眼镜的生产工艺
- 格式:docx
- 大小:36.99 KB
- 文档页数:2

眼镜生产工艺流程眼镜生产工艺流程是指将原材料经过一系列的加工和组装,制造成最终的眼镜产品的过程。
下面将以普通眼镜的生产工艺流程为例,来介绍眼镜的生产过程。
第一步是原材料的选择和准备。
眼镜的主要材料是镜片、镜腿和鼻托,镜片通常由树脂材料或玻璃制成,镜腿和鼻托则由金属或塑料制成。
在制造过程中,需要准备好各种规格和材质的原材料。
第二步是镜片的加工。
首先,根据订单要求,将原材料切割成需要的尺寸和形状。
然后,对镜片进行抛光和磨光处理,使其表面光滑。
接下来,使用机器对镜片进行打孔和切割,以方便后续的组装工作。
最后,对镜片进行清洗和检查,确保其质量符合要求。
第三步是镜腿的加工。
根据眼镜的设计,选择适当的材料和形状,然后使用机器进行切割和弯曲处理,使其符合眼镜的结构和外观要求。
接下来,对镜腿进行打磨和喷漆处理,使其光滑且外观美观。
最后,对镜腿进行质量检查,确保其强度和耐久性。
第四步是鼻托的加工。
根据眼镜的设计和用户的需求选择适当的材料和形状,然后使用机器进行切割和打磨处理,使其符合鼻子的形状和舒适度要求。
最后,将鼻托与镜腿进行组装,确保其稳固性和舒适度。
第五步是组装和调试。
将镜片、镜腿和鼻托等各个部件进行组装,使用螺丝和胶水将它们固定在一起。
然后,对眼镜进行调试,检查其合适度和视力效果,确保其质量符合要求。
最后一步是质量检验和包装。
对眼镜进行全面的质量检查,包括外观、镜片的度数和准确性等方面。
检验合格后,将眼镜进行清洁和包装,然后进行入库或发货准备,等待分发到各个销售渠道。
以上就是眼镜生产工艺流程的一个简要介绍。
在实际的生产过程中,还会涉及到更加细致和复杂的操作和流程。
但总体上,眼镜的生产过程主要包括原材料的选择和准备、镜片、镜腿和鼻托的加工、组装和调试、质量检验和包装等环节。
通过严格的工艺流程和质量控制,可以制造出高质量的眼镜产品,满足人们对视力矫正和时尚装饰的需求。

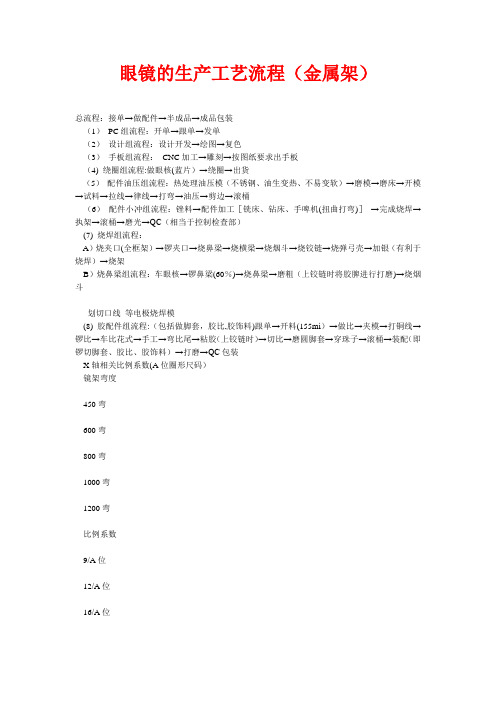
眼镜的生产工艺流程(金属架)总流程:接单→做配件→半成品→成品包装(1)PC组流程:开单→跟单→发单(2)设计组流程:设计开发→绘图→复色(3)手板组流程:CNC加工→雕刻→按图纸要求出手板(4) 绕圈组流程:做眼核(蓝片)→绕圈→出货(5)配件油压组流程:热处理油压模(不锈钢、油生变热、不易变软)→磨模→磨床→开模→试料→拉线→律线→打弯→油压→剪边→滚桶(6)配件小冲组流程:锉料→配件加工[铣床、钻床、手啤机(扭曲打弯)]→完成烧焊→执架→滚桶→磨光→QC(相当于控制检查部)(7) 烧焊组流程:A)烧夹口(全框架)→锣夹口→烧鼻梁→烧横梁→烧烟斗→烧铰链→烧弹弓壳→加银(有利于烧焊)→烧架B)烧鼻梁组流程:车眼核→锣鼻梁(60%)→烧鼻梁→磨粗(上铰链时将胶脾进行打磨)→烧烟斗划切口线等电极烧焊模(8) 胶配件组流程:(包括做脚套,胶比,胶饰料)跟单→开料(155mi)→做比→夹模→打铜线→锣比→车比花式→手工→弯比尾→粘胶(上铰链时)→切比→磨圆脚套→穿珠子→滚桶→装配(即锣切脚套、胶比、胶饰料)→打磨→QC包装X轴相关比例系数(A位圈形尺码)镜架弯度450弯600弯800弯1000弯1200弯比例系数9/A位12/A位16/A位20/A位24/A位弧度半径R116R87R65R65R65俯视图(架弯角度)84°78°72°66°60°俯视(镜片弧度、架弯弧度)11687656565眼镜中的分类一按用途可分:男装架,女装架,中性架,老花架,儿童架,记忆金属架,太阳架。
1)中性架:中性即为男、女都有适应的款式;2)太阳架:根据眼镜架弯度的不同可分为:600弯,800弯(一般适用于国内及东南亚);有的弯度更大至1000弯,1200弯(一般适用于欧美市场)二按材料可分:白铜架,不锈钢架,钛合金架,铝架,蒙乃尔架,注塑架(一般是PC材料),胶板材架(材质特性成酸性).注:每种类别的架形,以该架子的主要材料为依据,不排除某些配件用其它材料)1.白铜与蒙乃尔是眼镜最常见的材料;2.不锈钢分为不锈钢线和不锈钢线片两种,特点是轻巧;整体有较强的弹性;3.钛金属架分为纯钛,合金架。
眼镜生产工艺流程一、前期准备1. 完成产品设计和原型制作,确定眼镜的样式、材料和规格。
2. 采购所需的眼镜镜片、镜框、鼻托、螺丝等原材料和配件。
3. 为生产过程做好准备,确保所需设备和生产线的正常运行。
二、制作眼镜镜框1. 将镜框模具安装到注塑机上,注塑机加热并融化塑料原料。
2. 将熔化的塑料原料注入模具中,并通过压力和冷却使其成型。
3. 将成型的眼镜镜框放入光照室进行紫外线固化处理,提高其硬度和强度。
4. 检查眼镜镜框的外观质量,如有瑕疵则进行修整或重新制作。
三、加工眼镜镜片1. 根据眼镜的度数和凹凸度要求,使用计算机数控剪裁机对镜片进行切割。
2. 使用加工设备对镜片进行研磨和抛光,使其表面光滑并去除切割瑕疵。
3. 在镜片上涂覆防反射膜等特殊涂层,提供更好的视觉效果和保护功能。
4. 检查眼镜镜片的质量,如有损坏或不合格的镜片需要重新加工或更换。
四、组装眼镜1. 将制作好的眼镜镜框和镜片放在组装台上,根据度数和凹凸度要求进行组装。
2. 使用专用的螺丝和工具将镜片固定在镜框上,确保安全和稳固。
3. 安装鼻托和支撑架等配件,提高眼镜的舒适度和稳定性。
4. 对组装好的眼镜进行视觉检查和调整,确保其度数准确、镜片无歪斜等问题。
五、质检和包装1. 进行质量检验,包括外观质量、度数准确性、配件安装和镜片防护效果等。
2. 对合格的眼镜进行清洁和消毒处理,保证卫生和安全。
3. 使用专用的包装材料和盒子对眼镜进行包装,防止损坏和污染。
4. 根据销售要求,贴上标签和标识,包括品牌、规格、生产日期等信息。
六、成品入库和配送1. 对包装好的眼镜进行分类和编号,方便管理和跟踪。
2. 将成品入库,并做好库存管理,防止损失和滞销。
3. 安排快递或物流公司进行配送,确保货物安全送达目的地。
以上为眼镜生产的基本工艺流程,每个环节都需要严格操作和质量控制,以确保生产出高质量的眼镜产品。
部品加工工艺一、拉线1.定义:利用金属的延伸性,将材料加工到需求直径的一种加工方法。
2.加工设备:1)自动拉线机(CNC拉线):这种机器可以加工大半径过渡〔过渡位没有具体限制〕到小半径的部品,也可以加工大半径过渡到小半径再过渡到大半径的部品。
〔加工直径。
现有CNC拉线模:、、、、、2)手动拉线机:这种机器只能加工大半径过渡〔过渡位不能小于2mm〕到小半径部品。
〔加工直径6.8~1.0mm〕。
3.注意事项:1)从扁线拉成圆线需先水滚再拉线〔不水滚部品容易裂开〕2)βTian和NT需退火后进行拉线加工。
3)拉线时为了减少材料的浪费,根据部品形状将材料进行分段不等直径的拉线〔一般部品形状不规则的一般先分成2段以上进行材料拉线如:部品为锥形〕材料直径确认方法:部品分段内的最厚×最宽÷3.14后开平方再×2+0.2(毛边余量)。
拉线过渡距离需根据实际情况而定如〔模具型腔,部品形状等〕自动拉线机可以加工难度高的部品,但是加工速度要比手动拉线机慢,手动拉线机不可以加工难度较高的部品,但是加工速度快。
二、直线切断/直切弯曲1.定义:1)直线切断:将线材在冲床上加工成所需长度,切断后整体为一段直线。
2)直切弯曲:将线材在冲床上加工成所需长度的同时进行打弯,切断后整体接近所需弧形。
〔通常用作BP的加工〕2.加工设备:5T冲床。
3.注意事项:1)根据材料直径大小选择,产品表面无拉伤。
2)重点确认弯曲成型的产品是否与冲压下模能吻合良好。
三、两切1.定义:将部品余量通过冲断去除的一种加工方法。
2.加工设备:5T冲床。
3.断面质量与材料厚度、上下模间隙有关系,材料越厚,要求上下模间隙越大,断面品质越差。
材料越薄,要求上下模间隙越小,断面品质越好。
4.注意事项:1)两切后需保证部品左右对称,形状无变形、弯曲。
2)两切后需保证部品不能有伤痕与台阶。
3)每作业1PCS吹干净模具,上、下模不能粘铁屑。
眼镜生产工艺流程
眼镜是现代人们日常生活中常用的配饰品,也是一种视力矫正工具。
眼镜的生产工艺流程经过多年的发展和改进,已经非常成熟和标准化。
下面我们将详细介绍眼镜的生产工艺流程。
1. 设计与原材料准备
眼镜的生产首先需要进行设计,设计师根据市场需求和流行趋势设计出款式各异的眼镜图纸。
然后根据设计图纸准备原材料,眼镜的原材料主要包括镜片、镜架、鼻托、螺丝等。
镜片通常采用树脂或玻璃材质,镜架则有金属、塑料等不同材质。
2. 切割与打磨
镜片的切割是眼镜生产的第一道工序,工人根据设计图纸将镜片进行精确的切割。
然后进行打磨,使镜片表面光滑,没有毛刺和划痕。
3. 焊接与组装
镜架的生产需要进行焊接工艺,将镜架的各个部件进行精密的
焊接,确保镜架的牢固和稳定。
然后进行组装,将镜片和镜架进行
组装,同时安装鼻托和螺丝。
4. 清洗与质检
组装完成的眼镜需要进行清洗,去除生产过程中的油污和灰尘。
然后进行质检,检查眼镜的各个部位是否完好,镜片是否有瑕疵,
确保眼镜的质量符合标准。
5. 包装与配送
最后将质检合格的眼镜进行包装,通常采用塑料袋、盒子或者
包装盒进行包装。
然后进行配送,将眼镜运往各个销售点或者直接
邮寄给顾客。
以上就是眼镜的生产工艺流程,每一个环节都需要经过严格的
操作和质检,确保眼镜的质量和外观都符合标准。
随着科技的发展
和工艺的改进,眼镜的生产工艺也在不断提高,以满足人们对眼镜
的不断追求和需求。
眼镜生产工艺流程眼镜是现代人日常生活中常见的用品之一,它的生产工艺流程通常包括以下几个步骤:第一步:设计和开发。
在设计和开发阶段,设计师会根据市场调研和消费者需求来确定眼镜的外观设计和功能需求。
然后,他们会进行设计绘图,并制作样品进行测试和修改,直到满足预期的要求。
第二步:原材料准备。
在生产眼镜之前,需要准备各种原材料,包括镜片、镜框和镜腿等。
镜片通常由光学玻璃或塑料制成,而镜框和镜腿则可以使用金属、塑料或其他材料制造。
第三步:镜片制造。
制造镜片的工艺通常包括切割、抛光、镀膜和贴膜等步骤。
首先,需要根据设计要求将镜片切割成相应的大小。
然后,将镜片放入机器中进行抛光,使其表面更加光滑。
接下来,会对镜片进行镀膜处理,以增加耐磨性和防紫外线等功能。
最后,可以根据需要在镜片上贴上助听器或防蓝光膜等。
第四步:镜框制造。
制造镜框的工艺通常包括注塑成型、车削、焊接和喷漆等步骤。
首先,根据设计要求将塑料颗粒或金属材料加热融化,然后注入模具中进行成型。
然后是车削工艺,将镜框的形状和尺寸进行加工。
接下来,根据需要,可以使用焊接技术将镜腿和镜框连接在一起。
最后,可以进行镜框的喷漆和装饰等处理。
第五步:装配和调试。
在装配和调试阶段,将制造好的镜片和镜框进行组装。
首先,需要将镜片放入镜框的中心位置,并将它们固定在一起。
然后,检查镜片和镜框的配合是否紧密,并进行必要的调整,以确保佩戴舒适度和镜片的视觉效果。
第六步:质量检验和包装。
在生产过程的最后阶段,眼镜会经过质量检验,确保每个产品的质量符合标准要求。
检查的内容包括镜片的清晰度、准确度和防蓝光等性能,以及镜框的强度和外观等。
通过合格的产品会进行包装,并标记相关的信息,如品牌、规格、生产日期等。
以上是眼镜生产的主要工艺流程,每个步骤都需要精确的操作和质量控制,以确保最终产品的品质和性能。
眼镜的制造不仅需要高质量的原材料和先进的生产设备,还需要专业的技术人员和严格的品质管理体系。
金属眼镜架加工工艺一、引言金属眼镜架是一种常见的眼镜配件,其制作过程需要经过多道工序,包括设计、切割、弯曲、焊接、抛光等。
本文将详细介绍金属眼镜架的加工工艺流程。
二、设计阶段金属眼镜架的设计是整个加工过程的起点。
设计师需要根据眼镜的使用需求和审美要求,绘制出眼镜架的草图。
设计师要考虑到眼镜的舒适度、结构稳定性和材料的选择。
设计完成后,可以使用计算机辅助设计软件进行三维模型的建立。
三、切割材料在金属眼镜架加工过程中,常用的材料有钢、铝、钛等。
首先,需要根据设计图纸的要求,将金属材料切割成适当的尺寸。
切割可以使用激光切割机、电火花切割机等设备进行。
四、弯曲成型切割好的金属片需要进行弯曲成型,以便制作出眼镜架的形状。
弯曲可以使用数控弯曲机、液压机等设备进行。
在弯曲过程中,需要根据设计要求和实际情况,调整设备的参数,以获得理想的弯曲角度和弯曲半径。
五、焊接连接经过弯曲成型后,需要将眼镜架的各个部件进行焊接连接。
焊接可以使用电弧焊、激光焊等方法进行。
在焊接过程中,需要注意控制焊接温度和焊接时间,以确保焊接质量和连接强度。
六、抛光处理焊接完成后,金属眼镜架的表面会出现焊接痕迹和毛刺。
为了提高眼镜架的外观质量,需要进行抛光处理。
抛光可以使用砂轮或磨光机进行,通过磨削、打磨和抛光等工艺,使眼镜架表面光滑、亮丽。
七、表面处理金属眼镜架可以进行表面处理,以增加其耐腐蚀性和耐磨性。
常用的表面处理方法有电镀、喷涂等。
电镀可以使用镀银、镀金、镀铬等方法进行,可以增加眼镜架的金属质感和耐用性。
喷涂可以使用喷涂设备将保护漆喷涂在金属表面,以提高其耐腐蚀性。
八、质量检验金属眼镜架加工完成后,需要进行质量检验。
质量检验可以通过外观检查、尺寸测量、强度测试等方式进行。
检查眼镜架的焊接点是否牢固,尺寸是否符合设计要求,表面是否光滑等。
只有通过严格的质量检验,才能保证眼镜架的品质。
九、包装发货经过质量检验合格的金属眼镜架,可以进行包装发货。
项目名称:CR39宝丽来镜片生产工艺及生产评估报告编号:Regna-20120508前言:随着科技的进步和消费者对眼镜保护意识的增强,消费者也越来越注重眼镜的功能性与美观性相结合的镜片,公司需要掌握消费市场需求的变化,及时开发一种符合市场需求的新产品以促使公司转型升级并领先竞争对手。
CR39宝丽来镜片就是一种市场未开发完全的镜片产品,这将会进一步优化公司产品结构,提高公司整体实力。
偏光膜对眼镜优异的保护作用与CR39树脂镜片良好的光学性能以及染色效果相结合得到的产品将会满足市场的需求。
CR39镜片今年在我公司开始上线,这为开发CR39宝丽来镜片提供了便利和基础。
1、生产工艺整个工艺生产流程为:偏光膜软化处理弯度加工表面处理裁剪合模单体浇注固化开模二次固化质检包装入库其中对镜片质量影响较大的工艺条件有偏光膜的软化处理、弯度加工、表面处理、合模和浇注、固化温度曲线的设定。
1.1偏光膜软化处理及对膜质量的影响将偏光膜一端拉出固定在专用U型架上,小心地把偏光膜上下两层透明保护胶撕开,此时需要控制好拉力,若拉力过大,会使偏光膜产生静电而吸附空气中的灰尘粒子,影响膜的质量。
然后将装有偏光膜的U型架放入恒温恒湿炉中,温度一般控制在(50±1)℃,湿度控制在(93±3)%,润湿时间约为5min。
润湿时间不能太短,否则会造出偏光膜无波纹或波幅大于15mm;润湿时间较好的偏光膜一般呈现约10mm小波纹状。
同时应注意取出偏光膜及U型架时,不可碰撞炉内固定架,并避免水珠滴到偏光膜上。
1.2偏光膜弯度加工及对膜质量的影响将装有润湿合格的偏光膜的U型架放在装有玻璃模具的铝模底层上,用压弯机制成所需要的弯膜。
偏光膜与具有一定弯度的玻璃模具一定要贴紧,不能出现空隙,否则制作的膜会出现皱纹现象。
然后连同铝模一起放入净化炉中,烘烤10min后将铝模取出,进行冷却定型,冷却环境温度需要控制在25℃以下,湿度需要控制在30%-35%。
眼镜的生产工艺
眼镜是一种广泛应用于日常生活中的光学产品,它不仅能够帮助人们矫正视力问题,还能够起到保护眼睛的作用。
而眼镜的生产工艺则是指从原材料开始到最终成品的整个制作流程。
下面就来简单介绍一下眼镜的生产工艺。
首先,眼镜的制作需要使用到多种原材料,如镜片、镜腿、鼻托等。
其中,镜片是最重要的部分,它可以分为有机镜片和无机镜片两种。
有机镜片通常由树脂制成,它具有轻巧、防破裂的特点,适合制作轻薄镜片。
无机镜片则由矿物质制成,它具有耐磨、耐刮等特点,适合制作运动眼镜等。
接下来,镜片需要经过切割和打磨工序。
切割主要是根据眼镜框的尺寸和形状,在镜片上切割出合适大小的圆形或矩形等形状。
打磨工序则是为了使镜片表面光滑均匀,避免光线折射产生视觉畸变。
然后,镜片经过抛光和涂镀工序。
抛光工序可以进一步提高镜片的光滑度和透光性,使其能够更好地反射和折射光线。
涂镀工序则是为镜片表面增加一层反光膜或防蓝光膜,以减少镜片的反射和滤除有害光线。
接着,镜片需要进行组装工序。
这一步主要是将镜片与镜腿、鼻托等部件进行连接,使眼镜能够舒适地戴在脸上。
组装过程中,需要注意调整镜腿的长度和角度,以确保镜片与眼睛之间的距离和镜腿与耳朵之间的贴合度都适合用户的需求。
最后,眼镜的生产工艺还包括质量检测和包装工序。
质量检测是保证眼镜制作质量的重要环节,通过检测镜片的光学性能、镜腿的牢固度等指标,确保眼镜符合相关标准和要求。
包装工序则是将眼镜装入相应的眼镜盒或眼镜袋中,以便于保护和携带。
总的来说,眼镜的生产工艺是一个复杂而精细的过程,需要严格控制每个环节的质量和要求。
只有通过科学的制作工艺和严谨的质量检测,才能制作出符合人们需求的高质量眼镜。