ABS电镀的工艺流程
- 格式:ppt
- 大小:4.00 MB
- 文档页数:41
ABS塑料直接电镀的前处理工艺流程手册塑料电镀产品和金属电镀件相比,具有轻质、易加工、表面光泽性和整平性好等优点,在汽车、摩托车、五金、日常家用品等方面有广泛的用途,而且应用领域会越来越广,对电镀质量的要求也会越来越高。
下面是店铺精心为你们整理的ABS塑料直接电镀的前处理工艺流程手册的相关内容,希望你们会喜欢!ABS塑料直接电镀的前处理工艺流程手册传统的硝酸银-化学铜工艺具有操作简易、成本低等特点,但工艺稳定性差、镀层表面易产生麻点,而且化学镀铜多采用甲醛作还原剂,对人体健康有较大危害。
另外,此工艺不适合自动化生产,很难适应高品质和大面积塑料件的电镀要求。
而目前的主流工艺——胶体钯-化学镀镍工艺较硝酸银-化学铜工艺有了长足的进步,可用于自动线生产,稳定性也有所提高,但仍存在化学镀镍成本高、易老化、寿命短等缺点,同时该工艺经常产生令人头痛的挂具上镀问题。
另外,化学镍镀层容易钝化、内应力大、韧性差,容易影响后续镀层的结合力。
近年来,美国安美特公司推出了以铜置换为特征的塑料直接电镀工艺,引发了塑料电镀的新革命。
本公司通过不懈努力,开发出具有自身特点的ABS塑料直接电镀工艺,与国外同类工艺相比,该工艺具有导电性能更好、稳定性更强、成本更低等特点,工件经胶体钯活化后无须解胶即可直接进行铜置换操作,流程及时间大大缩短。
经过几年的生产应用,用户反映良好。
工艺流程除油→水洗→酸洗→粗化→ 回收→水洗→还原→水洗→还原→水洗→预浸→胶体钯活化→回收→水洗→铜置换→回收→水洗→电镀。
工艺处理过程及操作规范1. 除油一些应力高的ABS塑料应先适当去应力后再除油,多数ABS塑料可以直接进行除油。
在注塑加工及其它处理过程中,塑料件难免沾上油污。
除油有利于塑料表面粗化的均匀,同时,增加了粗化液的使用寿命。
对于手工线,塑料镀件可以采用手工擦洗除油后再上挂;对于自动线,塑料镀件可以直接上挂除油。
配方及工艺条件:SP-1 20~40 g / L温度40~50 ℃时间 3~10 min2. 粗化粗化是塑料电镀过程中很重要的一环,粗化的好坏直接影响到镀层的结合力、光亮度及镀层的完整性。

ABSPC塑料高档电镀工艺流程1.原料准备:准备好ABS和PC塑料材料,确保其表面干净、无油污和杂质。
此外,还需要准备好电镀液和电镀设备。
2.表面处理:首先对ABSPC塑料进行表面处理,以增加电镀层的附着力。
常用的表面处理方法包括砂轮抛光、化学处理和喷砂处理。
3.底漆喷涂:在表面处理后,需要在ABSPC塑料上喷涂一层底漆。
底漆的选择应根据塑料材料的特性和电镀液的要求进行确定。
底漆的主要作用是增加电镀涂层的附着力和平整度。
4.电镀层制备:准备好电镀液,将其加热至适当的温度。
ABSPC塑料需要使用特殊的电镀液,以确保电镀层的质量和耐久性。
电镀液的选择应根据电镀层的要求和塑料材料的特性进行确定。
5.电镀过程:将经过底漆处理的ABSPC塑料制品放入电镀槽中,通过电流和电解质的作用,将金属离子沉积到塑料表面,形成均匀的电镀层。
电镀过程一般分为阳极和阴极两个极性,通过电解质形成离子流动的闭合电路。
6.电镀涂层检验:对电镀涂层进行检验,主要包括外观检查和性能测试。
外观检查主要检查电镀层的光泽、平整度和无杂质等,性能测试主要包括耐腐蚀性、耐磨性和耐酸碱性等。
7.修饰处理:根据需要,可对电镀层进行修饰处理,例如抛光或喷涂其他保护层。
修饰处理旨在增强电镀层的外观和耐用性,提高其市场竞争力。
8.包装和出货:经过修饰处理后的ABSPC塑料制品需要进行包装和出货,以确保其在运输过程中的安全和完整性。
总结:ABSPC塑料高档电镀工艺流程包括原料准备、表面处理、底漆喷涂、电镀层制备、电镀过程、电镀涂层检验、修饰处理、包装和出货等步骤。
这一工艺能够使ABSPC塑料制品具备更好的外观和耐用性,使其在市场上更具竞争力。
abs电镀工艺流程ABS电镀工艺流程ABS电镀是一种将金属涂层电镀在ABS塑料表面的工艺,能够增加塑料件的表面硬度、防腐性和美观度。
以下是一般的ABS电镀工艺流程。
1. 原材料准备:首先,需要准备好ABS塑料件,以及金属电镀材料,常见的有铜、镍、铬等。
ABS塑料件必须要经过预处理,包括去污、除油和表面磨光,以保证电镀层的粘附性。
2. 酸洗:将准备好的ABS塑料件放入酸洗槽中,用酸性溶液进行清洗。
酸洗的目的是去除塑料表面的氧化物和杂质,使其更容易与电镀层结合。
3. 洗涤:酸洗后,ABS塑料件需要经过反应停止洗涤,以中和残留的酸性物质。
然后,用水洗涤塑料件,确保其表面干净。
4. 化学镀前处理:塑料件经过洗涤后,需要进行化学镀前处理。
这一步骤的目的是在塑料表面形成一个多孔表面,增加与金属电镀层的结合力。
5. 化学镀前活化:活化是将塑料件浸入活化液中,以去除残留的污垢和清洁剂。
活化后,塑料表面会生成一层活性基团,有助于与电镀层的结合。
6. 电镀:活化后的ABS塑料件可以进行电镀。
首先,将塑料件浸入金属电镀液中,确保其完全浸没在液体中。
然后,施加电流,使金属离子在塑料表面析出金属层。
7. 后处理:电镀完成后,金属镀层需要进行后处理以提高其质量和外观。
一般来说,后处理包括冷却、洁净和抛光等步骤。
8. 质检:最后,在电镀完成后,需要对产品进行质量检验。
主要检查电镀层的厚度、附着力和表面质量等。
只有通过质检的产品才会进行包装和出厂。
综上所述,ABS电镀工艺流程包括原材料准备、酸洗、洗涤、化学镀前处理、活化、电镀、后处理和质检等步骤。
每一步骤都非常重要,影响着最终电镀层的质量和性能。
因此,在进行ABS电镀时,需要严格按照工艺规范进行操作,以确保产品能够达到预期的效果。
非金属上电镀一、概述使非金属表面金属化,虽可采取喷镀、电镀、化学镀、真空蒸镀、阴极溅射或离子镀等不同工艺来实现,但目前在工业中应用最多的是电镀工艺。
在非金属电镀中,以塑料电镀占的比重大,其中又以ABS塑料为主。
本章主要介绍ABS塑料的电镀工艺。
其它非金属与ABS塑料电镀工艺的差别主要在于粗化工艺的不同,其余步骤大体相似。
非金属电镀可以提高零件表面的硬度和耐磨性。
用非金属件代替金属件可节约金属,简化加工工艺,降低成本,但比金属电镀的成本高,镀层的结合力也不牢固。
二、对塑料件的要求塑料上电镀成功与否,不仅与电镀工艺有关,而且与塑料零件的设计与成型工艺密切关系。
从电镀工艺的角度出发,对塑料件有如下要求:(一)塑料件的设计(1)应遵循获得完好注塑成型件的技术进行注塑成型,有时还要求更加严格,因为零件表面的缺陷经电镀后会更明显。
(2)零件的外型应有利于获得均匀的镀层,如较大的平面中间要稍微突起,突起度约为0.10-0.15mm/cm;棱角应倒圆,外角的倒圆半径≥1mm、内角的倒圆半径为≥0.5mm;盲孔及凹槽的底棱边角圆滑过渡,其半径宜>3mm;盲孔的深度最好不超过孔径的一半,否则对孔底的镀层应不作要求;V形沟槽的宽与深之比应大于3。
(3)零件应有适当的壁厚,若太薄则易变形而影响镀层的附着力;若太厚则注塑成型时易产生收缩痕迹。
一般在2.3-3.0mm,最薄不宜小于1.9mm,最厚不宜大于3.8mm。
(4)最好不要有金属镶嵌件因为金属与塑料的膨胀系数相差大,温度的变化易引起裂纹而使溶液渗入。
若不能避免时,尽量选用膨胀系数较大的铝制作。
镶嵌件周围的塑料应有足够的厚度,并将镶嵌件的表面加工出沟槽或进行滚花。
(5)应考虑电镀装挂的位置,因装挂接触点会在镀后留下痕迹,所以应安排在不影响外观的部位。
此外因装挂时卡紧力较大,应防止薄壁零件的变形。
在不妨碍装饰外观的情况下,还可以保留浇口作为装挂位置,电镀后再将浇口除去。
ABS 塑料电镀自动线完整的生产工艺流程11.A B S塑料电镀工艺概述塑料电镀表面金属化前处理工艺主要有硝酸银-化学铜工艺,胶体钯-化学铜工艺,胶体钯-化学镍工艺,胶体钯-铜还原直接电镀工艺等。
电镀工艺部分,除开始时需采用焦磷酸铜、暗镍或酸性镀铜预镀工艺外,其它诸如酸铜-镍-铬(或仿金,枪黑,珍珠镍铬等)等电镀工艺与普通金属电镀工艺无异。
传统的硝酸银-化学铜工艺,具有操作简易,成本低等特点,但工艺稳定性差,镀层表面易产生麻点,而且化学镀铜多采用甲醛作还原剂,对身体有较大的伤害,同时,此工艺也不适合自动化生产,很难适应高品质和大面积塑料件的电镀要求。
胶体钯-化学铜工艺避免了硝酸银活化溶液易分解的弊病,操作也简便许多,工艺可控性得到了提高。
该工艺现主要用于线路板通孔方面,在塑料装饰性电镀中也有应用,且主要用于无镍电镀。
由于化学铜存在稳定性差,易分解,沉积速度慢等弊端,且导电层易沉积铜粉,所以该工艺在大规模自动线生产上受到很大限制,不适合塑料高品质电镀的要求。
胶体钯-化学镍前处理工艺已问世近三十年。
与硝酸银-化学铜、胶体钯-化学铜工艺相比,此工艺稳定、简便,所需的劳动力少,得到的镀层质量好,非常适用于大规模自动化生产。
胶体钯-铜还原直接电镀工艺属于塑料电镀表面金属化最新工艺。
该工艺和前几种工艺相比,无需解胶,不要化学镀工序,麻点少,工艺稳定性好,工序和操作时间短,适合自动线生产,适合塑料的高品质电镀要求,适用于塑料无镍电镀需求。
但胶体钯-铜还原直接电镀工艺的胶体钯的浓度要求在 80ppm 以上,塑料原料必须是电镀级的 ABS,所以存在使用成本高,应用范围窄等缺点,现国内应用较少。
因此,现阶段国内塑料电镀自动化生产的主流工艺为胶体钯-化学镍前处理工艺。
12. 自动线生产工艺介绍近几年,随着国家对电镀行业环保整治力度的加强,不利于废水收集的高污染塑料电镀手工生产线逐步被淘汰,塑料电镀自动生产线在国内的应用逐步得到普及。
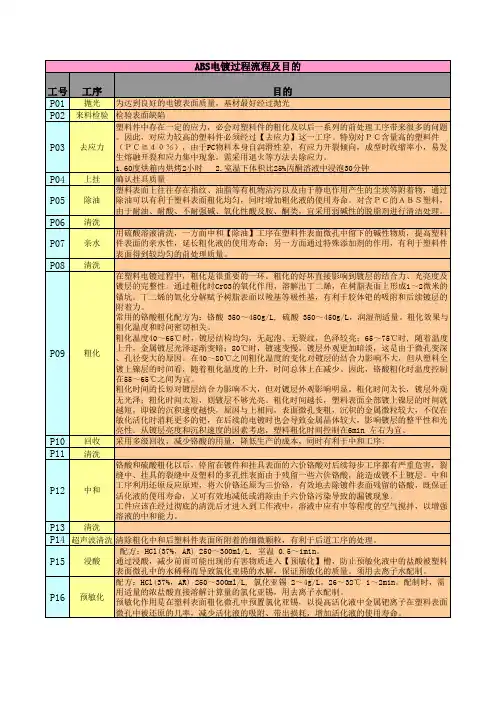
ABS塑胶电镀流程-电镀设备厂1。
脱脂:成分:酸性脱脂剂,硫酸QE-903+H2SO4时间:5分钟温度:50℃2。
粗化:成分:CRO3+H2SO4温度:70℃时间:3-8分钟注意:在这个环节里,操作员应注意铬酐一定要洗干净,对于有孔的要动几下,因为孔里有空气,如果粗化不到,会造成漏镀。
(原理:把ABS里面的成份腐蚀成凹坑,以便于活化时Pa的填补。
)3。
中和:成分:中和剂+HCl温度:45℃时间:3分钟中和的目的是去除CR03,防止CRO3污染后面的药水,为了保持其洁净度一个星期必须换一次,平时要常加原料。
4。
活化:成分:活化剂+HCl+NaCl温度:30℃时间:3分钟这个环节比较重要,如果活化剂较少,那Pa的填补凹坑的能力大大降低,从而造成化镍速度减慢,会发生较多的漏镀毛病。
5。
加速:成分:酸性加速剂+Hcl温度:45℃时间:1分钟加速的目的为了除去活化里面的Sn,而保留Pa,使其能活化镍里面的Ni2+ 顺利的发生置换反应,但加速时间不能太长,否则会把Pa去掉,为了保持良好的功能,一星期必须换一次。
6。
化学镍:成分:NiSO4+次亚磷酸钠+柠檬酸钠+氢氧化钠+化学镍添加剂PH值:8。
6--9。
6温度:40℃时间:8分钟这一环节尤其重要,因为只有镍的沉积得好,才能保证后面电镀的良好。
注意事项:1。
不能立刻打气,因为立刻打气会把Pa冲掉,待沉一层镍后,再开打气。
2。
次亚磷酸钠作为还原剂一次不能添加太多,因为太多会造成镍离子的过分被还原成镍单质,使药水Ni2+的浓度大大降低。
ABS电镀的工艺流程及操作条件引言ABS电镀工艺是一种常用的表面处理方法,用于增加ABS塑料制品的硬度、耐磨性和装饰效果。
本文将介绍ABS电镀的工艺流程及必要的操作条件。
工艺流程ABS电镀的工艺流程一般包括以下几个步骤:1.表面处理:首先,需要对ABS塑料制品的表面进行处理,以去除表面的油污、灰尘和氧化物。
常用的表面处理方法包括机械抛光、喷砂和激光处理。
2.阳极处理:ABS塑料制品的表面经过处理后,需要进行阳极处理,以增加其导电性。
常用的阳极处理方法包括喷涂导电涂层或浸泡在含有导电剂的液中。
3.电镀:经过阳极处理后的ABS塑料制品可以进行电镀。
电镀一般分为底镀层和面镀层两个步骤。
底镀层用于增强塑料表面与镀层和底材的附着力,常用的底镀材料包括铜、镍等。
面镀层用于提供一层保护性和装饰性的镀层,常用的面镀材料包括铬、镍、银等。
4.清洗:电镀完成后,需要对制品进行清洗,以去除残留的电镀液和其他污染物。
清洗一般使用酸性、碱性或中性清洗液。
5.表面保护:清洗后的制品需要进行表面保护,以增加其耐腐蚀性和耐磨性。
常用的表面保护方法包括喷涂清漆、涂覆抛光蜡等。
操作条件为了保证ABS电镀过程的质量和效果,需要满足一定的操作条件,包括以下几个方面:1.温度控制:电镀过程中的温度对于镀层的质量和性能起着重要的影响。
一般来说,温度过高会影响镀层的结构和附着力,温度过低会导致电镀速度变慢。
通常,电镀过程中的温度控制在25-45摄氏度之间。
2.电流密度:电流密度是指单位面积上的电流量,对电镀过程中镀层的均匀性和质量也有影响。
较高的电流密度会导致镀层结构不均匀,较低的电流密度会使得电镀速度变慢。
合理的电流密度应根据具体情况而定。
3.电镀时间:电镀时间是指材料在电解质中进行电镀的时间长度。
电镀时间与电流密度和镀层的厚度有关。
一般来说,电镀时间越长,镀层越厚。
根据实际需求,需要合理控制电镀时间。
4.pH值控制:电解质的pH值会影响电镀液的酸碱性,从而影响电镀过程的正常进行。