车工工艺学-翟之平-圆锥面加工
- 格式:doc
- 大小:3.76 MB
- 文档页数:9
课题五:车外圆锥面教学目的:1.让学生了解圆锥面在生产和生活中的应用及特点。
2.让学生撑握转动小滑板法车削外圆锥面的方法并能依照图纸加工出带有圆锥面的简单零件。
重点与难点重点:通过学习让学生加工出带有圆锥面的零件,并保证工件大小端直径尺寸锥度(角度)合格。
难点:保证莫氏圆各参数以及锥度达到图纸要求。
集中讲解圆锥配合的特点当圆锥角较小(在3°以下)时可以传递很大的转矩,同轴度较高,能做到无间隙配合。
圆锥各部分名称及尺寸计算。
1.形成:圆锥表面是由与轴线成一定角度且相交于轴线的一条直线段(母线)绕该轴旋转一周所形成的表面。
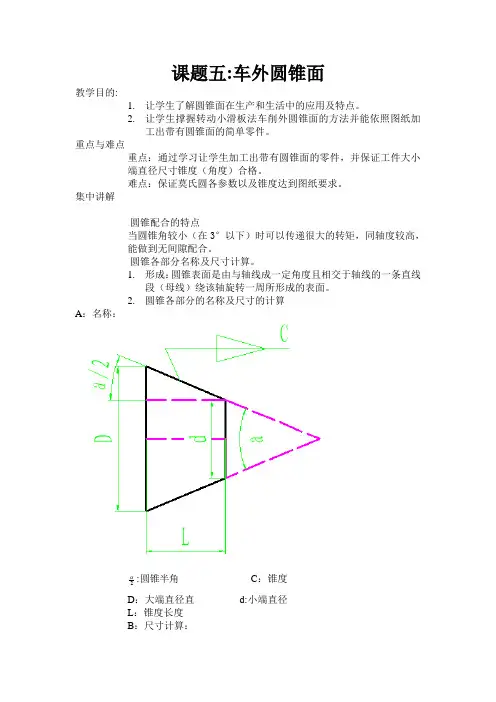
2.圆锥各部分的名称及尺寸的计算A:名称:C:锥度圆锥半角:2D:大端直径直d:小端直径L:锥度长度B:尺寸计算:CL D d L d D C -=-=或 当62πα°时 7.282=α°×C C :圆锥分类:1. 莫氏圆锥:只要号码相同都有互换性,分为0#:1#:2#:3#:4#:5#:6#:七种;2. 米制圆锥:分为4#;6#;8#;10#;100#;120#;140#;160#;200#;八种号码表示大端直径。
外圆锥的加工方法1. 转动小滑板法○1装夹工件和对刀,使工件旋转中心和主轴中心重合,车刀刀尖必须严格对准工件旋转中心○2根据图样计算出圆锥半角2α。
2α即为小滑板应转动的角度。
○3逆时针转动小滑板粗车外圆锥面。
○4检验圆锥半角合格后精车圆锥面 2.偏移尾坐法:适用于加工锥度小锥形部分较长的工件,必须用两顶尖安装工件。
3.仿形法加工外圆锥四:外圆锥的检测。
A :万能角度尺的检测B :用角度样板检测C :用下弦规检测D :用涂色法检测E :用百分表检测外沟槽的加工方法1. 用切槽刀的左刀尖对刀,侧量刀头宽度加上图纸的定位尺寸切入工件。
2. 用中滑板横向进给车出槽深。
3. 用小滑板左右移动保证槽宽。
示范操作加工工艺1.夹持毛坯,伸长50mm,车平端面,粗车外圆¢39×44mm。
车工工艺(圆锥面车削)教案-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN课题§4-1车外圆锥面(圆锥基本知识)(2课时)教学目标1、掌握圆锥的各尺寸的计算方法。
2、通过对圆锥的实例介绍,培养学生理论和实践相结合学习的能力。
3、通过学习标准工具的圆锥,培养学生熟悉机械行业中常用的圆锥零件和锥度。
教学重、难点重点:计算圆锥各尺寸,各公式的转换和使用。
难点:计算圆锥各尺寸。
教学设想通过讲解在车床上的圆锥配合,以此进入本次课题,首先通过讲解了解圆锥基本知识,掌握圆锥各部分名称及尺寸计算,其次熟悉机械行业中常用的圆锥体。
在教学中应根据实例来讲解计算方式,并在练习中纠正错误,以提高学生的运算能和理解力。
教具三角板、钻头、钻套教学内容要点备注一、圆锥知识1、圆锥面的应用及特点在机床和工具中,有许多使用圆锥面配合的场合,如车床主轴锥孔与顶尖的配合,车床尾座锥孔与麻花钻锥柄的配合等。
(钻头和钻套观看)圆锥面配合的主要特点是:当圆锥角较小(在3°以下)时,可以传递很大的转矩;同轴度较高,能做到无间隙配合。
2、圆锥的各部分名称及尺寸计算(1)圆锥表面和圆锥圆锥表面是由于轴线成一定角度且一端相交于轴线的一条直线段(母线),绕该轴线旋转一周所形成的表面(如图1)。
由圆锥表面和一定轴向尺寸、径向尺寸所限定的几何体,称为圆锥。
圆锥又分为外圆锥和内圆锥两种,如图2所示。
(2)圆锥的基本参数(见图3)1)圆锥半角22)最大圆锥直径D以学生熟悉的知识为载体,采用讲解、观看的方法,引导学生联想、思考、调动他们的积极性和主动性,活跃课堂气氛,拓展思维宽度,从而使新课更加顺理成章的展开。
3)最小圆锥直径d4)圆锥长度L5)锥度C(3)圆锥的各部分尺寸计算1)圆锥半角2α与其他三个参数的关系:C=LdD-(1-1)tan2α=L dD2- (1-2) D=d+2Ltan2α(1-3)d=D-2Ltan2α (1-4)L=2tan2αdD- (1-5) 当圆锥半角62α°时,可以用下式近式公式计算:≈2α°L dD-⨯≈°⨯C (1-6)2)锥度C与其他三个参数的关系D=d+CL (1-7)d=D-CL (1-8)L=C dD- (1-9)tan2α=2C或C=22α(1-10)例1:有一外圆锥,已知D=26mm,d=24mm, L=30mm,试分别用查三角函数表和近似法计算圆锥半角2α。
车工工艺与技能训练教案项目3车圆锥第一篇:车工工艺与技能训练教案项目3 车圆锥广汉职业中专学校 16级机械专业项目3 车内外圆锥面课题:车内外圆锥面教学目的:1、掌握圆锥各部分的名称和计算2、掌握车内外圆锥面的方法教学重点、难点:掌握车内外圆锥面的方法教学课时:8课时授课方法:讲授法,实践法任务3.1车外圆锥面一、圆锥的基础知识(一)、术语及定义 1.圆锥表面与轴线成一定角度,且一端相交于轴线的一条直线段(母线),围绕轴线旋转形成的表面。
2.圆锥由圆锥表面与一定尺寸所限定的几何体。
3.圆锥的基本参数(1)圆锥角a(2)大端直径D(3)小端直径d 广汉职业中专学校 16级机械专业(4)圆锥长度L(5)锥度C C=D-d/L二、圆锥的各部分尺寸计算1.圆锥半角a/2 tan(a/2)=D-d/2L 例:P58 2.锥度C C=D-d/L 例:P70(二、)工具圆锥一、莫氏圆锥0、1、2、3、4、5、6、从大到小二、米制圆锥4、6、80、100、120、160、200指大端直径C=1:(三)、车圆锥的方法主要有以下五种方法1.转动小滑板法 2.偏移尾座法 3.仿形法(靠模法)广汉职业中专学校 16级机械专业4.宽刃刀车削法 5.铰内圆锥法一、转动小滑板法二、偏移尾座法三、仿形法(靠模法)广汉职业中专学校 16级机械专业(四)、圆锥的检验一、角度和锥度的检验 1.用万能角度尺广汉职业中专学校 16级机械专业2.用角度样板 3.用圆锥量规圆锥的大、小端直径可用圆锥界限量规来测量。
作业:P85 1T 2T 3T 4T 5T广汉职业中专学校 16级机械专业项目4 成形面的加工和表面装饰课题:成形面的加工和表面装饰教学目的、要求:1、了解成形面的车削方法2、正确进行抛光、研磨3、掌握滚花的技能教学重点、难点:1、了解成形面的车削方法2、正确进行抛光、研磨3、掌握滚花的技能教学课时:6课时授课方法:讲授法、实践法教学参考书及教具(含电教设备): 4、1 车成形面的方法一、双手控制法数量少或单件时,可采用。
![车工工艺与技能训练13 圆锥简介[1]](https://uimg.taocdn.com/3367e0d6da38376baf1fae24.webp)
车工工艺学-翟之平-圆锥面加工————————————————————————————————作者:————————————————————————————————日期:ﻩ车工教案圆锥面加工教学对象:在校大二第二学期学生教学目标: 1、了解标准圆锥的概念及用途。
2、掌握圆锥组成部分及计算。
3、掌握车削圆锥的方法4、掌握圆锥的测量。
教学重点:圆锥面加工方法教学难点:圆锥面计算和测量方法教学方法:讲授法、实训教学法教学过程:一、圆锥面配合的应用•圆锥面配合的同轴度高、拆卸方便,当圆锥面较小时(α<3°),能传递很大扭矩,因此在机器制造中被广泛采用。
•例如,车床主轴前端锥孔、尾座套筒锥孔、锥度心轴、圆锥定位销等都是采用圆锥面配合。
二、圆锥面的相关知识•圆锥面的配合作用:圆锥面配合的同轴度较高,而且拆卸方便,当圆锥角较小(α<3o)时能够传递很大的扭矩,因此在机械制造中应用广泛.•标准圆锥:•莫氏锥度•米制圆锥标准圆锥•1、标准圆锥:圆锥几何参数已标准化的圆锥称为标准圆锥。
例如常用工具、刀具上的圆锥面。
•2、标准圆锥的种类:莫氏圆锥和米制圆锥。
其表示方法用号码表示。
•①、莫氏圆锥:按尺寸由小到大有0、1、2、3、4、5、6七个号码。
当号码不同时,圆锥角和尺寸都不同。
(见表4-1、4-2)•②、米制圆锥:有4、6、80、120、160、200七个号码。
它的号码是指大端直径,锥度固定不变,C=1:20。
(见表4-1)•此外,一些常用配合锥面的锥度也已标准化,称为专用标准圆锥锥度。
(见表4-3)三、圆锥组成部分及计算(1)、大端直径D(2)、小端直径(3)、圆锥角α(4)、圆锥半角α/2(5)、圆锥长度L(6)、锥度C:(7)、斜度C/2:四、车圆锥面的方法将工件车削成圆锥表面的方法称为车圆锥。
常用车削锥面的方法有宽刀法、转动小刀架法、靠模法、尾座偏移法等几种。
这里介绍宽刀法、转动小刀架法、尾座偏移法、靠模法。

次接刀方法加工,担接刀处必须平整。
图5-1 用宽刃刀车削圆锥
二)、转动小刀架法
当加工锥面不长的工件时,可用转动小刀架法车削。
车削时,将小滑板下面的转盘上螺母松开,把转盘转至所需要的圆锥半角α/2的刻线上,与基准零线对齐,然后固定转盘上的螺母,如果锥角不是整数,可在锥附近估计一个值,试车后逐步找正,如图5-2所示。
图5-2转动小滑板车圆锥
三、尾座偏移法
图5-3 偏移位座法车削圆锥
当车削锥度小,锥形部分较长的圆锥面时,可以用偏移尾座的方法,此方法可以自动走刀,缺点是不能车削整圆锥和内锥体,以及锥度较大的工件。
将尾座上滑板横向偏移一个距离S,使偏位后两顶尖连线与原来两顶尖中心线相交一个α/2角度,尾座的偏向取决于工件大小头在两顶尖间的加工位置。
尾座的偏移量与工件的总长有关,如图5-3所示,尾座偏移量可用下列公式计算:
式中 S——尾座偏移量;
L—件锥体部分长度;
L0——工件总长度;
D、d——锥体大头直径和锥体小头直径。
床尾的偏移方向,由工件的锥体方向决定。
当工件的小端靠近床尾处,床尾应向里移动,反之,床尾应向外移动。
四、靠模法
如图5-4所示,靠模板装置是车床加工圆锥面的附件。
对于较长的外圆锥和圆锥孔,当其精度要求较高而批量又较大时常采用这种方法。
图5-4 用靠模板车削圆锥面
车圆锥体的质量分析:
1.锥度不准确
原因时计算上的误差;小拖板转动角度和床尾偏移量偏移不精确;或者是车刀、拖板、床尾没有固定好,在车削中移动而造成。
甚至因为工件
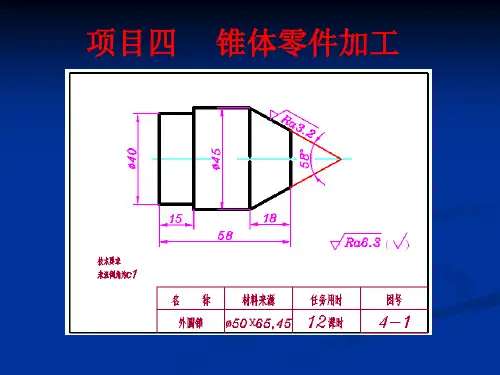
样图如上:
一、装夹方法:用一夹一顶装夹。
二、刀具、量具选择,
刀具:450 车刀、900车刀、切断刀、中心钻等。
量具、游标卡尺,千分尺。
车削顺序:
1、用三爪自定心卡盘装夹工件,车端面(见光即可)。
车Φ30×10工
艺阶台。
2、调头,夹持坯料外圆,车端面,截总长140㎜至尺寸,钻中心孔。
3、一端用三爪自定心卡盘夹持工艺阶台,一端顶住车外圆32。
4、用转动小滑板法车削锥度为1:10的圆锥部分,并不断用锥度1:
10的圆锥套规检验锥度的正确性。
保证Φ32、Φ24尺寸正确。
5、车Φ30至尺寸,保证长度80㎜尺寸合格。
6、两端450倒角。
7、用锉刀、砂布对圆锥表面抛光,达到表面粗糙度要求。
8、用圆锥套规将1:10圆锥部分装入主轴锥孔内。
9、用转动小滑板法车600 顶尖合格。
10、用锉刀,砂布对600 圆锥抛光,使表面粗糙度达到要求。
实训图样2
样图如上:
一、装夹方法:用一夹一顶装夹或两顶装夹。
二、刀具、量具选择,
刀具:450 车刀、900车刀、切断刀、中心钻等。
量具、游标卡尺,千分尺。
车削顺序:
1、用三爪自定心卡盘装夹工件,车端面,钻B型Φ2中心孔,车Φ24
外圆至卡盘处。
2、调头,夹持Φ24外圆,车端面,截总长125±0.10至尺寸,钻中心
孔。
3、为保证其径向圆跳动精度要求,采用两顶装夹,分别车Φ2
4、Φ19、
Φ18.2三级外圆,并保证各段长度。
4、Φ19处450倒角。
5、用转动小滑板法分别车削莫氏2号、莫氏3号圆锥,并用莫氏锥度
套规检测锥度的正确性。
精车达到表面粗糙度要求。
实训图样3
样图如上:
一、装夹方法:用一夹一顶装夹或两顶装夹。
二、刀具、量具选择,
刀具:450 车刀、900车刀、切断刀、中心钻等。
量具、游标卡尺,千分尺。
车削顺序:
1、用三爪自定心卡盘夹持毛坯外圆,车端面,车Φ34外圆,至卡盘。
2、粗车Φ30外圆,留精车余量2㎜,保证阶台长度,钻中心孔。
3、调头夹住Φ30外圆,车端面,钻中心孔。
4、用后顶尖顶住,粗车Φ28至端面。
5、用切断刀车Φ24成开形。
6、采用两顶装夹精车Φ30、Φ28、至尺寸,倒角。
7、垫铜皮夹住Φ30外圆,找正夹牢。
8、用转动小滑板法(小滑板逆时针转动一个圆锥半角,
/2=2051’45”),粗车,精车圆锥面。