哈工大_钎焊_杨建国 20.第04章 紫铜的钎焊及相关问题
- 格式:pdf
- 大小:3.76 MB
- 文档页数:26
第一章:1.用能量最小原理推导润湿角与材料表面张力、界面张力之间的关系公式太麻烦就没写,我有手写版的,大家互相问一下也行。
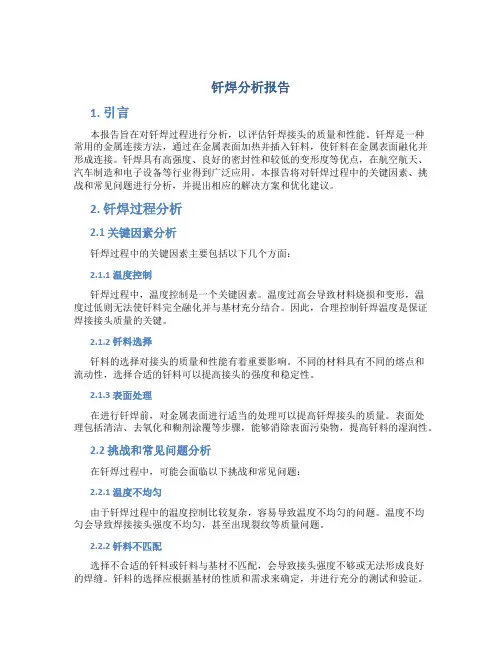
2.推导钎料在平板间隙中上升高度与钎料表面张力、润湿角之间的关系同一水平面上的压力相等,所以得到液面上升高度为⎪⎭⎫⎝⎛+=∆2111RRPLGσθσαασααθπθπθπθπcos2coscos)2()2()2()2(LGLGdRdPP==⋅⋅∆=⎰⎰------⊥h aθΔRagh LGθσρcos20-=gah LGρθσcos2=3. 评价钎料润湿性和铺展性能的方法1) 润湿角测量一定体积的钎料放在母材上 采用相应的去膜措施在规定的温度下保持一定的时间 冷凝后切取横截面,测量润湿角2) 铺展面积测量条件同上凝固后测量钎料的铺展面积3) 利用T 型试件评定钎料的润湿性,冷凝后测量钎料沿T 型试件的流动长度 4) 润湿力测量在试片浸入和拉出的期间测量作用在试片上的作用力,通过信号变换器在记录仪上作为时间的函数连续记录5) 润湿角测量在试片浸入和拉出的期间测量试片上钎料的接触角并记录4. 温度是如何影响钎料在母材上的润湿性的液体的表面张力与温度的关系Am :一个摩尔液体分子的体积;K :常数; T0:表面张力为零时的临界温度;τ:温度常数随着温度的升高,液体的表面张力减小,提高了润湿性温度升高,钎料本身的表面张力减小,液态钎料与母材间的界面张力降低,提高了钎料的润湿性温度过高,钎料的润湿性太强,造成钎料流失填缝高度计算(续)aS P P =0SSS 0设S 0’为参考点,其表面处的压力为大气压力 aS PP ='0S 1的压力:大气压力+附加压力RP P a S σ-=1S 0的压力:P S1+液柱高度产生的压力gh RP P a S ρσ+-=0S 0 和S 0’的处于同一高度,压力应该相等gh Rρσ=2)cos(aR =θ得到:ga h ρθσcos 2=再由 因此: aS P P =0)(03/2τσ--=T T K A m5. 金属表面的氧化物是如何影响钎料的润湿性的金属表面上总是存在着金属氧化物,在有氧化膜的金属表面上,液态钎料往往凝聚成球状,不与金属发生润湿,这是由于氧化物的表面张力比金属本身的表面张力要低得多所致。
钎焊分析报告1. 引言本报告旨在对钎焊过程进行分析,以评估钎焊接头的质量和性能。
钎焊是一种常用的金属连接方法,通过在金属表面加热并插入钎料,使钎料在金属表面融化并形成连接。
钎焊具有高强度、良好的密封性和较低的变形度等优点,在航空航天、汽车制造和电子设备等行业得到广泛应用。
本报告将对钎焊过程中的关键因素、挑战和常见问题进行分析,并提出相应的解决方案和优化建议。
2. 钎焊过程分析2.1 关键因素分析钎焊过程中的关键因素主要包括以下几个方面:2.1.1 温度控制钎焊过程中,温度控制是一个关键因素。
温度过高会导致材料烧损和变形,温度过低则无法使钎料完全融化并与基材充分结合。
因此,合理控制钎焊温度是保证焊接接头质量的关键。
2.1.2 钎料选择钎料的选择对接头的质量和性能有着重要影响。
不同的材料具有不同的熔点和流动性,选择合适的钎料可以提高接头的强度和稳定性。
2.1.3 表面处理在进行钎焊前,对金属表面进行适当的处理可以提高钎焊接头的质量。
表面处理包括清洁、去氧化和糊剂涂覆等步骤,能够消除表面污染物,提高钎料的湿润性。
2.2 挑战和常见问题分析在钎焊过程中,可能会面临以下挑战和常见问题:2.2.1 温度不均匀由于钎焊过程中的温度控制比较复杂,容易导致温度不均匀的问题。
温度不均匀会导致焊接接头强度不均匀,甚至出现裂纹等质量问题。
2.2.2 钎料不匹配选择不合适的钎料或钎料与基材不匹配,会导致接头强度不够或无法形成良好的焊缝。
钎料的选择应根据基材的性质和需求来确定,并进行充分的测试和验证。
2.2.3 气孔和夹渣在钎焊过程中,由于气体和杂质的存在,容易出现气孔和夹渣等问题。
这些缺陷会降低焊接接头的强度和密封性。
2.3 解决方案和优化建议针对上述问题,可以采取以下解决方案和优化建议:2.3.1 温度控制优化通过合理的温度控制装置,监测和控制钎焊过程中的温度变化,保证温度均匀,并避免温度过高或过低的情况。
2.3.2 钎料选择优化根据基材的性质和要求,选择合适的钎料,并进行充分的测试和验证。
紫铜管硬钎焊接方法
紫铜管硬钎焊接方法是一种常见的连接技术。
该方法使用硬质焊料,在高温下将两个紫铜管连接在一起。
下面是一些重要的步骤和注意事项:
1. 清洁和准备:在开始焊接之前,必须确保连接部位干净无油。
使用砂布或钢丝刷清洗表面,以确保焊料可以粘附在管子上。
2. 焊接区域加热:使用氧乙炔火炬将焊接区域加热到适当的温度。
紫铜的熔点约为1083°C,因此需要将管子加热到接近1100°C 的温度。
3. 加入焊料:一旦管子达到适当的温度,将硬质焊料放入连接部位。
焊料将在高温下熔化并流入连接部位中,形成牢固的连接。
4. 冷却和清洁:焊接完成后,将连接部位冷却至室温。
然后使用砂布或钢丝刷清洁焊接区域,以去除任何余料或碎片。
需要注意的一些事项:
1. 需要在合适的通风条件下进行焊接,以避免吸入有毒烟雾。
2. 硬质焊料需要在恰当的温度下存放,以确保其质量不变。
3. 硬质焊料通常需要预热,以确保其可以流动并粘附到管子上。
4. 焊接两个不同厚度的管子时,需要注意控制加热时间和焊料的使用量,以避免过度加热或焊料过多。
这些步骤和注意事项将帮助您成功地进行紫铜管硬钎焊接。
- 1 -。
钎焊习题答案钎焊是一种常见的金属连接方法,广泛应用于各个领域,包括汽车制造、建筑、航空航天等。
学习钎焊需要不断进行习题练习,以提高自己的技能和理论水平。
在这篇文章中,我将为大家提供一些钎焊习题的答案,希望能对学习者有所帮助。
1. 什么是钎焊?钎焊是利用钎料在被连接的金属表面上形成一层液态钎焊剂,通过钎料的润湿作用将被连接的金属加热至一定温度,使钎料熔化并填充连接间隙,然后冷却凝固,从而实现金属连接的一种方法。
2. 钎焊与焊接有何区别?钎焊和焊接都是金属连接的方法,但两者有着不同的原理和特点。
焊接是通过高温将被连接的金属熔化,然后冷却凝固,使金属之间形成永久性的连接。
而钎焊则是通过钎料的润湿作用,在连接金属表面形成一层液态钎焊剂,填充连接间隙,冷却凝固后形成连接。
3. 钎焊的优点是什么?钎焊具有以下几个优点:- 钎焊不需要加热被连接的金属,因此不会对金属的物理性质产生明显的影响。
- 钎焊可以连接不同种类的金属,如铜与铝、铁与不锈钢等。
- 钎焊连接强度高,连接处具有较好的密封性和耐腐蚀性。
- 钎焊连接后不会产生明显的变形和应力集中现象。
4. 钎焊的缺点是什么?钎焊也存在一些缺点:- 钎焊需要使用钎焊剂,增加了工艺复杂性和成本。
- 钎焊连接的强度相对于焊接来说较低。
- 钎焊连接的密封性和耐腐蚀性受到钎料和钎焊剂的质量影响。
5. 钎焊的常用钎料有哪些?常用的钎料包括铜基钎料、银基钎料、铝基钎料等。
不同的钎料适用于不同的金属连接,选择合适的钎料对于钎焊连接的质量至关重要。
6. 钎焊时需要注意哪些问题?钎焊时需要注意以下几个问题:- 钎焊前需要对被连接的金属进行清洁处理,以去除氧化物和污染物。
- 钎焊剂的选择要根据被连接金属的性质和要求进行合理选择。
- 钎焊时需要控制好加热温度和加热时间,避免过热或过短的情况发生。
- 钎焊后需要对连接处进行冷却和清洁处理,以确保连接的质量。
通过以上习题的答案,我们可以更好地理解和掌握钎焊的原理和技巧。
紫铜钎焊温度紫铜钎焊温度是指在紫铜材料进行钎焊时所需要的加热温度。
钎焊是一种常用的金属连接方法,通过在两个金属表面之间加热并使用钎料填充,使两个金属表面之间形成牢固的连接。
紫铜是一种常用的金属材料,具有良好的导电性和导热性,因此在电子设备、电线电缆以及管道等领域得到广泛应用。
紫铜的熔点较低,约为1083℃,因此在钎焊过程中需要将紫铜加热至足够的温度以使钎料熔化并填充金属间隙。
一般来说,紫铜钎焊温度在700℃至900℃之间,具体的温度取决于钎焊的要求和钎料的特性。
在紫铜钎焊中,温度的控制是非常重要的。
如果温度过低,钎料无法完全熔化,无法填充金属间隙,从而导致连接不牢固;而如果温度过高,不仅会使紫铜材料发生变形,还会引起材料的氧化和烧损,影响钎焊的质量。
因此,在进行紫铜钎焊时,需要根据具体情况选择合适的加热温度。
一般来说,较薄的紫铜材料可以选择较低的温度,而较厚的紫铜材料则需要较高的温度。
此外,钎焊的要求也会影响温度的选择,例如在高要求的电子设备中,需要使用较低的温度以避免对电子元件的损坏。
在钎焊过程中,还需要注意加热的均匀性。
由于紫铜的导热性较好,加热应尽量均匀,避免出现温度梯度过大的情况。
可以使用火焰加热、电阻加热或者电感加热等方法进行加热,根据具体情况选择合适的加热方式。
钎焊时还需要选择适合的钎料。
钎料的选择应根据紫铜的特性和使用环境来确定,以确保钎焊的质量和可靠性。
常用的钎料有银基钎料、铜基钎料和镍基钎料等。
紫铜钎焊温度是进行紫铜钎焊时需要控制的重要参数。
合理选择加热温度、保持加热的均匀性,并选择适合的钎料,可以确保钎焊的质量和连接的可靠性。
在实际应用中,需要根据具体情况进行调整和优化,以满足不同领域和要求的钎焊需求。
哈工大-钎焊复习思考题1、钎焊技术原理钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。
2、描述全部钎焊工艺过程并简单分析各不同阶段所发生的物理或化学现象钎剂融化、钎剂填缝、钎剂去膜、钎料融化、钎料填缝钎焊工艺过程:一是钎料填满钎缝的过程,二是钎料同母材相互作用的过程。
如果钎焊时使用钎剂,则还有一个钎剂的填缝过程。
不同阶段的物理化学现象:一:钎剂在加热熔化后流入焊件间的间隙,同时熔化的钎剂与母材表面发生物化作用,从而清净母材表面,为钎料填缝创造条件。
二:随着加热温度升高,熔化的钎料与固态母材接触,润湿母材,并在其上铺展。
随后,熔化的钎料依靠毛细作用在钎缝间隙内流动进行填缝。
三:液态钎料在毛细填缝的同时,与母材发生相互扩散作用,一种是母材向液态钎料的扩散,即通常说的溶解;一种是钎料组分向母材的扩散。
3、钎焊技术特点优点:(1)加热温度较低(2)焊件变形小,尺寸精确高(3)可焊异种金属或材料(4)适合于批量生产,生产率很高缺点:(4)接头强度低(5)耐热性差总之,钎焊最明显的优点:母材不化钎料化。
钎焊较适宜连接精密、微型、复杂、多钎缝、异类材料的焊件。
4、简述钎焊工艺方法原理及特点烙铁钎焊用于细小简单或很薄零件的软钎焊。
波峰钎焊用于大批量印刷电路板和电子元件的组装焊接。
施焊时,250℃左右的熔融焊锡在泵的压力下通过窄缝形成波峰,工件经过波峰实现焊接。
这种方法生产率高,可在流水线上实现自动化生产。
火焰钎焊用可燃气体与氧气或压缩空气混合燃烧的火焰作为热源进行焊接。
火焰钎焊设备简单、操作方便,根据工件形状可用多火焰同时加热焊接。
这种方法适用于自行车架、铝水壶嘴等中、小件的焊接。
电阻钎焊利用电流流过被焊工件时,在钎料与母材界面因接触电阻,产生热量进行局部加热钎料,同时还对待焊接处施加一定的压力,加热快。