李向阳 覆膜砂造型技术 for 百铸网
- 格式:ppt
- 大小:12.00 MB
- 文档页数:32
高密度造型线的型砂性能管理于凤莲随着我国铸铁业的发展,对铸件品质的要求日益提高,并且由于其他诸多因素的影响,越来越多的生产厂家安装使用了高密度造型生产线,而高密度潮模生产线对型砂的质量有着严格的要求。
对一些中小企业,在使用高密度造型线时普遍存在着两个极端的认识误区:一是认为自动线与手工造型、一般机器造型没什么特别区别;二是认为自动线比较高档,型砂材料要用最好、全新的。
这两种想法都会给企业生产造成一定的麻烦。
根据多年在企业的实践,认为开式线型砂与手工造型的型砂相比是一种量的变化,而自动线型砂相对前者而言是质的变化。
前者可凭生产经验、手抓、眼观来判断型砂是否适于生产,而自动线型砂是否合格则需各种指标数据来支持,一般国外自动造型机对型砂的这些指标数据都会做规定,有些厂家还会规定的非常详细,国内的一部分自动造型机就无任何这方面的资料,让一些最初接触自动造型机的铸造厂家无据可依。
自动造型线常用的指标:1、紧实率33~42%:是一个表示型砂相对干湿程度的指标,不管型砂中膨润土、煤粉和灰分的含量有多少,只要将紧实率控制在要求的范围内,手感干湿程度就处于最合适状态,它会影响到砂型的厚度,这在垂直线生产上就比较明显。
确认最终的紧实率应该在造型机的上方,一般都是在混砂机附近取样,最好做几次混砂机处和造型机上方取样对比,找出两处紧实率的系统差别,最后确定在混砂机处取样的数据,以方便操作。
2、湿压强度0.12~0.2MPa:湿压强度是保证造型及浇注过程正常进行的一个重要指标,高强度型砂可避免塌箱、胀箱、漏箱,特别是垂直生产线砂型要推动造好的砂型向前移动,浇注时又无砂箱协助承受金属液的压力,会对型砂强度要求更高。
如某厂一垂直生产线,自动造型机要求型砂湿压强度0.2~0.25MPa,一阶段其湿压强度在0.17~0.18MPa之间,砂眼缺陷占废品的70~80%。
后经调整,湿压强度连续几天在0.25~0.27MPa,砂眼减少,还出现连续4天无砂眼的情况,但气孔成倍增长。
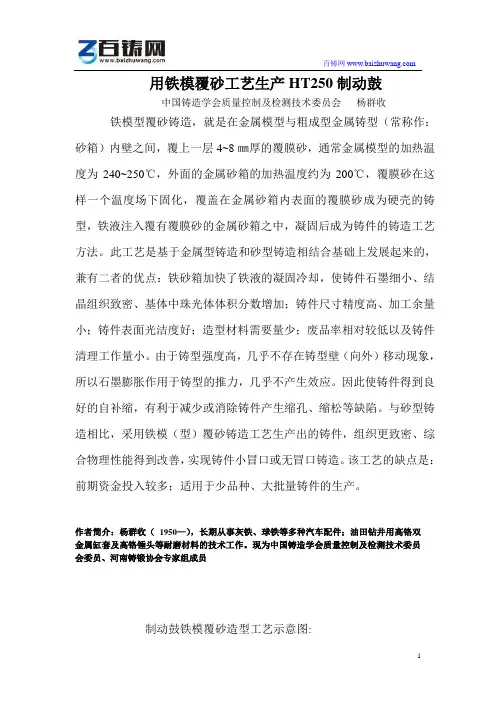
用铁模覆砂工艺生产HT250制动鼓中国铸造学会质量控制及检测技术委员会杨群收铁模型覆砂铸造,就是在金属模型与粗成型金属铸型(常称作:砂箱)内壁之间,覆上一层4~8㎜厚的覆膜砂,通常金属模型的加热温度为240~250℃,外面的金属砂箱的加热温度约为200℃,覆膜砂在这样一个温度场下固化,覆盖在金属砂箱内表面的覆膜砂成为硬壳的铸型,铁液注入覆有覆膜砂的金属砂箱之中,凝固后成为铸件的铸造工艺方法。
此工艺是基于金属型铸造和砂型铸造相结合基础上发展起来的,兼有二者的优点:铁砂箱加快了铁液的凝固冷却,使铸件石墨细小、结晶组织致密、基体中珠光体体积分数增加;铸件尺寸精度高、加工余量小;铸件表面光洁度好;造型材料需要量少;废品率相对较低以及铸件清理工作量小。
由于铸型强度高,几乎不存在铸型壁(向外)移动现象,所以石墨膨胀作用于铸型的推力,几乎不产生效应。
因此使铸件得到良好的自补缩,有利于减少或消除铸件产生缩孔、缩松等缺陷。
与砂型铸造相比,采用铁模(型)覆砂铸造工艺生产出的铸件,组织更致密、综合物理性能得到改善,实现铸件小冒口或无冒口铸造。
该工艺的缺点是:前期资金投入较多;适用于少品种、大批量铸件的生产。
作者简介:杨群收(1950—),长期从事灰铁、球铁等多种汽车配件;油田钻井用高铬双金属缸套及高铬锤头等耐磨材料的技术工作。
现为中国铸造学会质量控制及检测技术委员会委员、河南铸锻协会专家组成员制动鼓铁模覆砂造型工艺示意图:1射砂孔2下砂箱3下砂箱覆砂层4铸件5上砂箱覆砂层6上砂箱7浇注系统8射砂孔9浇冒口10冒口覆砂层11冒口坐套一.铁模覆砂工艺设计中及操作中的注意事项⑴.覆砂的厚度:覆砂的厚度对铸件质量和生产成本都很重要。
覆砂的厚度过厚,不但影响其激冷效果,也加大了生产成本,另外由于发气量大,铸件易出现气孔缺陷,且不易均匀热固化。
覆砂的厚度过薄,激烈过重,铸件的硬度高,不便精加工。
一般情况下,精加工面覆砂较厚,非加工面覆砂较薄;珠光体基体材质的铸件覆砂较薄,铁素体基体的铸件覆砂较厚;热节点覆砂较薄(可少至3~4㎜),非热节点覆砂较厚;距射砂口近处覆砂要厚,远离射砂孔处覆砂适当薄;铸件大而且形状复杂时,覆砂要厚,否则影响砂的流速,途中固化,致使铸型下部充砂不实。
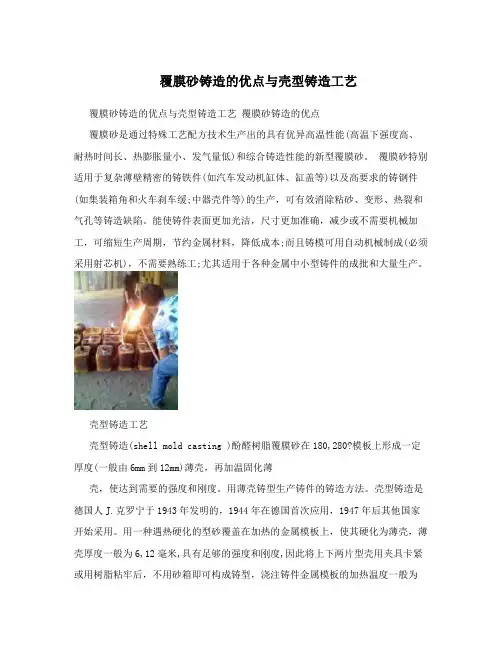
覆膜砂铸造的优点与壳型铸造工艺覆膜砂铸造的优点与壳型铸造工艺覆膜砂铸造的优点覆膜砂是通过特殊工艺配方技术生产出的具有优异高温性能(高温下强度高、耐热时间长、热膨胀量小、发气量低)和综合铸造性能的新型覆膜砂。
覆膜砂特别适用于复杂薄壁精密的铸铁件(如汽车发动机缸体、缸盖等)以及高要求的铸钢件(如集装箱角和火车刹车缓;中器壳件等)的生产,可有效消除粘砂、变形、热裂和气孔等铸造缺陷。
能使铸件表面更加光洁,尺寸更加准确,减少或不需要机械加工,可缩短生产周期,节约金属材料,降低成本;而且铸模可用自动机械制成(必须采用射芯机),不需要熟练工;尤其适用于各种金属中小型铸件的成批和大量生产。
壳型铸造工艺壳型铸造(shell mold casting )酚醛树脂覆膜砂在180,280?模板上形成一定厚度(一般由6mm到12mm)薄壳,再加温固化薄壳,使达到需要的强度和刚度。
用薄壳铸型生产铸件的铸造方法。
壳型铸造是德国人J.克罗宁于1943年发明的,1944年在德国首次应用,1947年后其他国家开始采用。
用一种遇热硬化的型砂覆盖在加热的金属模板上,使其硬化为薄壳,薄壳厚度一般为6,12毫米,具有足够的强度和刚度,因此将上下两片型壳用夹具卡紧或用树脂粘牢后,不用砂箱即可构成铸型,浇注铸件金属模板的加热温度一般为300?左右,使用的型砂为树脂砂,即以酚醛树脂为粘结剂的树脂砂。
同样也可用上述方法将型芯制成薄壳芯制造薄壳铸型常用翻斗法。
制造薄壳芯常用吹制法。
用树脂砂制造薄壳铸型或壳芯可显著减少使用的型砂数量,获得的铸件轮廓清晰,表面光洁,尺寸精确,可以不用机械加工或仅少量加工。
因此壳型铸造特别适用于生产批量较大、尺寸精度要求高、壁薄而形状复杂的各种合金的铸件。
但壳型铸造使用的树脂价格昂贵,模板必须精密加工,成本较高,在浇注时还会产生有刺激性的气味,这在某种程度上限制了这种方法的广泛应用。
树脂砂薄壳芯可与普通砂型或金属型相互配合制造各种铸件。
覆膜砂铸造生产工艺覆膜砂铸造是一种应用广泛的铸造工艺,该工艺具有高精度、高效率、低成本等优势,在汽车、机械、航空等行业有着重要应用。
下面我们来介绍一下覆膜砂铸造的生产工艺。
首先,覆膜砂铸造的工艺流程分为六个步骤:母模制备、涂膜、烘干、组装、浇注、脱模。
第一步是母模制备。
母模是铸件的主要形状和尺寸的模具,通常由木材或聚苯乙烯(EPS)等材料制成。
根据零件的设计要求,通过机械加工或手工制作母模。
第二步是涂膜。
将经过表面处理和预热的母模放入涂膜机中,涂覆一层膜料。
膜料由特定成分的定量配比混合而成,具有一定的流动性和粘度。
涂膜机会根据需要的厚度进行涂覆,通常需要涂覆多遍,并通过烘干使膜料固化。
第三步是烘干。
烘干是将涂覆在母模上的膜料进行加热固化的过程,通常使用烘干设备进行。
烘干时间和温度根据膜料的种类和厚度而定,一般需要较长的时间来确保膜料完全固化。
第四步是组装。
将涂覆固化后的母模组装成完整的铸造型腔。
通常采用两片或多片母模组装,通过螺栓、夹具等方式固定。
组装时要保证各个零件之间的间隙和位置的准确性,以确保最终铸件的精度和质量。
第五步是浇注。
在组装好的铸造型腔上进行金属液的浇注。
将熔融金属倒入铸造型腔,在充填的过程中需要掌握一定的浇注参数,如浇注速度、温度、压力等。
浇注结束后,保持一段时间让金属凝固和冷却。
最后一步是脱模。
铸件在冷却后需要将其从铸造型腔中取出,这一步称为脱模。
通过拆卸螺栓、解开夹具等方式将铸件从模具中取出,脱模过程要注意避免对铸件造成损伤。
总结起来,覆膜砂铸造工艺是一个复杂的铸造过程,需要经过母模制备、涂膜、烘干、组装、浇注和脱模等多个步骤。
这种工艺具有高精度、高效率、低成本等优势,可以满足不同领域的零件需求。
全自动壳型铸造生产线李明;吴向军;张东阳【摘要】阐述了壳型铸造装备的升级方案,并为实现壳型铸造自动化、无人化生产提出了具体措施.全自动壳模铸造生产线由制壳机及机器人合模系统、存储立体库及输送系统、自动下壳机、造型及铁丸冷却系统、自动取铸件机械手及相关辅助设施组成,生产效率1 50件/h,工艺流程均实现了自动化.【期刊名称】《中国铸造装备与技术》【年(卷),期】2016(000)004【总页数】4页(P80-83)【关键词】壳型铸造;生产线;自动化【作者】李明;吴向军;张东阳【作者单位】中国汽车工业工程有限公司,天津300113;中铁山桥集团有限公司,河北秦皇岛066205;中国汽车工业工程有限公司,天津300113【正文语种】中文【中图分类】TG233随着社会人力成本的提高,和对铸造产品的严格控制,铸造企业越来越关注铸造装备的自动化程度。
自动化,智能化是铸造装备发展的趋势,也是建立铸造数字化工厂的前提和基础。
作为铸造装备供给侧的工作者,我们对壳型铸造装备就自动化、无人化生产方向进行研究和实践。
壳型铸造获得的铸件轮廓清晰,表面光洁,尺寸精确,使得壳模铸造成为铸造工艺的一大特色版块。
目前,壳型铸造工艺单机设备日趋完善,例如制壳机、合模工作台、造型及铁丸冷却系统等,但由于物流转节点的复杂性,导致各工艺设备相对孤立,未能实现装备自动化。
其人工参与的工艺环节具体表现在:(1)在模片制作阶段,需要人工搬运模片下件,并检查形状轮廓。
(2)在壳模合型阶段,需要人工涂胶、搬运和合型。
(3)在壳模存储阶段,采用积放输送或地摊放置方式,需要人工搬运壳模。
(4)在壳模下芯阶段,需要人工搬运并精确放置壳模。
(5)在落砂阶段,需要人工操作机器取、放铸件。
壳模铸造生产线范围分为制壳区域、存储区域、造型区域和落砂区域,平面布置图见图1。
针对不同区域人为参与的工艺环节,我们进行了重新布局,并设置合理的物流设备衔接工艺单机设备,来实现壳型铸造生产线的自动化、无人化。