钢的淬透性
- 格式:doc
- 大小:39.50 KB
- 文档页数:6
(3)钢的淬透性
淬透性是钢的主要热处理工艺性能,它对合理选用材料及正确制定热处理工艺,具有十分重要的意义。
1)淬透性的概念
淬透性,从组织上讲,是指钢淬火时全部或
部分地获得马氏体组织的难易程度;从硬度上
讲,是指钢淬火时获得较深淬硬层或中心被淬硬
(淬透)的能力。淬硬层越深,表明钢的淬透性
越好。
从理论上讲,淬硬层深度应是工件整个截面上
全部淬成马氏体的深度。但实际上,一般规定从
工件表面向里至半马氏体区(马氏体与非马氏体
组织各占一半处)的垂直距离作为有效淬硬层深
度。用半马氏体处作淬硬层界限,只要测出截面
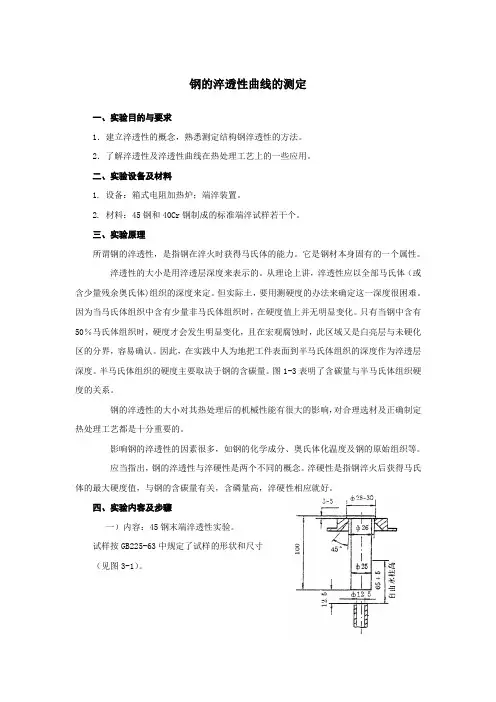
上半马氏体硬度值的位置,即可确定出淬硬层深图 3-22 工件淬透层深度与冷却速度的关系示意图 度。零件淬火所能获得的淬硬层深度是变化的, 随钢的淬透性、零件尺寸和形状以及工艺规范的不同而变化。
实际淬火工作中,如果整个截面都得到马氏体,即表明工件已淬透。但大的工件经常是表面淬成了马氏体,而心部未得到马氏体,这是因为淬火时,表层冷却速度大于临界冷却速度V而K心部小于V的缘故,如图3-22所示。 K
2)注意区分两对易混淆的概念
?淬透性与淬硬性的区别
淬透性:表明钢淬火时获得马氏体的能力。过过冷奥氏体越稳定,C曲线越向右移,马氏体临界冷却速度V越小,钢的淬透性越好(越高)。它主要取决于奥氏体合金含量。 k
淬硬性:表示钢淬火后能达到最高硬度的能力。淬火后硬度越高,淬硬性越好(越高)。它主要取决于马氏体碳的质量分数,合金元素含量对淬硬性没有显著影响。
所以说,淬透性好的钢,其淬硬性不一定高。
例题1:比较T10 、20CrMnTi 、40Cr 三种钢的淬透性和 淬硬性的高低。 请选择: 最高 较高 最低
T10 20CrMnTi 40Cr
最低最高较高 淬透性
最高最低较高 淬硬性
?淬透性和具体条件下具体零件的淬透层深度的区别
在同样奥氏体条件下,同一种钢的淬透性是相同的,但不能说同一种钢水淬与油淬时的有效淬透层深度相同。钢的淬透层深度与钢的临界冷却速度、工件的截面尺寸和介质的冷却能力有关。同样条件下,钢的临界冷却速度越小,工件的淬透层深度越深,而的淬透性却不随工件形状、尺寸 和介质的冷却能力改变。
例题2:试说明下列各组零件的淬透性情况 ?φ30mm与φ300mm的两根轴,均为45钢,奥氏体化条件相同;
?φ30mm的两个45钢零件,奥氏体化条件相同,一个水淬,一个油淬;
?四个φ30mm的零件—其材料分别为:40钢、60钢、Cr12钢、40Cr钢,均油淬。
答:??中各自两零件材料化学成分相同,奥氏体化条件相同,淬透性也相同;?
因四个零件材料化学成分不同,淬透性则不同,从40钢、60钢、40Cr钢到Cr12钢淬透性依次提高。
3)淬透性的测定方法(简介)
?末端淬火法
?临界直径(D)法
4)淬透性的实际意义
力学性能是机械设计中选材的主要依据,而钢的淬透性又会直接影响热处理后的力学性能。因此选材时,必须对钢的淬透性有充分了解。
对于截面尺寸较大和在动载荷下工作的许多重要零件,以及承受拉和压应力的连接螺栓、拉杆、锤杆等重要零件,常常要求零件的表面与心部力学性能一致,此时应选用高淬透性的钢制造,并要求全部淬透。
对于承受弯曲或扭转载荷的轴类、齿轮零件,其表面受力最大、心部受力最小,则可选用淬透性较低的钢种,只要求淬透层深度为工件半径或厚度的1/2?1/3即可。
对于某些工件,不可选用淬透性高的钢。例如焊件,若选用高淬透性钢,易在焊缝热影响区内出现淬火组织,造成焊件变形开裂。
(4)淬火钢的回火转变
淬火后的钢组织为马氏体和少量的残余奥氏体,它们都是亚稳定组织,有自发转变为F+FeC3两相的平衡组织的倾向。淬火后的钢随着加热温度,发生如下转变: ? 马氏体分解(100,350?)
100?以上回火时,马氏体中的碳开始以化学式为FeC的过渡型碳化物(称为ε碳化物)的2.4
形式析出,马氏体中碳的过饱和程度逐渐降低,到350?左右,α相碳的质量分数降到接近平衡成分,马氏体分解基本结束,但此时α相仍保持针状特征。这种由过饱和度较低的α相与极细的ε碳化物组成的组织,称为回火马氏体。其显微组织如图3-25所示。由于ε碳化物析出,晶格畸变降低,淬火应力有所减小,但硬度基本不降低。
? 残留奥氏体分解(200,300?)
残留奥氏体从200?开始分解,到300?左右基本结束,转变为下贝氏体。在此温度范围内,马氏体仍在继续分解,因而淬火应力进一步减小,硬度无明显降低。
? 碳化物转变(250,400?)
250?以上,ε碳化物逐渐向稳定的渗碳体转变,到400?全部转变为高度弥散分布的、极细小的粒状渗碳体。因ε碳化物不断析出,此时α相的碳的质量分数降到平衡成分,即实际上已转变成铁素体,但形态仍为针状。于是得到由针状铁素体和极细小粒状渗碳体组成的复相组织,称为回火托氏体,其显微组织如图3-26所示。此时,淬火应力基本消除,硬度降低。
? 渗碳体聚集长大和α相再结晶(,400?)
400?以上,高度弥散分布的极细小粒状渗碳体逐渐转变为较大粒状渗碳体,到600?以上渗碳体迅速粗化。此外,在450?以上。α相发生再结晶,铁素体由针状转变为块状(多边形)。这种在多边形铁素体基体上分布着粗粒状渗碳体的复相组织,称为回火索氏体,其显微组织如图3-27所示。淬火应力完全消除,硬度明显下降。 由上可知,淬火钢回火时的组织转变,是在不同温度范围内进行的,但多半又是交叉重叠进行的,即在同一回火温度,可能进行几种不同的转变。淬火钢回火后的性能取决于组织变化,随着回火温度的升高,强度、硬度降低,而塑性、韧性提高,如图3-28所示。温度越高,其变化越明显。
(5)淬火钢件回火的目的
? 调整淬火钢的组织与性能,获得工件的使用性能。
? 稳定工件的尺寸,以保证工件在使用过程中不发生尺寸和形状的变化。
? 降低脆性,减少或消除内应力,防止工件变形开裂。
(6)回火的种类及应用
按回火温度的不同,可将回火分为以下三种
? 低温回火(150,250?)
回火后组织为回火马氏体。其目的是减小淬火应力和脆性,保持淬火后的高硬度(58,64HRC)和耐磨性。主要用于刃具、量具、模具、滚动轴承以及渗碳、表面淬火的零件。
? 中温回火(350,500?)
回火后组织为回火托氏体。其目的是获得高的弹性极限、屈服点和较好的韧性。硬度一般为35,50HRC。主要用于各种弹簧、锻模等。
? 高温回火(500,650?)
回火后的组织为回火索氏体。其目的是获得强度、塑性、韧性都较好的综合力学性能,硬度一般为200,350HBS。广泛用于各种重要结构件(如轴、齿轮、连杆、螺栓等),也可作为某些精密零件的预先热处理。
钢件淬火并高温回火的复合热处理工艺称为调质。钢经调质后的硬度与正火后的硬度相近,但塑性和韧性却显著高于正火。常用钢的淬火、回火温度与硬
度对照表,见附表?。
(7)回火脆性
回火温度升高时,钢的冲击韧度变化规律如图3-29所示。
由图可见,在250,350?和500,650?两个温度区间冲击韧度
显著降低,也就是脆性增加,这种脆化现象称为回火脆性。
? 低温回火脆性(也称第一类回火脆性)
低温回火脆性是指在250,350?回火时出现的脆性。几乎图3-29回火温度与合金钢韧性的关系 所有的工业用钢都有这类脆性。这类脆性的产生与冷却速度无
关,为避免这类回火脆性,一般不在此温度回火。
? 高温回火脆性(也称第二类回火脆性)
高温回火脆性是指在500,650?回火时出现的脆性。这类回火脆性具有可逆性,即将已产生此类回火脆性的钢,重新加热至650?以上温度,然后快冷,则脆性消失;回火保温后缓冷,则脆性再次出现。这类回火脆性主要发生在含有Cr、Ni、Si、Mn等合金元素的结构钢。尽量减少钢中杂质元素的含量以及采用含W、Mo等的合金钢来防止第二类回火脆性。