proe抠砂芯教程
- 格式:pdf
- 大小:381.67 KB
- 文档页数:5

proe 抽壳的原理和方法By 无维网黄光辉(IceFai )薄壳(shell )步骤是产品设计中重要一环,利用薄壳(Shell )特征可以给外观生成一个料厚以进行下一步的内部结构设计工作。
但是在Pro/Engineer 软件中使用薄壳(Shell )特征并不能保证一定能成功,一个失败的薄壳(shell )特征往往会给后续生成料厚增加许多麻烦,影响我们的工作效率。
所以掌握薄壳(Shell )的原理和方法对于结构设计者来说是非常必要的。
一个等料厚的薄壳(shell )过程实际就是一个外观面组的偏距(offset )过程(当然薄壳shell 也可以局部不等料厚);所以为保证shell 我们就要在构面的过程中注意曲面的质量,我们在创建外观曲面的时候尽量减少不能offset 料厚的面。
但是也有很多情况是因为外观要求无法避免的,这时我们就要根据具体的情况来采取不同的对策,正确对策的制定前提是了解失败的原因。
在下面的内容中我们将讨论影响薄壳(shell )特征失败的原因和相应的对策。
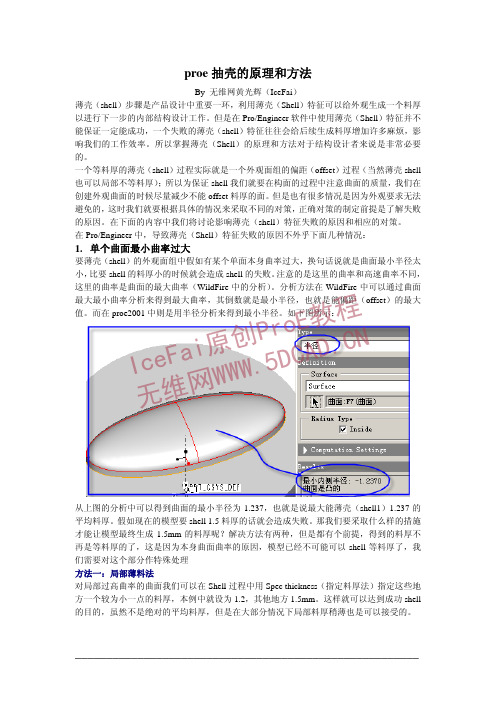
在Pro/Engineer 中,导致薄壳(Shell )特征失败的原因不外乎下面几种情况:1. 单个曲面最小曲率过大要薄壳(shell )的外观面组中假如有某个单面本身曲率过大,换句话说就是曲面最小半径太小,比要shell 的料厚小的时候就会造成shell 的失败。
注意的是这里的曲率和高速曲率不同,这里的曲率是曲面的最大曲率(WildFire 中的分析)。
分析方法在WildFire 中可以通过曲面最大最小曲率分析来得到最大曲率,其倒数就是最小半径,也就是能偏距(offset )的最大值。
而在proe2001中则是用半径分析来得到最小半径。
如下图所示:从上图的分析中可以得到曲面的最小半径为1.237,也就是说最大能薄壳(shell1)1.237的平均料厚。
假如现在的模型要shell 1.5料厚的话就会造成失败。
那我们要采取什么样的措施才能让模型最终生成1.5mm 的料厚呢?解决方法有两种,但是都有个前提,得到的料厚不再是等料厚的了,这是因为本身曲面曲率的原因,模型已经不可能可以shell 等料厚了,我们需要对这个部分作特殊处理方法一:局部薄料法对局部过高曲率的曲面我们可以在Shell 过程中用Spec thickness (指定料厚法)指定这些地方一个较为小一点的料厚,本例中就设为1.2,其他地方1.5mm 。

proe去除材料Proe去除材料。
在Proe软件中,去除材料是一个非常重要的操作步骤,它可以帮助我们在设计过程中去除多余的材料,从而达到减轻零件重量、提高零件强度、减少生产成本的效果。
接下来,我们将详细介绍在Proe软件中如何进行去除材料的操作步骤。
首先,我们需要打开Proe软件,并打开需要进行去除材料操作的零件文件。
在打开零件文件后,我们需要选择“去除材料”工具,该工具通常位于软件界面的菜单栏或工具栏中,我们可以通过单击相应的图标或者选择相应的菜单项来进入去除材料操作模式。
进入去除材料操作模式后,我们需要选择需要去除材料的部分。
通常情况下,Proe软件会提供多种选择方式,例如通过绘制选择框、选择特定的面或者边等方式来选择需要去除材料的部分。
我们可以根据实际情况选择最适合的选择方式来进行操作。
选择好需要去除材料的部分后,我们需要确认选择并进入去除材料的参数设置界面。
在该界面中,我们可以设置去除材料的深度、去除材料的方式(例如通过拉伸、旋转等方式)、去除材料的速度等参数。
根据实际情况,我们可以适当调整这些参数来达到最佳的去除效果。
设置好参数后,我们可以点击“确定”按钮来执行去除材料操作。
在操作过程中,Proe软件会根据我们设置的参数来自动进行去除材料的操作,我们可以通过软件界面中的实时预览功能来观察去除材料的效果。
如果需要调整参数,我们可以随时返回参数设置界面进行修改。
完成去除材料操作后,我们可以保存并关闭零件文件。
在实际的工程设计中,去除材料是一个非常常见且重要的操作步骤,它可以帮助我们优化零件结构、提高零件性能、降低生产成本,因此我们需要熟练掌握Proe软件中去除材料的操作方法。
总之,去除材料是Proe软件中的一个重要功能,通过合理使用该功能,我们可以在工程设计中取得更好的效果。
希望以上介绍能够帮助大家更好地掌握Proe 软件中去除材料的操作方法,提高工程设计的效率和质量。

PRO/E零件设计常用命令讲解1)抽壳:是指曲面的加厚。
PRO/E中不能进行加积分。
1、壳命令可用来创建不同壁厚的壳体。
2、可以移除多于曲面。
3、可以增加或者删除材料(可向外进行加材料)4、不能在有圆角的相邻面进行抽壳。
2)两个面同时拉伸时一定要闭合。
3)孔:实际是旋转切除。
4)倒角有四种方式1、(D1·D2)2、(角度·D )3、(45·D)4、(D·D)常数(方法一、选中一条边后+右键〈倒圆角〉,方法二、倒圆角命令+选边)输入变量〈可变倒圆角〉(方法、选中边+右键倒圆角+放在拖动点上右键添加半径。
完全倒圆角(选中两条边后——设置——完全倒圆角)倒圆角通过顶点直接拖动到一个顶点上。
通过曲线草绘曲线——设置——通过曲线——选择草绘的曲线5)拔模:最多拔30度,拖动方向,就是拔模的基准线,先草绘一条直线就可以创建其他度数的拔模。
6)1、打孔2、拔模3、倒圆角4、抽壳7)拔模选中曲面的方法1、命令2、右键选中曲面3、点选四个面的底面(因为4个轴在这个面上)4、shift——单击一根轴8)拔模:1曲面,〈要倾斜的面〉。
2枢轴,〈倾斜角的参照〉。
9)旋转、1、中心线2、草绘面要封闭3、草绘面要在中心线一侧10)筋、1、选中筋命令2、右键——定义草绘3、草绘时不能封闭(参照,选择要落在的边上)11)初学者设置草绘平面和参照平面的方法。
1选中要草绘平面2、摆好要进入草绘时的样子3、选择的要进入草绘的命令〈如,拉抻,旋转〉4、直接中键进入草绘环境即可12)使用缺省基准的优点。
1、减少不必要的父子关系。
2、在没有平面的模型时,可使用它做参考。
13)内部基准平面:是在创建特征过程中创建的平面。
14)扫描特征:1、开放的轨迹,封闭的截面2、封闭的轨迹,封闭的截面3、封闭的轨迹,开放的截面注意:1、不允许自相交,2、轨迹线一定要是光顺的线,不能有尖角。
15)混合特证:1、至少必须草绘或选取两个截面2、每个截面图元数目相同(如果不相同时可以用打断命令形成相同的图元数,混合顶点不能和起始点是同一点)3、起始点应在同一个方向的顶点上。


低压铸造取出砂芯的方法
低压铸造里,砂芯的取出可是个有点小讲究的事儿呢。
咱先说说砂芯的种类不同,取出方法就有差别。
要是那种比较松散的砂芯呀,有时候就像从沙堆里把小物件拿出来一样。
可以用小钩子或者特制的小工具,轻轻地伸进去,把砂芯一点点勾出来。
就像在挖宝藏,得小心翼翼的,可不能太粗鲁,不然把铸件弄坏了可就不好啦。
还有一种是粘结比较牢固的砂芯。
这时候呀,可能得用一些震动的办法。
就像给砂芯做个小按摩,用那种专门的震动设备,在合适的频率下,让砂芯和铸件之间的粘结松动。
这个震动的力度可得把握好,就像给小宝宝拍嗝似的,轻了没效果,重了又怕把铸件震出毛病。
有时候呢,也会用到化学的方法。
比如说有些化学溶剂可以溶解砂芯的粘结剂。
不过这就像做化学小实验一样,得特别小心。
溶剂不能太多,也不能太少,多了可能会影响到铸件的质量,少了又不能把砂芯顺利取出来。
而且这些溶剂的使用还得注意安全,毕竟它们可不像水那么温和无害呢。
在实际操作的时候,工人师傅的经验也超级重要。
有经验的师傅就像老中医一样,看一眼就大概知道这个砂芯该怎么取出来。
他们的手感也很神奇,拿着工具轻轻一探,就知道从哪里下手最好。
而且呀,现在也有一些新的技术和设备在研发,来帮助取出砂芯。
这些新东西就像新玩具一样,给低压铸造这个老工艺带来了新的活力。
总之呢,低压铸造取出砂芯虽然有点小麻烦,但只要我们用心去摸索,像对待自己的小宠物一样细心,就一定能找到合适的方法,让砂芯乖乖地从铸件里出来,保证我们的低压铸造工作顺利进行。
P r o e拆装动画教程
This model paper was revised by the Standardization Office on December 10, 2020
先看一下我们的组装图。
点击【应用程序】-【动画】。
进入动画模块之后,点击右侧的【主体定义】工具。
如上图,点击【每个主体一个零件】按钮。
点击之后,如上图,会出现很多body,点击关闭。
再点击上面工具栏里面的【元件拖动工具】。
拖动元件之前,先抓取一个快照。
再打开【高级拖动选项】,可以使零件按轴来移动。
拖动一个或几个零件,到合适的位置,再抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
拖动零件,抓取快照。
经过前面的拖动,一共抓取了17个快照。
点击右侧的【关键帧顺序】工具。
选择关键帧快照名称,再点击【+】号,即可插入。
全部快照插入完毕,顺序要反向,最大的在上面。
点击【工具】-【时域】。
设置终止时间。
点击右侧工具栏的【启动】按钮。
看一下动态的效果,发现还有螺丝没有装配完成。
时域设置太短,动画帧数太长,导致零件没有装配完成。
将终止时间改长一点。
让时间超过动画帧数。
再启动动画演示看效果。
已经装配OK.
如【机构仿真】模块一样,这里也有回放工具。
可以回放我们的动画。
机械落砂除芯工艺流程英文回答:Mechanical sand core removal process is a widely used method in the foundry industry to remove sand cores from castings. It involves the use of mechanical force to break up and remove the sand cores from the castings.The process typically starts with the identification of the casting with sand cores that need to be removed. The castings are then placed in a specialized machine or equipment that is designed to remove the sand cores. This equipment can vary depending on the size and shape of the castings.Once the castings are loaded into the machine, the mechanical sand core removal process begins. This process usually involves the use of high-pressure water jets or abrasive materials to break up the sand cores. The water jets or abrasive materials are directed at the areas wherethe sand cores are located, effectively breaking them up and washing them away.After the sand cores are broken up and washed away, the castings are then inspected to ensure that all the sand cores have been successfully removed. Any remaining sand cores are manually removed using tools such as hammers or chisels.The mechanical sand core removal process offers several advantages. Firstly, it is a relatively fast and efficient method compared to other core removal processes. Secondly, it is less labor-intensive as it relies on machinery and equipment to do the majority of the work. Lastly, it can be used for a wide range of castings, making it a versatile method.In conclusion, the mechanical sand core removal process is an effective and efficient method for removing sand cores from castings. It involves the use of mechanical force, such as high-pressure water jets or abrasive materials, to break up and remove the sand cores. Thisprocess offers several advantages and is widely used in the foundry industry.中文回答:机械落砂除芯工艺是铸造行业中一种广泛使用的方法,用于从铸件中除去砂芯。
砂芯低压铸造取件后模具处理流程下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!砂芯低压铸造取件后模具处理流程砂芯低压铸造是一种常见的金属铸造工艺,取件后模具的处理流程至关重要,它直接影响到产品的质量和成本。
示例零件剖面如下所示:为一个圆筒体;
关于如何建立工件,分型面,proe铸造型腔分模及工件与模具型腔类似,这里不赘述,网上有很多类似教程.
Proe铸造型腔砂芯提取是通过提取聚合体积块得到,提取砂芯应在分型面建好后,分模前进行;创建好工件及分型面的铸造型腔如下图示:
以圆筒体左右两端面分别为参照偏移新两平面ADTM1和ADTM2如下图示:
这两个平面的作用就好比砂型铸造中的水平芯头的端面;
偏距距离自定义,只要不超出工件边界即可。
遮蔽工件,隐藏分型面;点击菜单“铸造模型”à”创建”à“砂芯” 菜单条如右图所示;
跟着弹出”元件创建”菜单如下,输入文件名,点击”确定”
跟着弹出“创建选项”菜单如下,
选择“创建特征”,点击“确定”
继续弹出菜单如右图示:选择“聚合体积块”
跟着弹出下图菜单,选择“实体体积块”点击“完成”。
跟着弹出“聚合步骤”菜单如右图示,有四个选项如右图示:
勾选“选取、封闭“点击”完成。
弹出“聚合选取”菜单:有两个选项“曲面和边界、曲面”
选取“曲面”,点击完成;
菜单提示选取连续曲面
按住“Ctrl“键按提示选取图中连续曲面,即选中铸件内腔的所有曲面,也就是我们所需的与砂芯有关的所有曲面,中键完成。
不要漏了,否则无法成功提取聚合体积块!
\跟着弹出封闭环定义菜单如右示:
勾选“顶平面、选取环”点击“完成”或中键完成。
按提示选取一平面,盖住闭合的体积块,
点击图示先前所建军平面ADTM2,跟着按提示选取要被罩平面封闭的邻接边,
选取零件孔的一个边,如图示红色边;
按中键完成;
注意此处是先选择封闭平面,后选择与封闭平面交界的边,
边选一条所需封闭的孔的边缘上的曲线或直线就可,
系统自动检测连续曲线与封闭平面闭合。
继续按提示选取一平面,盖住闭合的体积块,选择平面ADTM1,相应的再选择对应孔的一个边
中键完成。
继续出现提示选取一平面,盖住闭合的体积块,此进直接点完成à完成。
砂芯完成如下图示。
图中上可见砂芯芯头自动延伸到了面ADTM1和ADTM2;
如果封闭平面不选ADTM1和ADTM2,而是直接选铸件的左右端面,则砂芯芯头不会延伸出来。
激活打开砂芯,修改砂芯颜色;
点击右侧工具条执行模槽分析,如右图示:
点击”定义间距”à定义移动;
分别选择上型及下型,按提示定义开模方向及距离;最后开模如下图示;。