,再缓慢放进比重计;备注:此方法对保护比重计比较好,但容易溢出助焊剂,造成高浪费,或者要多次添加助焊剂才能达到较好 的观测位置;4. 读取助焊剂比重:将量筒抬高到与人眼基本持平,使量筒垂直于地面,让比重计处于量筒 的中间,不要碰到量筒,然后读取助焊剂液面淹没刻度棒上的最近一条刻度 线,由上向下读取数据;备注:如果刻度棒的数字转过了观察面,就轻轻转一下刻度棒;0.80 刻度0.81 刻度0.814 刻度5. 读取结果:测试结果为 0.814 G/cm³ 备注:A:每大格为 0.1,每小格为 0.01; B:测试结果合格;产 品 测 试 指 导 书生产注意事项助焊剂测试指导书工序段名称:助焊剂测试文件名称:助焊剂测试指导书文件编号:文件版次:A0页 码:第 3 页,共 3 页6. 测试使用中的助焊剂:用 U 型夹将量筒按图示浸到助爆开剂发泡槽取用助 焊剂,直到助焊剂装满量筒为此;再按上面的方法测量 和读取数据;7. 助焊剂稀释剂:如果使用中的助焊剂比重偏大,需用稀释按 9:2 的比例稀释后再检测,直到检测结果在 0.8-0.83G/cm³。
助焊剂进料检验规范(ISO9001:2015)1. 目的:本规范制定之目的在于:A.提供有关助焊剂检验标准。
B.做为进料检验之依据。
C.除非客户有特殊要求。
2. 适用范围:凡本公司进料所之助焊剂均适用。
3. 作业内容:3.1 抽样标准: ANSI/ASQ Z1.4-2003 LEVEL Ⅱ单次正常抽样AQL: 严重缺点(CR)=0%主要缺点(MA)=0.25%次要缺点(MI)=1.0%3.2确认来料是否附有供货商出货检验报告且报告中包含如下检测项目:1.外观/气味2.密度3.水萃取液电阻率4.酸值5.铜板腐蚀性6.绝缘阻抗3.3外观为黄色液体没有刺激性气味。
3.4密度检验,将新来料助焊剂注满250ML密度计容器内,读取刻度计上未浸入溶液位的刻度数值是否在承认规格书承认的规格范围内,后将测试值记录于检验报表中。
3.5取10g助焊剂放入ROHS检测仪中进行测试,看测试结果是否OK,将测试结果记录于检验记录报表中.3.6绝缘阻抗测试:取5ML助焊剂均匀的滴加到如下图1 PCB板(GB/T9491-2002梳形线路板,线宽0.5mm,线距0.5mm,板厚1.5mm)焊盘位置,放置锡炉(温度235±10℃)浸锡3S,用高阻仪(量程为100MΩ、电压为DC:500V)按下图1示分别测量1-2、2-3、3-4和4-5脚之间的绝缘电阻(1MIN)后读数。
测试标准(参照GB/T9491-2002)大于10000MΩ,并将测试结果记录到报表中。
3.7高温高湿试验测试:取5ML助焊剂均匀的滴加到如上图1 PCB板(GB/T9491-2002梳形线路板,线宽0.5mm,线距0.5mm,板厚1.5mm)焊盘位置,放置锡炉(温度235±10℃)浸锡3S,然后放入40℃和相对湿度为90%-95%的试验箱中保持96 H,在室温和相对湿度为85%的条件下恢复1 H,用高阻仪(量程为100MΩ、电压为DC:500V)按上图1示分别测量1-2、2-3、3-4和4-5脚之间的绝缘电阻(1MIN)后读数。
一.卤素含量的测定实验方法:电位滴定法1.试剂:(1)乙醇─苯混合溶液(10:1) (2)硝酸银标准溶液0.05N (需标定) 2.仪器:电位差计、银电极、甘汞电极(玻璃电极) 3.基本原理:(略) 注:由能斯特公式导出电位滴定法是一种测量滴定反应过程中电位变化的方法,当滴定反应达到等当点时,待测物质浓度突变,使指示电极的电位产生突跃,故可确定终点。
4.硝酸银标准溶液的配制: 用万分之一天平称量8.494g硝酸银,后溶解至1L容量瓶中(0.05N)。
5.基准氯化钠标准溶液的配制: 用减量法称量氯化钠(优级纯)至坩锅中,在550℃下烘烤2个小时左右,降至室温,转至称量瓶中称量,取50ml小烧瓶,将氯化钠慢慢(分几次)向小烧杯中倒,称重1.64g,溶解后转移至1L容量瓶中。
(1ml=0.001g氯) 6.铬酸钾(2%)溶液配制: 称取2g铬酸钾配成2%的水溶液。
7.标定硝酸银: 吸取10ml溶液于250ml锥形瓶中,以铬酸银溶液为指示剂, 用硝酸银溶液滴定至淡黄色为终点。
按下式计算系数C:C=0.01/V (g/ml). 8.实验步骤:准确称量试样(约1g)若为焊剂则移取已知比重的试液1ml,配制成200ml溶液于500ml烧杯中,接好电极, 开动电磁搅拌,用0.05N硝酸银溶液滴定,记录消耗的硝酸银溶液体积(ml)和相应的电极电位(mv).全部实验需进行空白试验。
Cl%=C(V-V0)/m x100%二、酸值的测定: 实验方法: 酸碱滴定法1.试剂: (1)无水乙醇(2)甲苯(3)0.1N KOH标准溶液:将5.6gKOH溶于蒸馏水中,备用。
(4)酚酞溶液:1g酚酞溶于甲醇溶液中至100ml。
2.实验步骤: (1)用溶剂(选(1)、(2)或(1)+(2))溶解约1g样品(若为焊剂则移取已知比重的试液1ml),溶于100溶剂内。
(2)滴加酚酞指示剂,立即用KOH溶液滴定至浅粉红色,持续15S即可。
(须做空白) 酸值=N(V-V0)×56.11/m (mgKOH/g)三、扩展率测定: 实验方法:游标卡尺测量法实验步骤: 1.样板的制备: 将T2铜板剪成适当的小块,用(1:2)盐酸除去氧化膜后,用水冲洗,再用乙醇2铜板剪成适当的小块,用(1:2)盐酸除去氧化膜后,用水冲洗,再用乙醇2铜板剪成适当的小块,用(1:2)盐酸除去氧化膜后,用水冲洗,再用乙醇清洗,放置空气中干燥后,放入150℃±5℃烘箱内1小时氧化,取出放入严密的玻璃瓶中备用。
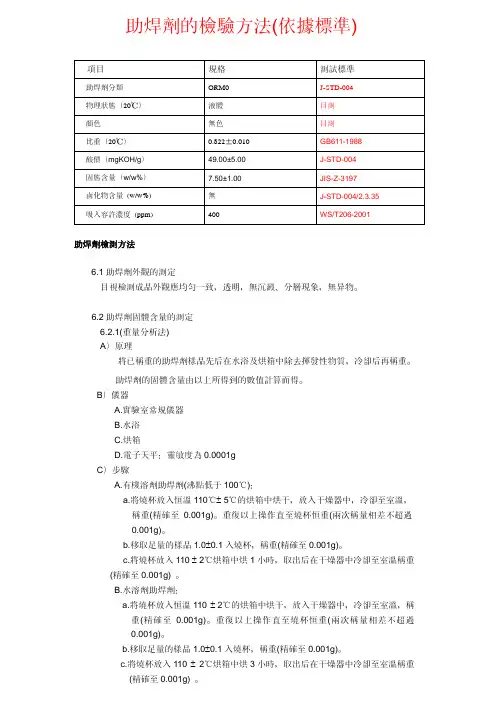
助焊剂的檢驗方法(依據標准)项目 规格 测试标准助焊剂分类 ORM0 J-STD-004物理状态(20℃) 液体 目测颜色 无色 目测比重(20℃) 0.822±0.010 GB611-1988酸价(mgKOH/g) 49.00±5.00 J-STD-004固态含量(w/w%) 7.50±1.00 JIS-Z-3197卤化物含量 (w/w%) 无 J-STD-004/2.3.35吸入容许浓度 (ppm) 400 WS/T206-2001助焊剂检测方法6.1助焊剂外观的测定目视检测成品外观应均匀一致,透明,无沉淀、分层现象,无异物。
6.2助焊剂固体含量的测定6.2.1(重量分析法)A)原理将已称重的助焊剂样品先后在水浴及烘箱中除去挥发性物质,冷却后再称重。
助焊剂的固体含量由以上所得到的数值计算而得。
B)仪器A.实验室常规仪器B.水浴C.烘箱D.电子天平:灵敏度为0.0001gC)步骤A.有机溶剂助焊剂(沸点低于100℃):a.将烧杯放入恒温110℃± 5℃的烘箱中烘干,放入干燥器中,冷却至室温,称重(精确至0.001g)。
重复以上操作直至烧杯恒重(两次称量相差不超过0.001g)。
b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。
c.将烧杯放入110 ± 2℃烘箱中烘1小时,取出后在干燥器中冷却至室温称重(精确至0.001g) 。
B.水溶剂助焊剂:a.将烧杯放入恒温110°± 2℃的烘箱中烘干,放入干燥器中,冷却至室温,称重(精确至0.001g)。
重复以上操作直至烧杯恒重(两次称量相差不超过0.001g)。
b.移取足量的样品1.0±0.1入烧杯,称重(精确至0.001g)。
c.将烧杯放入110 ±2℃烘箱中烘3小时,取出后在干燥器中冷却至室温称重(精确至0.001g) 。
D)计算助焊剂中固体物质百分含量计算如下式: M2 / M1 x 100其中:M2----------干燥后残余物质量(g)M1----------称取的样品重量(g)6.3助焊剂比重的测定6.3.1适用范围用于规范DMA35n手持式温度/密度计之操作密度:0至1.999g/cm³ 温度:0至405ºC, 32至1045ºF, 粘度:0至1000Mpa.s测量不可靠性: 密度:±0.001g/ cm³,温度: ±0.2ºC6.3.2 参考文件DMA 35n 手持式温度/密度计手册6.3.3 测试步骤A 连接吸液管顺时针方向将吸管拧进DMA35n,直到感觉有阻力感,不要使用任何工具,以免损伤螺纹。
焊接质量检验指导书
简介
本指导书的目的是为了帮助焊接行业从业人员检验焊接质量。
它提供了一些必要的步骤和方法。
步骤
1. 检查焊接材料和设备是否达到了标准
2. 检查焊接工艺参数和参数设置是否与工艺文件一致
3. 观察焊缝表面的质量,如裂纹、气孔和夹杂物等
4. 检查焊缝的尺寸和外观是否符合标准
5. 对焊接样品进行检验,如弯曲和拉伸等试验
6. 对焊缝的硬度进行测试
方法
1. 使用对焊接试板,对芯片、基底材、保护气体及加热等条件
进行焊接试验。
对于传递并吸收热量的材料,焊接面必须充分接触。
2. 观察焊缝表面质量,如果出现裂纹、气孔和夹杂物等缺陷,则焊接质量不符合标准,需要重新焊接。
3. 对焊缝的尺寸和外观进行相关测试,对焊接样品进行弯曲、拉伸等试验来评价其焊接质量是否符合标准。
4. 进行硬度测试,并将测定值与标准比较,以确定焊接质量是否合格。
结论
本指导书提供了焊接质量检验的必要步骤和方法,通过严格的检验确保焊接质量达到标准。
如果焊接质量检验不合格,则需重新进行焊接。
参考文献
- 《焊接试验-焊缝制备与金相检验》
- 《焊接实验》。
锡膏及助焊剂测试方法测试标准•锡膏相关标准Solder paste•JIS-Z-3284•JIS-Z-3197•IPC J-STD-006•IPC J-STD-005•IPC J-STD-004•IPC J-STD-003•IPC-TM-650•JIS-Z-3283•助焊剂相关标准Flux•J-STD-004•JIS-Z-3197•IPC-TM-650•GB/T助焊剂保护剂活化剂扩散剂溶剂添加剂松香树脂等有机酸及盐含氮有机物表面活性剂IPA,乙醇,少量高沸点溶剂缓蚀剂,消光剂等H0High(0%)RE Resin K H1High(>2.0%)REResinLM1Moderate(0.5-2.0%)RE Resin J M0Moderate(0%)RE Resin I L1Low(<0.5%)RE Resin H L0Low(0%)RE Resin G H1High(>2.0%)RO Rosin F H0High(0%)RO Rosin E M1Moderate(0.5-2.0%)RO Rosin D M0Moderate(0%)RO Rosin C L1Low(<0.5%)RO Rosin B L0Low(0%)RO Rosin A 助焊剂类型助焊剂活性水平(%卤化物)符号助焊剂成分材料助焊剂类型符号M1Moderate(0.5-2.0%)IN Inorganic W H1High(>2.0%)INInorganicYH0High(0%)IN Inorganic X M0Moderate(0%)IN Inorganic V L1Low(<0.5%)IN Inorganic U L0Low(0%)IN Inorganic T H1High(>2.0%)OA Organic S H0High(0%)OA Organic R M1Moderate(0.5-2.0%)OA Organic Q M0Moderate(0%)OA Organic P L1Low(<0.5%)OA Organic N L0Low(0%)OA Organic M 续上表•JIS-Z-3197 中规定的助焊剂分类JIS-Z-3197 8.1水萃取液电导率8GB/T15829.2-1995物理稳定性9IPC-TM-650 2.3.33 铬酸银测试7*IPC-TM-650 2.3.35IPC-TM-650 2.3.28.1卤素含量6*JIS-Z-3197 / IPC-TM-650 2.3.34固体含量/不挥发分含量5IPC-TM-650 2.3.13 酸值4GB/T7534-87 沸程3GB/T4472-84 密度2目视外观1备注测试标准测试项目编号备注测试标准测试项目编号19干燥度18IPC-TM-6502.3.25离子清洁度17IPC-TM-6502.6.14.1电化学迁移试验16IPC-TM-6502.6.3.3表面绝缘电阻15IPC-TM-6502.3.32铜镜腐蚀14IPC-TM-6502.6.15铜板腐蚀13相对润湿力/润湿性12JIS-Z-31978.3.1.1扩展率11GB 闪点10助焊剂类/测试方法:外观测试方法:目视结果应该为透明液体,无分层,无沉淀,无杂质。
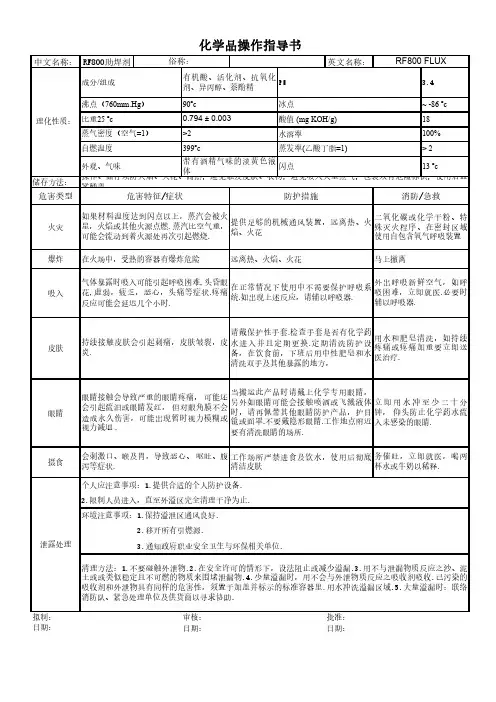
中文名称:RF800助焊剂英文名称:3.4~ -86 ºc 18100%> 213 ºc 储存方法:危害类型火灾爆炸吸入皮肤眼睛摄食拟制:审核:批准:日期:日期: 日期:俗称:RF800 FLUX理化性质:成分/组成有机酸、活化剂、抗氧化剂、异丙醇、萘酚精PH沸点(760mm.Hg )90ºc冰点比重25 ºc0.794 ± 0.003酸值 (mg KOH/g)蒸气密度(空气=1)>2水溶率自燃温度399ºc蒸发率(乙酸丁脂=1)外观、气味带有酒精气味的淡黄色液体闪点操作、储存须防火焰、火花、高热;避免触及皮肤、衣物;避免吸入大量蒸气;包装须有危险标识;使用后盖紧桶盖危害特征/症状防护措施消防/急救如果材料温度达到闪点以上,蒸汽会被火星,火焰或其他火源点燃.蒸汽比空气重,可能会流动到着火源处再次引起燃烧.提供足够的机械通风装置,远离热、火焰、火花二氧化碳或化学干粉、特殊灭火程序、在密封区域使用自包含氧气呼吸装置立即用水冲至少二十分钟,仰头防止化学药水流入未感染的眼睛.在火场中,受热的容器有爆炸危险远离热、火焰、火花马上撤离气体暴露时吸入可能引起呼吸困难,头昏眼花,虚弱,疲乏,恶心,头痛等症状.疼痛反应可能会延迟几个小时.在正常情况下使用中不需要保护呼吸系统.如出现上述反应,请辅以呼吸器.外出呼吸新鲜空气,如呼吸困难,立即就医.必要时辅以呼吸器.化学品操作指导书会刺激口、喉及胃,导致恶心、呕吐、腹泻等症状.工作场所严禁进食及饮水,使用后彻底清洁皮肤务催吐,立即就医,喝两杯水或牛奶以稀释.泄露处理个人应注意事项:1.提供合适的个人防护设备.2.限制人员进入,直至外溢区完全清理干净为止.环境注意事项:1.保持溢泄区通风良好. 2.移开所有引燃源.3.通知政府职业安全卫生与环保相关单位.清理方法:1.不要碰触外泄物.2.在安全许可的情形下,设法阻止或减少溢漏.3.用不与泄漏物质反应之沙、泥土或或类似稳定且不可燃的物质来围堵泄漏物.4.少量溢漏时,用不会与外泄物质反应之吸收剂吸收.已污染的吸收剂和外泄物具有同样的危害性,须置于加盖并标示的标准容器里.用水冲洗溢漏区域.5.大量溢漏时:联络消防队、紧急处理单位及供货商以寻求协助.持续接触皮肤会引起刺痛,皮肤皱裂,皮炎.请戴保护性手套.检查手套是否有化学药水进入并且定期更换.定期清洗防护设备,在饮食前,下班后用中性肥皂和水清洗双手及其他暴露的地方,用水和肥皂清洗,如持续疼痛或疼痛加重要立即送医治疗.眼睛接触会导致严重的眼睛疼痛,可能还会引起流泪或眼睛发红,但对眼角膜不会造成永久伤害,可能出现暂时视力模糊或视力减退 .当搬运此产品时请戴上化学专用眼睛,另外如眼睛可能会接触喷洒或飞溅液体时,请再佩带其他眼睛防护产品,护目镜或面罩.不要戴隐形眼睛.工作地点附近要有清洗眼睛的场所.。

焊接检验指导书1.0 目的为检验员提供检验规则和检验方法,指导其正确检验从而稳定产品质量。
2 .0适用范围本公司焊接所加工出的产品的检验方法及质量要求。
3.0 定义3.1焊接缺陷:焊接接头中的缺陷。
分为尺寸缺陷、冶金缺陷和性能上的缺陷。
3.2焊缝高度:焊缝表面最高处与母材上缝边连线的垂直距离。
3.3焊漏:单面熔化焊时,焊缝跟部突出的过量金属。
3.4焊瘤:焊接过程中,熔化的金属流淌到焊缝以外未熔化的母材上而形成的金属堆积。
4.0 引用标准4.1、GB/T 1804-2000 一般尺寸公差未注公差的线性和角度尺寸的公差。
4.2、GB/T 1184-1996 形状和位置公差未注公差值。
5.0 检验方法及质量要求5.1焊接件装配质量要求5.1.1装配间隙小于0.5mm。
5.1.2错边量小于板厚的10%,并不大于0.2mm。
5.1.3尺寸公差应满足图纸及工艺要求。
5.2定位焊质量要求5.2.1定位焊点应牢固,无虚焊、气孔、夹渣等缺陷。
5.2.2定位焊焊接电流可以大于正常焊接电流。
5.2.3定位焊点间距应均匀,并满足焊接工艺要求;以尽量减小焊接变形为原则。
5.2.4严禁装配定位焊接时在工件表面造成锤痕、划伤等缺陷。
5.3焊接质量要求5.3.1点焊的要求5.3.1.1焊点牢靠、无脱焊、漏焊现象。
5.3.1.2点焊外表面喷涂后不允许有明显的点焊压痕。
5.3.1.3点焊边距最小以不造成边缘压溃为原则。
5.3.1.4搭接量,一般为边距的2倍,板金件采用下表数据:5.3.1.5非外表面点焊焊点压痕深度不超过板材实际厚度的15%允许存在。
5.3.1.6点焊焊点压痕直径允许比图纸规定值大15%、小10%;焊点相互位置允许与图纸规定偏差±2mm。
5.3.1.7熔核直径D=4δδ:工件厚度5.3.1.8不允许出现熔核偏移、压痕过深、表面熔化与烧穿、裂纹、疏松和缩孔、接头边缘压溃或开裂、焊点脱开等不良现象。
5.3.1.9点焊件相互不产生明显的偏移及较大的变形。
J 33JB/T 6173-1992水溶性有机助焊剂1992-05-15 发布1993-01-01 实施中华人民共和国机械电子工业部发布11范围本标准规定了水溶性有机助焊剂的主要技术要求,试验方法,检验规则和标志、包装、运输、贮存。
本标准适用于电子元器件在印制板上进行自动焊接与手工焊接用水溶性有机助焊剂(以下简称助焊剂)。
2引用标准GB 2828逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 2829周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 2423.3电工电子产品基本环境试验规程 试验Ca :恒定湿热试验方法GB 2424.2电工电子产品基本环境试验规程 湿热试验导则GB 611化学试剂密度测定通用方法GB 191包装储运图示标志SY 2000石油产品包装、贮运及交货验收规则3 技术要求3. 1 色状助焊剂是无色或淡颜色的无沉淀物的液体。
3. 2 比重3. 2. 1 手工焊用的以水为溶剂的助焊剂比重为:1.04±0.06g/cm 3。
3. 2. 2 自动焊用的以异丙醇为溶剂的助焊剂比重为:0.90±0.05g/cm 3。
3. 3 酸碱度助焊剂的酸碱度即pH 值为:1.0~4.0。
3. 4 扩展率 扩展率>90%。
3. 5 铜板腐蚀试验铜板腐蚀试验后的样板无腐蚀现象。
3. 6 绝缘电阻经助焊剂焊接处理后的印制板在清洗风干后的绝缘电阻>1×1011Ω。
4 试验方法4. 1 色状机械电子工业部1992-05-15 批准中华人民共和国机械行业标准水 溶 性 有 机 助 焊 剂JB/T 6173-19921993-01-01 实施2用标准色卡目测4. 2 比重比重测定按GB 611的规定进行。
手工焊用的助焊剂比重用比重瓶法测定。
自动焊用的助焊剂用比轻计测定,比重天平法做为仲裁手段。
4. 3 酸碱度 用pH 计测试。
4. 4 扩展率采用的试样液为水溶性有机助焊剂,试片为0.3mm×30mm×30mm 的薄铜片,试验方法参见附录A 。
焊接检验作业指导书QB-HT-GD-ZY-14-0/B-20121、总则1、1为更好的保证焊接工艺在工程施工当中得到有效的执行,特制定本规定。
1、2焊接必须有资格的焊工严格按照经评定合格的焊接工艺进行施焊。
2、应满足施焊的要求:2、1焊条、焊丝、焊剂等焊接材料必须符合焊接工艺指导书的规定,并应有相应的合格证书,焊前应按规定进行烘干处理。
2、2焊接环境温度应能保证焊件焊接所需的足够温度和焊工技能不受影响,一般应在不低于0℃的环境温度下焊接。
对于不要求预热的焊件来说,在无任何防护措施的情况下焊接时,其最低环境温度不得低于下列规定,否则应对焊接接头进行预热:非合金钢:—20℃;奥氏体不锈钢:—5℃;低合金钢:0 ℃;此外,焊件表面不应潮湿或有冰雪。
焊接电弧1m范围内相对湿度一般不得大于90%,铝及铝合金焊接不得大于80%;2、3焊接式的风速应符合下列规定,否则应有防风措施:手工电弧焊、埋弧焊、氧乙炔焊不大于8m/s;氩弧焊、二氧化碳气体保护焊不得大于2m/s;2、4在焊接根部焊道前,应对定位焊缝进行检查。
当发现裂纹、夹渣等缺陷时,应进行消除;2、5严禁在坡口外的母材表面上进行引弧或实验电流。
并应防止母材表面被电弧划伤;2、6施焊时应防止管内有激烈的空气流动。
不锈钢和有色金属采取氩弧焊打底时,焊缝内应充氩气或其他的保护气体防止内侧焊缝被氧化;2、7焊接时应采取合理的焊接顺序,并按规定进行焊前预热;2、8施焊过程应保证起弧和收弧处的焊缝质量,收弧时弧坑要填满,多层焊时应将层间接头错开;2、9除工艺或检查要求需分次焊接外,每条焊缝宜一次连续焊完。
当应故中断焊接时,应根据工艺要求采取保温或后热措施,以防止裂纹产生。
在此焊接前,应检查焊缝表面并确认无裂纹后港客安源工艺有求继续焊接;2、10焊接完毕后,拆除组对工卡具时不得损伤母材,拆除后应将残留焊疤打磨修整至于母材表面齐平。
处于需预拉或与压的管道上的焊缝,组对时所用的工卡应在焊缝焊接和热处理完毕、并经检验合格后方可拆除;2、11焊缝返修时,应事先进行质量分析。
危險化學品安全技術指導書---助焊劑文件編號﹕編制﹕審核﹕核准﹕一﹑範圍本指導書提供了助焊劑的理化特性等基本危害信息,指導使用部門和人員對其採取防護措施和應急行動。
本指導書參照GB 16483-2000 eqv ISO 11014-1:1994《化學品安全技術說明書編寫規定》及其附錄A《填寫指南》,選擇其中使用者應該知道和掌握的內容編制。
二﹑物品資料物品名稱﹕助焊劑物品型號﹕物品料號﹕NO. 成份CAS.NO 最高含量% 危害物质分类及图式1 混合醇溶剂64-17-5,67-63-0 80~852 活性劉112-80-1 1~53 高溫潤溫劑56-81-5 5~104 其它助劑1~3 /最重要危害效应健康危害效应:高浓度蒸气可能造成头痛,恶心,嗜睡,动作不协调和无意识,视觉与皮肤刺激等。
会由皮肤吸收达中毒量,大量暴露会造成意识丧失及致死。
吞食或呕吐可能导入肺部。
长期接触会伤及周围(手、脚)神经。
环境影响:其流布预期是以挥发为主。
物理性及化学性危害:其液体和蒸气高度易燃,会累积静电。
蒸气比空气重,会传播至远处,遇火源可能造成回火,液体会浮在水面而扩散火势。
特殊危害:---主要症状:刺激感、困倦、头痛、晕眩、恶心。
物品危害分类:第3类(易燃液体)。
不同暴露途径之急救方法:吸入:1.移走污染源或将患者移至新鲜空气处。
2.若呼吸停止,立即由受训过的人施予人工呼吸,若心跳停止则施予心肺复苏术。
3.立即就医。
皮肤接触:1.脱掉污染的衣物、鞋子以及皮饰品(如表带、皮带)。
2.用水和非磨砂性肥皂,彻底但缓和的清洗5分钟以上。
3.若仍有刺激感,立即就医。
眼睛接触:1.立刻将眼皮撑开,用缓和流动的温水冲洗污染的眼睛20分钟。
2.若冲洗后仍有刺激感,再反复冲洗。
3.立即就医。
食入:1.若患者即将丧失意识、已丧失意识或痉挛,不可经口喂食任何东西。
2.不可催吐。
3.给患者喝下240~300ml 的水。
4.若患者个发性呕吐,让其身体向前倾以减低吸入危险,反复给水。
助焊剂焊料检测方法目录:一、卤素含量的测定二、酸值的测定:三、扩展率测定:四、焊剂含量测定(焊丝)五、锡含量测定六、样品制备七、发泡实验八、颜色九、比重十、机械杂质十一、水溶物电导率试验十二、绝缘电阻试验十三、铜板腐蚀试验一.卤素含量的测定实验方法:电位滴定法1.试剂:(1)乙醇─苯混合溶液(10:1)(2)硝酸银标准溶液0.05N(需标定)2.仪器:电位差计、银电极、甘汞电极(玻璃电极)3.基本原理:(略)注:由能斯特公式导出电位滴定法是一种测量滴定反应过程中电位变化的方法,当滴定反应达到等当点时,待测物质浓度突变,使指示电极的电位产生突跃,故可确定终点。
4.硝酸银标准溶液的配制:用万分之一天平称量8.494g硝酸银,后溶解至1L容量瓶中(0.05N)。
5.基准氯化钠标准溶液的配制:用减量法称量氯化钠(优级纯)至坩锅中,在550℃下烘烤2个小时左右,降至室温,转至称量瓶中称量,取50ml小烧瓶,将氯化钠慢慢(分几次)向小烧杯中倒,称重1.64g,溶解后转移至1L容量瓶中。
(1ml=0.001g 氯)6.铬酸钾(2%)溶液配制:称取2g铬酸钾配成2%的水溶液。
7.标定硝酸银:吸取10ml溶液于250ml锥形瓶中,以铬酸银溶液为指示剂,用硝酸银溶液滴定至淡黄色为终点。
按下式计算系数C:C=0.01/V(g/ml).8.实验步骤:准确称量试样(约1g)若为焊剂则移取已知比重的试液1ml,配制成200ml溶液于500ml烧杯中,接好电极,开动电磁搅拌,用0.05N硝酸银溶液滴定,记录消耗的硝酸银溶液体积(ml)和相应的电极电位(mv).全部实验需进行空白试验。
Cl%=C(V-V0)/m x100%二、酸值的测定:实验方法:酸碱滴定法1.试剂:(1)无水乙醇(2)甲苯(3)0.1N KOH标准溶液:将5.6gKOH溶于蒸馏水中,备用。
(4)酚酞溶液:1g酚酞溶于甲醇溶液中至100ml。
2.实验步骤:(1)用溶剂(选(1)、(2)或(1)+(2))溶解约1g样品(若为焊剂则移取已知比重的试液1ml),溶于100溶剂内。
锡膏及助焊剂测试方法测试标准•锡膏相关标准Solder paste•JIS-Z-3284•JIS-Z-3197•IPC J-STD-006•IPC J-STD-005•IPC J-STD-004•IPC J-STD-003•IPC-TM-650•JIS-Z-3283•助焊剂相关标准Flux•J-STD-004•JIS-Z-3197•IPC-TM-650•GB/T助焊剂保护剂活化剂扩散剂溶剂添加剂松香树脂等有机酸及盐含氮有机物表面活性剂IPA,乙醇,少量高沸点溶剂缓蚀剂,消光剂等H0High(0%)RE Resin K H1High(>2.0%)REResinLM1Moderate(0.5-2.0%)RE Resin J M0Moderate(0%)RE Resin I L1Low(<0.5%)RE Resin H L0Low(0%)RE Resin G H1High(>2.0%)RO Rosin F H0High(0%)RO Rosin E M1Moderate(0.5-2.0%)RO Rosin D M0Moderate(0%)RO Rosin C L1Low(<0.5%)RO Rosin B L0Low(0%)RO Rosin A 助焊剂类型助焊剂活性水平(%卤化物)符号助焊剂成分材料助焊剂类型符号M1Moderate(0.5-2.0%)IN Inorganic W H1High(>2.0%)INInorganicYH0High(0%)IN Inorganic X M0Moderate(0%)IN Inorganic V L1Low(<0.5%)IN Inorganic U L0Low(0%)IN Inorganic T H1High(>2.0%)OA Organic S H0High(0%)OA Organic R M1Moderate(0.5-2.0%)OA Organic Q M0Moderate(0%)OA Organic P L1Low(<0.5%)OA Organic N L0Low(0%)OA Organic M 续上表•JIS-Z-3197 中规定的助焊剂分类JIS-Z-3197 8.1水萃取液电导率8GB/T15829.2-1995物理稳定性9IPC-TM-650 2.3.33 铬酸银测试7*IPC-TM-650 2.3.35IPC-TM-650 2.3.28.1卤素含量6*JIS-Z-3197 / IPC-TM-650 2.3.34固体含量/不挥发分含量5IPC-TM-650 2.3.13 酸值4GB/T7534-87 沸程3GB/T4472-84 密度2目视外观1备注测试标准测试项目编号备注测试标准测试项目编号19干燥度18IPC-TM-6502.3.25离子清洁度17IPC-TM-6502.6.14.1电化学迁移试验16IPC-TM-6502.6.3.3表面绝缘电阻15IPC-TM-6502.3.32铜镜腐蚀14IPC-TM-6502.6.15铜板腐蚀13相对润湿力/润湿性12JIS-Z-31978.3.1.1扩展率11GB 闪点10助焊剂类/测试方法:外观测试方法:目视结果应该为透明液体,无分层,无沉淀,无杂质。