API 5ct 接箍标准
- 格式:xls
- 大小:29.50 KB
- 文档页数:6
![API_5B__API_5CT学习教材[1]](https://uimg.taocdn.com/753f44a6fc0a79563c1ec5da50e2524de418d04b.webp)
API_5B__API_5CT学习教材[1]API 5B 、API 5CT学习教材理论部分第一节名词解释缺欠:按适用标准所给方法检验出的产品上的不连续处或不规则处。
缺陷:具有足够大尺寸的缺欠,并且按照适用标准规定成为产品拒收的依据。
套管:从地表下入已钻井眼作衬壁的管子。
接箍:用于连接两根带螺纹管子并具有内螺纹的圆筒体。
接箍半成品:生产一件接箍所用的不带螺纹的坯料。
接箍毛坯:生产接箍半成品用的管子。
电焊管:具有一条用电阻焊或电感应方法、无填充金属焊接而成的纵焊缝的管子。
这种制造方法,焊接边由机械压力挤压在一起,焊接热量由电流电阻产生。
无缝管:无焊缝的锻轧钢管产品。
炉批:由一次熔炼的单一循环过程生产的材料。
检验:按相应要求对单位产品所进行的测量、检查、试验、螺纹检测或其它比较的过程。
线性缺欠:包括但不限于发裂、折叠、裂纹、压痕、切口和凿槽的缺欠。
线性缺欠的最大允许深度深度与规定壁厚比钢级外表面内表面符合A.5(SR16)的J55、K55、N801类、N80Q 12.5% 12.5% P110 5% 5% 非线性缺欠:包括但不限于点坑及圆底模压印痕的缺欠。
管子:套管、油管、平端套管衬管和短节的统称。
平端套管衬管:通常具有壁厚大于J55规定厚度,以无螺纹提供的套管。
短节:比长度范围1短的套管、油管或平端套管衬管。
螺纹保护器:用于装卸、运输和存储时保护螺纹和密封的盖帽或衬套。
黑顶螺纹:一种没有完整牙顶的螺纹,这是因为原有(黑皮)轧制表面未被完全除去所致。
倒角:指带圆螺纹或偏梯型螺纹的管端圆锥面部分。
震颤刀痕:一种出现在螺纹面、牙根、牙顶或倒角上的波纹状表面,这是由于螺纹加工刀具振动所致。
耦合剂:施加于超声波传感器和探测面之间以改善超声波能量传递的介质(常为液态)。
通径规:机械加工而成的特定尺寸的圆柱体,根据适用标准,将其穿过管子以确定管子是否阻塞。
静水压试验:将管子充满水,在承压状态下检验其能够保持规定压力而无渗漏或破裂能力的试验。
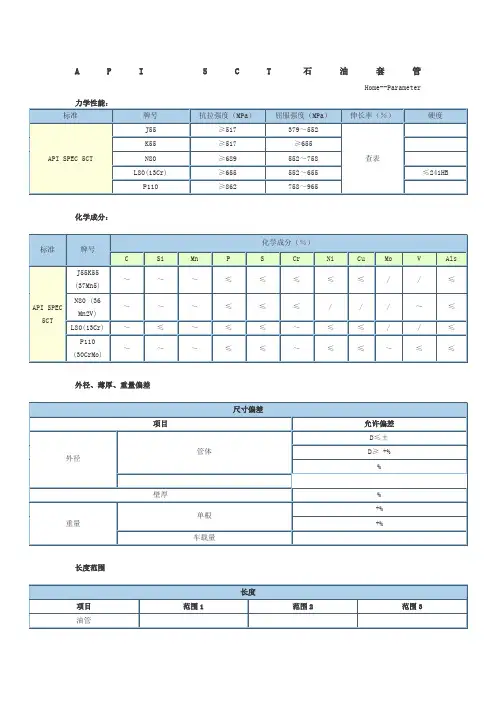
A P I5C T石油套管Home--Parameter化学成分:外径、薄厚、重量偏差长度范围描述:油管标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。
油管规格:注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。
描述:石油套管标准:API SPEC 5CT、API SPEC 5B、ISO 11960套管规格:注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹接箍 Coupling:1、标准接箍 Stabdard Coupling2、特殊间歇接箍 Special Space Coupling3、特殊倒角接箍 Special Bevellde Coupling4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13)5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector:包括所有油套管规格、螺纹或其他组合All Size,thread or their combination of tubing and casing are supplied.尺寸偏差 Dimensions and Tolerances:外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances:螺纹参数允许偏差 Thread Parameter Tolerances:注a:p---螺距Note 啊:p---Pitch.接箍料常用规格Normal size range of coupling stockSpecificationscoupling?: 2-3/8"-20".?:J55 K55 N80 P110 ect.?:NU EU STC LTC BTC.?: API 5CT.?name :tubing coupling:UL 6/ ANSI ?Size:1/2" - 6":zinc plate on both out side and inner side , or hot dipped galvanzied and zinc plate on out side andzinc plateoninner side:seamless steel pipe:UL Listed, certificateCoupling is manufactured from seamless steel pipe, and produced according to the standard of ANSI (UL6). We can produce hot-dipped galvanized at external surface and electro-galvanized at internal thread or electro-galvanzied totally . The coupling is used to connect the conduit to extend the length of the conduitUsage: This Rigid Conduit Coupling is used forRSC connection to extend the length of the conduit Threaded Couplings。
1.本质量控制标准为PSL-1等级规范,不涉及PSL-2,PSL-3产品。
2.本质量控制标准涉及钢级为常用钢级,对C90、T95等特殊要求和规范没有涉及。
3.本质量控制标准所有附表和图表后都注明了所在相关标准的页数。
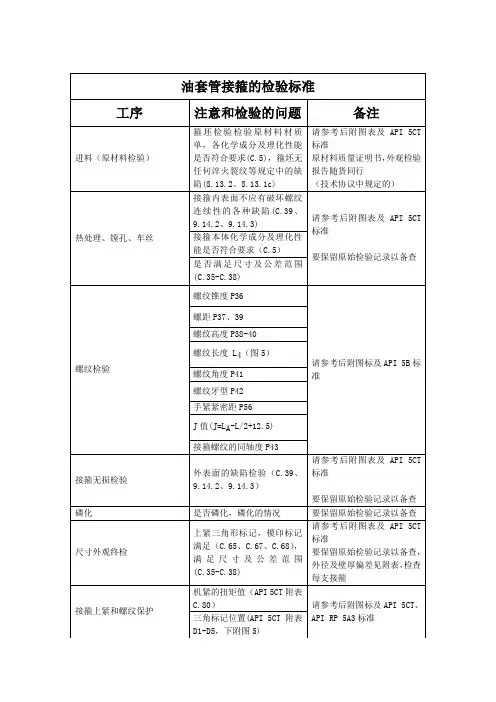
接箍分为外协和本厂加工两种形式,不管哪种生产加工模式,符合API 5CT国际标准的管子接箍应是无缝的,其钢级、类型和热处理均应与管子相同,除替换性钢级或未规定热处理及采购单有特殊规定的(9.2-9.3)。
接箍的尺寸和公差应符合下表:
接箍的表面检查:
所有成品接箍内表面用肉眼观察不应有破坏螺纹连续性的各种缺陷(包括开裂、裂纹和气孔)。
应运用磁粉检测和NDT检测设备进行内外表面的检查。
并保留相应的无损检验记录,证实产品的相关的检验数据。
以下是接箍外表面缺陷允许范围:
油套管及接箍的螺纹检验方法:
针对螺纹的手紧紧密距、J值(J=L A-L/2+12.5)、螺纹锥度、螺距、螺纹长度、螺纹角度、螺纹牙型进行相应的测量,其中接箍还包括接箍螺纹的同轴度的测量。
相关的检验标准及尺寸公差可以祥查API 5B,螺纹密封脂及储存脂应满足或高于RP 5A3标准。
以下是相应的参考图表:
因所附图标过多,在此就不进行罗列,附详查图表。

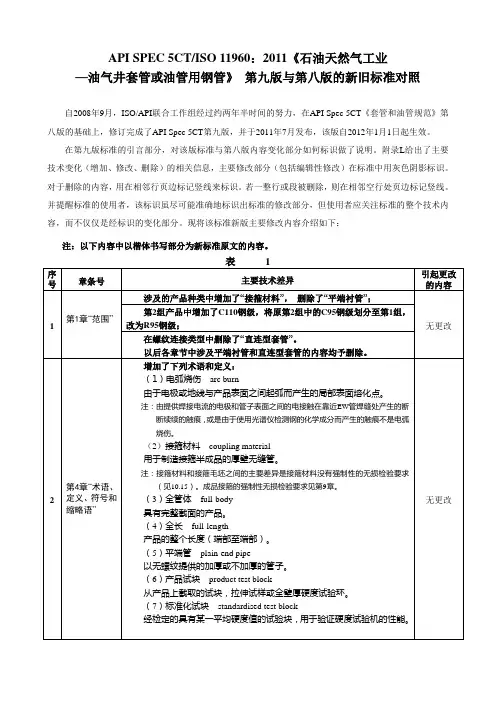
API SPEC 5CT/ISO 11960:2011《石油天然气工业—油气井套管或油管用钢管》第九版与第八版的新旧标准对照
自2008年9月,ISO/API联合工作组经过约两年半时间的努力,在API Spec 5CT《套管和油管规范》第八版的基础上,修订完成了API Spec 5CT第九版,并于2011年7月发布,该版自2012年1月1日起生效。
在第九版标准的引言部分,对该版标准与第八版内容变化部分如何标识做了说明。
附录L给出了主要技术变化(增加、修改、删除)的相关信息,主要修改部分(包括编辑性修改)在标准中用灰色阴影标识。
对于删除的内容,用在相邻行页边标记竖线来标识。
若一整行或段被删除,则在相邻空行处页边标记竖线。
并提醒标准的使用者,该标识虽尽可能准确地标识出标准的修改部分,但使用者应关注标准的整个技术内容,而不仅仅是经标识的变化部分。
现将该标准新版主要修改内容介绍如下:
注:以下内容中以楷体书写部分为新标准原文的内容。
表 1。
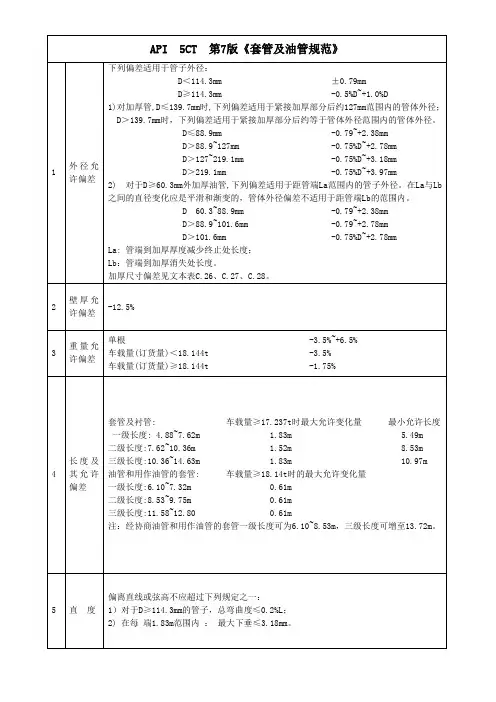
API 5CT 第7版《套管及油管规范》1 外径允许偏差下列偏差适用于管子外径:D<114.3mm ±0.79mmD≥114.3mm -0.5%D~+1.0%D1)对加厚管,D≤139.7mm时,下列偏差适用于紧接加厚部分后约127mm范围内的管体外径;D>139.7mm时,下列偏差适用于紧接加厚部分后约等于管体外径范围内的管体外径。
D≤88.9mm -0.79~+2.38mmD>88.9~127mm -0.75%D~+2.78mmD>127~219.1mm -0.75%D~+3.18mmD>219.1mm -0.75%D~+3.97mm2) 对于D≥60.3mm外加厚油管,下列偏差适用于距管端La范围内的管子外径。
在La与Lb之间的直径变化应是平滑和渐变的,管体外径偏差不适用于距管端Lb的范围内。
D 60.3~88.9mm -0.79~+2.38mmD>88.9~101.6mm -0.79~+2.78mmD>101.6mm -0.75%D~+2.78mmLa: 管端到加厚厚度减少终止处长度;Lb:管端到加厚消失处长度。
加厚尺寸偏差见文本表C.26、C.27、C.28。
2 壁厚允许偏差-12.5%3 重量允许偏差单根 -3.5%~+6.5%车载量(订货量)<18.144t -3.5%车载量(订货量)≥18.144t -1.75%4 长度及其允许偏差套管及衬管: 车载量≥17.237t时最大允许变化量最小允许长度一级长度: 4.88~7.62m 1.83m 5.49m二级长度:7.62~10.36m 1.52m 8.53m三级长度:10.36~14.63m 1.83m 10.97m油管和用作油管的套管: 车载量≥18.14t时的最大允许变化量一级长度:6.10~7.32m 0.61m二级长度:8.53~9.75m 0.61m三级长度:11.58~12.80 0.61m注:经协商油管和用作油管的套管一级长度可为6.10~8.53m,三级长度可增至13.72m。
API油管套管接箍检验指导书1.0 目的本指导书对API油套管接箍螺纹检测程序做了规定,以确保接箍螺纹的质量。
2.0 适用范围本指导书适用于API油套管接箍螺纹的检验和验收/拒收的依据。
3.0 检验依据3.1 API Spec 5B 套管、油管和管线管螺纹的加工、测量和检验规范。
3.2 API Spec 5CT 套管和油管规范(第九版)4.0 检验项目检验API油套管接箍螺纹包括以下项目:项目No.1: 外观检验项目No.2: 紧密距检验项目No.3: 锥度检验项目No.4: 齿高检验项目No.5: 螺距检验项目No.6: 镗孔直接检验项目No.7: 镗孔深度检验(偏梯形螺纹除外)项目No.8: 接箍外径检验项目No.9: 接箍长度检验项目No.10: 承载面宽度检验5.0 检验量规进行API油套管接箍螺纹检验需要使用下列量规:1. 游标卡尺2. 深度规3. 各种规格各种扣型的塞规4. 内螺纹锥度规5. 内螺纹齿高规以及齿高标准块6. 螺距量规以及螺距标准块6.0 检验规则1. 根据生产规格、螺纹类型准备好量规及相应的标准块和量规触头,检查量规是否在校准周期内,各种量规及相关标准块均须保证无任何氧化现象,检验过程中需轻放轻拿,避免损坏量规。
2. 每班开始加工时,前三件产品必须对全部螺纹参数进行检验,符合本指导书要求后方可进入正常生产。
3. 机床加工过程中,如有参数调整,须对调整后的相邻两件产品进行相应检验。
4. 如任何一项检验项目出现不合格,必须对此件前后相邻两件产品进行相应检查。
如再发现不合格,必须向前和向后进行追查,排除所有不合格产品。
5. 所有检测数据都写入到相应的检验记录中,并保存。
7.0 检验程序及验收标准7.1 肉眼检查● 检验项目:No.1● 量规类型:无● 公差: 无● 量规校验: 无● 检验要求:1. 从接箍端面到接箍中心J+1牙平面间隔内,螺纹部分不得有凹坑、凸点、毛刺、撕裂、刀伤、裂纹或者破坏螺纹连续性的其他缺欠。
本技术要求适用于按API Spec 5CT规范制造的2-7/8加厚N80 Ⅰ类钢级的油管成品接箍,并为订货合同附件。
1、尺寸及偏差要求1.1、外径φ93.17±0.93 mm,接箍长度≥134mm;1.2、接箍承载面外倒角应是1×45°,内倒角应是0.5×45°;1.3、承载面宽度≥5.56mm;1.4、接箍两端螺纹最大轴线不重合度不得超过0.78 mm;2、螺纹尺寸与公差技术要求3、材质要求3.1、化学成分必须符合API Spec 5CT规范中规定的材质化学成分要求;3.2、机械性能必须符合API Spec 5CT中规定的要求;3.3、接箍的原材料应按N80 Ⅰ类钢级的热处理工艺要求进行热处理;4、接箍表面要求4.1、接箍外表面不得有肉眼可见的发裂、裂纹、和气孔;4.2、接箍内表面不应有破坏螺纹连续性的各种缺欠;4.3、接箍表面磷化处理,要求镀层细密,色泽均匀一致;4.4、接箍标识要清晰,符合API标识要求;5、其它5.1、参与投标的生产厂家必须通过API资质认证;5.2 提供第三方的检测报告。
其它技术要求如有争议,以API Spec 5CT、API Spec 5B中规定的要求为准。
本技术要求适用于按API Spec 5CT规范制造的2-7/8不加厚N80 Ⅰ类钢级的油管成品接箍,并为订货合同附件。
1、尺寸及偏差要求1.5、外径φ88.9±0.89 mm,接箍长度≥131mm;1.6、接箍承载面外倒角应是1×45°,内倒角应是0.5×45°;1.7、承载面宽度≥4.76mm;1.8、接箍两端螺纹最大轴线不重合度不得超过0.79 mm;2、螺纹尺寸与公差技术要求3、材质要求3.1、化学成分必须符合API Spec 5CT规范中规定的材质化学成分要求;3.2、机械性能必须符合API Spec 5CT中规定的要求;3.3、接箍的原材料应按N80 Ⅰ类钢级的热处理工艺要求进行热处理;4、接箍表面要求4.1、接箍外表面不得有肉眼可见的发裂、裂纹、和气孔;4.2、接箍内表面不应有破坏螺纹连续性的各种缺欠;4.3、接箍表面磷化处理,要求镀层细密,色泽均匀一致;4.4、接箍标识要清晰,符合API标识要求;5、其它5.1 接箍生产厂必须是具备API资质的厂家;5.2 提供第三方的检测报告。