熔模铸造工艺资料
- 格式:ppt
- 大小:335.00 KB
- 文档页数:19

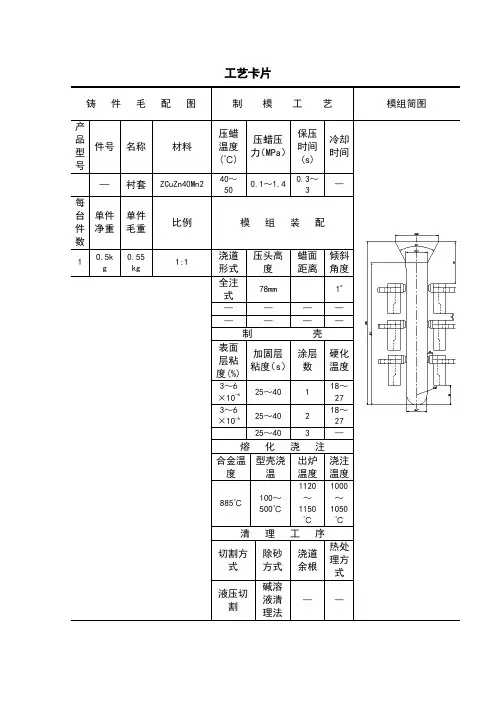
工艺卡片
铸 件 毛 配 图 制 模 工 艺 模组简图
产品型号 件号 名称 材料 压蜡温度(℃) 压蜡压力(MPa) 保压时间(s) 冷却时间
— 衬套 ZCuZn40Mn2 40~50 0.1~1.4 0.3~3 —
每台件数 单件净重 单件毛重 比例 模 组 装 配
1 0.5kg 0.55
kg 1:1 浇道形式 压头高度 蜡面距离 倾斜角度
全注式 78mm 1o
— — — —
— — — —
制 壳
表面层粘度(%) 加固层粘度(s) 涂层数 硬化温度
3~6×10-6 25~40 1 18~27
3~6×10-6 25~40 2 18~27
25~40 3 —
熔 化 浇 注
合金温度 型壳浇温 出炉温度 浇注温度
885℃ 100~500℃ 1120~1150℃ 1000~1050℃
清 理 工 序
切割方式 除砂方式 浇道余根 热处理方式
液压切割 碱溶液清理法 — —

熔模铸造工艺
一、熔模铸造的基本定义
熔模铸造:在蜡模表面覆盖一层耐火陶瓷材料,一旦陶瓷材料硬化,其内部就形成了所需铸件的几何形状.然后熔化并导出石蜡,再用熔融金属填充型腔,待金属在陶瓷模具内凝固后,再将金属铸件取出,这种制造技术也被称为失蜡工艺。
熔模铸造有5550多年的历史,可以追溯到古埃及和中国的远古时代。在工业制造方面,通过该方法制造的零部件包括:牙夹、齿轮、凸轮,棘轮,珠宝,涡轮叶片,机械零配件和其它一些具有复杂几何形状的零部件。
二、熔模铸造的工艺过程
1、熔模铸造过程第一步是制造蜡模,这种模的材质也可以是塑料,但通常用蜡,因为蜡很容易熔化还可以重复利用,还有这种模每铸造一次又得重新制作,不论任何数量的铸造零件,都得制作一定数量的蜡模,而制造蜡模的模具可以浇铸或者机械加工而成,这种模具的尺寸精度要求比较高,需仔细计算和推敲,它必须考虑金属铸件和蜡以及蜡模表面陶瓷材料的收缩性,还需经过多次错误并不断尝试才能达到所需的尺寸范围,所以这种模具价格都比较贵。
图 (一)
2、因为铸造模具属于一次性的,铸造完成后不需要开模机构,所以它可以铸造几何形状非常复杂的部件,一个铸件可以由多个蜡模结合而成,但通常情况下, 将多个蜡模连接起来,通过一次浇铸可以完成多个铸件。其中蜡杆作为中央主浇道, 所有蜡模都与主浇道连通,蜡杆的起始端连接主浇口,这种结构被称为树形结构,主浇道好比树干而其连接的多个蜡模好比树的分枝。
3、往金属铸造模腔内灌入含有极细粒度的二氧化硅、水和粘接剂的耐火浆料,接着在蜡模与金属模腔之间的蜡模表面会形成陶瓷层,重复灌入浆料后陶瓷层的厚度也会不断增大,在某些情况下,可直接将其放入瓶子内,然后往瓶内灌入陶瓷浆料。 4、当蜡模表面耐火涂层足够厚时,将其置于空气中使它自由干燥而变硬。
5、下一步也是熔模铸造过程中关键的一步:倒置已硬化的陶瓷模具,将其加热至200F-375F(90℃-175℃)的温度,使蜡融化后流出模具,留下的空腔将用来铸造所需的金属铸件。 6、然后将陶瓷模具加热到大约1000°F-2000°F(550℃ -
熔模精密铸造工艺简介
熔模精密精密铸造(Investment Casting)又脱蜡铸造或失蜡铸造(Lost-wax Casting),这种铸造工艺可以生产出精密复杂、接近于产品最后形状,可不加工或很少加工就可直接使用的金属零件或精美工艺品,是一种近净形的金属液态成形工艺,应用非常广泛。
熔模铸造是以最终产品为摹本的批量复制技术,先要制做金属模具,在射蜡机上用金属模具压制出蜡模,将单个的蜡模组合到浇注系统上形成一棵棵蜡树,在蜡树上涂敷多层耐火材料,干燥硬化后形成型壳,然后将型壳内的蜡熔化使之流出,再将型壳焙烧使之坚固,最后再将熔化的液态金属浇注入型壳中,液态金属在型壳中冷却凝固后即成为所需要的铸件。
熔模精密铸造是在古代蜡模精密铸造的基础上发展起来的。作为文明古国,中国是使用这一技术较早的国家之一,远在公元前数百年,我国古代劳动人民就创造了这种失蜡精密铸造技术,用来精密铸造带有各种精细花纹和文字的钟鼎及器皿等制品。
现代熔模精密铸造方法在工业生产中得到实际应用是在二十世纪四十年代。当时航空喷气发动机的发展,要求制造象叶片、叶轮、喷嘴等形状复杂,尺寸精确以及表面光洁的耐热合金零件。由于耐热合金材料难于机械加工,零件形状复杂,以致不能或难于用其它方法制造,因此,需要寻找一种新的精密的成型工艺,于是借鉴古代流传下来的失蜡精密铸造,经过对材料和工艺的改进,现代熔模精密铸造方法在古代工艺的基础上获得重要的发展。
我国是上世纪五、六十年代开始将熔模精密铸造应用于工业生产。其后这种先进的精密铸造工艺得到巨大的发展,相继在航空、汽车、机床、船舶、内燃机、气轮机、电讯仪器、武器、医疗器械以及刀具等制造工业中被广泛采用,同时也用于工艺美术品的制造。早期的熔模铸造工艺是采用石蜡硬脂酸模料、水玻璃粘接剂制壳。九十年代开始发展铸造专用中温模料、 硅溶胶制壳、中频快速熔炼技术,铸件尺寸精度和表面光洁度有了很大的改善,成为当今生产出口精密铸件的主流工艺。

熔模铸造的工艺过程
熔模铸造是一种常见的金属铸造工艺,其优点在于可以生产出高精度、高质量的铸件。下面将详细介绍熔模铸造的工艺过程。
一、模具制作
1. 模型制作:首先需要根据产品图纸或样品制作出原型模型,通常使用3D打印、CNC加工等技术进行制作。
2. 涂覆模料:将原型模型涂覆上一层耐高温的硅胶或其他材料,待干燥后再涂覆多层玻璃纤维增强材料,形成硬化壳体。
3. 烘干硬化:经过一定时间后,硅胶和玻璃纤维增强材料会形成一个坚固的壳体。此时需要将其放入高温烘箱中进行烘干和硬化处理。
4. 脱模:经过一段时间后,硅胶和玻璃纤维增强材料会变得非常坚固。此时需要将其从原型模型上剥离下来,形成一个空心壳体。
二、蜡模注塑
1. 制备蜡模:将空心壳体放入注塑机中,注入蜡料进行注塑,形成一个与空心壳体相同的蜡模。
2. 脱模:经过一定时间后,蜡模会变得非常坚固。此时需要将其从空心壳体上剥离下来。
三、组装
1. 浇口和排气道:在空心壳体上开凿出浇口和排气道,以便于金属液进入和气体排出。
2. 组装:将蜡模放入空心壳体中,并进行粘接和定位,形成一个完整的铸造型。
四、烧结
1. 烘干:将铸造型放入高温烤箱中进行烘干处理,以去除其中的水分和残留物质。
2. 烧结:经过一段时间后,铸造型会变得非常坚固。此时需要将其放入高温熔炉中进行烧结处理,以使其更加坚硬。
五、浇注
1. 准备金属液:根据产品要求选择合适的金属材料,并在高温熔炉中加热,使其变成液态状态。
2. 浇注:将金属液倒入铸造型中,在浇注过程中需要控制好流量和速度,以确保铸件质量。
六、冷却
1. 冷却:经过一定时间后,金属液会逐渐凝固成铸件。此时需要将其从铸造型中取出,并放置在冷却室中进行冷却处理。
2. 去除浇口和排气道:待铸件完全冷却后,需要去除其中的浇口和排气道,并进行表面处理和清洗。
七、检验
1. 外观检验:对铸件进行外观检验,检查其表面是否有缺陷、裂纹等问题。