金属材料的切削加工特性(精)
- 格式:ppt
- 大小:405.00 KB
- 文档页数:19

在进行对工件进行加工的过程中,金属材料的选择,往往会直接影响到之后加工产品的结果。
因此,了解常用金属材料及特性是每个机加工人必做的功课。
下面我们就来通过这篇文章具体介绍一下加工生产中常用的钢材料及其特性。
加工中常用材料有以下几种:1、45号钢这种钢是优质的碳素结构钢,在加工中是比较常用的。
45号钢具有综合力学性能好,淬透性低,水淬容易产生裂纹的特点。
加工45号钢的小型件一般采用调质处理,大型件采用正火处理。
主要用于制造强度比较高的运动件,例如,透平机叶轮、压缩机活塞。
齿轮、齿条等。
焊接件需要注意焊接前的预热,焊接后要注意消除应力退火。
2、Q235A(A3钢)这种钢是最常用的碳素结构钢。
它具有高塑性、高韧性和焊接性能、同时,还具备冷冲压性能,以及一定的强度、好的冷弯性。
这种钢被广泛用于一般要求的零件和焊接结构中。
例如受力不大的拉杆、连杆、销、轴、螺钉、螺母等。
3、40Cr这是使用最广泛的钢种之一,它属合金结构钢。
这种钢的主要特征是经过调质处理后,可以具备良好的综合力学性能,淬透性良好,油冷时可以得到比较高的疲劳强度,水冷时会出现复杂形状零件裂纹。
冷弯塑性中等,回火或者调质后切削加工性能好,焊接性不好,会产生裂纹。
这种钢材适合制造中载的零件,例如常见的机床齿轮、轴、蜗杆、花键轴、顶针套等。
调质并高频表面淬火后可以得到高硬度表面、耐磨零件,例如齿轮、主轴、曲轴、心轴、套筒、进气阀等。
经过淬火和中温回火后,可以制造重载、中速冲击的零件,例如油泵转子、滑块等。
4、HT150灰铸铁这种材质主要应用与齿轮箱体、机床床身、液压缸、泵体、飞轮、气缸盖、带轮等地方。
5、 35号钢这种材质适合加工各种各种标准件、紧固件。
35号钢强度适当,具有良好的塑性,冷塑性较高,焊接性尚可。
淬透性低,正火或调质后使用。
这种材质适于制造小截面零件,可承受较大载荷的零件。
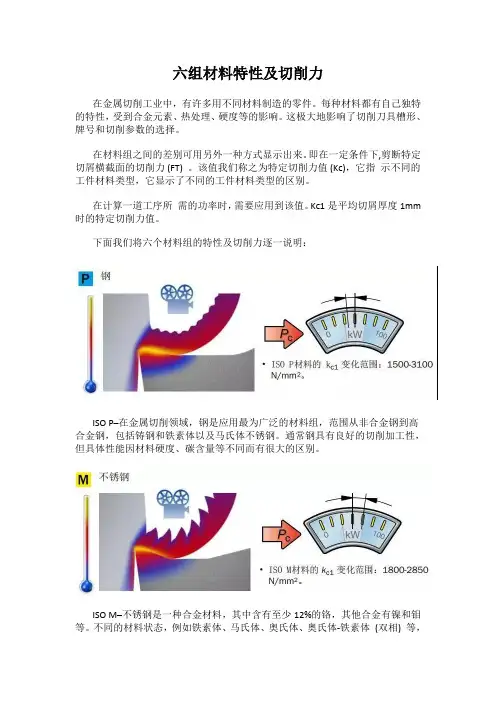
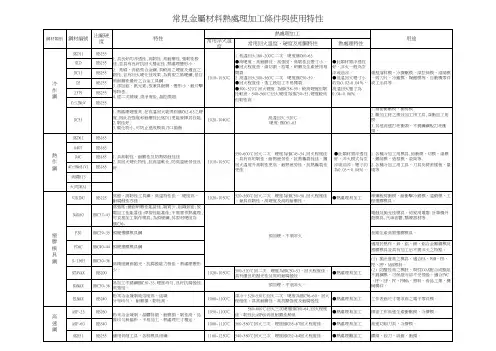
六组材料特性及切削力在金属切削工业中,有许多用不同材料制造的零件。
每种材料都有自己独特的特性,受到合金元素、热处理、硬度等的影响。
这极大地影响了切削刀具槽形、牌号和切削参数的选择。
在材料组之间的差别可用另外一种方式显示出来。
即在一定条件下,剪断特定切屑横截面的切削力 (FT) 。
该值我们称之为特定切削力值 (Kc),它指示不同的工件材料类型,它显示了不同的工件材料类型的区别。
在计算一道工序所需的功率时,需要应用到该值。
Kc1是平均切屑厚度1mm 时的特定切削力值。
下面我们将六个材料组的特性及切削力逐一说明:ISO P–在金属切削领域,钢是应用最为广泛的材料组,范围从非合金钢到高合金钢,包括铸钢和铁素体以及马氏体不锈钢。
通常钢具有良好的切削加工性,但具体性能因材料硬度、碳含量等不同而有很大的区别。
ISO M–不锈钢是一种合金材料,其中含有至少12%的铬,其他合金有镍和钼等。
不同的材料状态,例如铁素体、马氏体、奥氏体、奥氏体-铁素体(双相) 等,形成一个大的材料系列。
所有这类材料的共同点是,加工时切削刃会产生大量的热,易形成沟槽磨损和积屑瘤。
ISO K–与钢不同,铸铁是短切屑型材料。
灰口铸铁(GCI) 和可锻铸铁(MCI)非常容易加工,而球墨铸铁(NCI)、蠕墨铸铁(CGI) 和奥氏体铸铁(ADI) 就比较难加工。
所有铸铁都含有碳化硅(SiC),它会对切削刃造成严重磨损。
ISO S–耐热优质合金包括许多铁、镍、钴和钛基等高合金材料。
它们非常粘,极易形成积屑瘤,加工硬化严重,并产生大量的热量,非常类似于ISO M材料,但是更难以切削,导致切削刃的寿命更短。
ISO N–有色金属是软金属类型,例如铝、铜、黄铜等。
含硅(Si) 大于13%的铝合金对刀具具有非常强的磨料磨损性。
加工中通常应用具有锋利切削刃的刀片,一般可应用高切削速度并获得长刀具寿命。
ISO H–这一组包括硬度在HRc 45-65之间的钢材和硬度约为HB 400-600的冷硬铸铁。
资料由:提供!!金属切削加工的特点和发展方向金属切削加工的特点和发展方向--1.切削加工的特点金属切削加工是用刀具从毛坯(成型材)上切去多余的金属.使零件获得符合图纸耍求的几何形状、尺寸和表面质最的加工过程。
凡精度要求较高的机械零件,除了很少一部分是采用精密铸造或精密锻造以及粉末冶金和工程塑料压制成形等方法直接获得外,绝大部分零件还要命切俐加工的方法来保证,因此切削加工在机械制造业中占有十分重要的地位.目前占机械制造总工作盈的40% -60%。
切削加工多用于金属材料的加工,也可用于某些非金属材料的加工,对子零件的形状和尺寸一般不受限制。
可加工如外圈、内圈、谁面、平面、螺纹、齿形及空间曲面等各种狱面。
目前切削加工的尺寸公差等级一般为IT12-113,表面粗性度R.为25 -0.0085m,2.切刚加工的发展方向传统的切削加工基本方法有车削、铣削、刨例、钻削和磨削等.它们是在相应的车床、锐床、刨床、钻床和解床F.进行的。
随肴科学技术和现代工业的飞速发展.材料技术、新能派技术等新技术与制造技术的相互交X、相互融合,传统意义上的切俐加工正在朝粉高精度、高效率、自动化、柔性化和钾能化方向发展.与之相适应的加工设备也正朝着数控机床、精密和超梢密机床发展,刀具材料朝着超硬材料方向发展,加工精度向粉纳米级遇近。
21世纪的切削加工,由于数控技术、精密和超精密技术的普及和应用,加工精度达到0.0015m(即纳米级)将不再困难,而且还会向原子级遇近;由于像肉瓷、玻晶金剐石(PCD).砚晶立方氮化.(PCBN)等超硬刀具材料的普及应用,切削速度也将高达每分钟数千米。
以上资料由:成都食品包装机械-食品包装机,加工设备,封口机,夹层锅系列-年糕机,河粉机,米线机,夹层锅,食品包装机,真空包装机,自动灌装机,自动封口机,饮料包装机,内脂豆腐,封口机,锁口机,封盖机,收缩膜机,烧烤机,汤煮炉,开水器,开水炉,水处理设备推荐···。
切削工艺的特点及应用领域切削工艺是一种以切削机床为主要设备进行金属材料切削加工的工艺方法。
其特点是通过刀具与工件间的相对运动,以切削刃切削工件材料,从而得到所需形状和尺寸的工件。
切削工艺广泛应用于机械加工、汽车制造、航空航天、船舶制造、模具制造等各个领域。
切削工艺的特点主要体现在以下几个方面:1. 高精度:切削工艺能够实现高精度加工,尺寸精度可以达到亚毫米甚至更高,表面粗糙度可以达到几个亚微米。
因此,切削工艺广泛应用于对精度要求较高的零部件加工。
2. 宽适应性:切削工艺适用于对各种材料的切削加工,如传统金属材料(钢、铸铁、铝等)以及非金属材料(陶瓷、塑料等),能够满足不同材料的加工需求。
3. 高效率:切削工艺采用高速旋转的切削刀具,与工件进行相对运动,在短时间内完成材料的切削加工。
并且通过合理的工艺参数选择,可以提高生产效率,降低生产成本。
4. 灵活性:切削工艺能够实现多种形状和尺寸工件的加工,只需更换切削刀具或调整刀具的位置,即可满足不同加工要求,具有较高的灵活性。
切削工艺广泛应用于以下几个领域:1. 机械加工:机械加工是切削工艺的主要应用领域之一。
通过切削工艺可以加工各种复杂形状的金属零部件,如转轴、齿轮、螺纹等。
并且,切削工艺还可以实现对精度要求较高的工件的加工,如模具制造、精密表面加工等。
2. 汽车制造:切削工艺在汽车制造领域应用广泛,可以加工汽车零部件,如发动机缸体、曲轴、传动系统等。
切削工艺可以保证汽车零部件的精度和质量,提高汽车的整体性能。
3. 航空航天:航空航天领域对零部件的精度和材料要求较高,切削工艺可以满足这些要求。
通过切削工艺可以加工航空航天零部件,如飞机发动机叶片、航空部件等。
4. 船舶制造:船舶制造需要大量的金属零部件,如船体、舵轮、螺旋桨等,切削工艺可以满足这些零部件的加工需求。
切削工艺可以实现对大型零部件的高精度加工,提高船舶的性能。
5. 模具制造:切削工艺在模具制造领域应用较为广泛。
钛合金切削加工特点
钛合金是一种高强度、高耐腐蚀性的金属材料,广泛应用于航空、航天、医疗等领域。
然而,由于其高硬度、高热导率和难以切削的特性,钛合金的加工一直是一个难题。
钛合金切削加工需要特殊的工艺和设备,下面我们来了解一下钛合金切削加工的特点。
1. 高硬度
钛合金的硬度比一般的金属材料高,因此需要使用高硬度的刀具进行
切削。
同时,由于钛合金的硬度高,切削时会产生较大的切削力,需
要使用高强度的夹具来固定工件。
2. 高热导率
钛合金的热导率比一般的金属材料高,因此在切削时会产生较大的热量。
如果不及时处理,会导致刀具磨损加剧、工件变形等问题。
因此,在钛合金切削加工中需要采用冷却液来降低切削温度,减少热量的积累。
3. 难以切削
钛合金的切削性能差,容易产生切削热、切削力等问题,导致刀具磨损严重,切削效率低下。
因此,在钛合金切削加工中需要采用高速切削、高效切削等先进的切削技术,以提高切削效率和质量。
4. 高耐腐蚀性
钛合金具有高耐腐蚀性,因此在切削加工中需要采用特殊的切削液,以避免切削液对钛合金的腐蚀。
同时,在切削后需要对工件进行清洗和防腐处理,以保证工件的质量和使用寿命。
总之,钛合金切削加工需要特殊的工艺和设备,需要采用先进的切削技术和切削液,以提高切削效率和质量。
同时,需要注意刀具的选择和夹具的固定,以保证工件的精度和质量。
金属切削加工的基本知识金属切削加工是一种高精度、高效率的加工工艺,广泛应用于制造各种金属零件和工业产品。
本文将介绍一些关于金属切削加工的基本知识,包括加工原理、常用工具、加工过程和注意事项等。
1. 加工原理金属切削加工的原理是利用旋转的刀具在金属工件上切削,将金属切屑削除,以达到加工精度和表面质量的要求。
切削加工一般分为转动切削和直线切削两种方式。
转动切削是指刀具绕底线旋转,如车削、铣削、钻削等。
直线切削是指刀具相对于工件作直线运动,如镗孔、拉铣、拉削等。
2. 常用工具金属切削加工的常用工具包括车刀、铣刀、钻头、工具刀、镗刀、拉削刀等。
车刀和铣刀是常见的切削工具,通常由切刃、切削角、刃倾角、切刃宽度等部分组成。
钻头是专门用于钻孔的工具,通常用来钻圆形孔和通孔。
工具刀是用于切削轻质材料、薄板和半成品的工具,镗刀是用于镗孔的工具,拉削刀则是用于削成品的工具。
3. 加工过程金属切削加工的加工过程分为粗加工、半精加工和精加工三个阶段。
粗加工是指在尺寸留出一定的余量后,利用粗加工刀具先将工件上的金属材料削除,以达到快速加工的目的。
半精加工要求切削刃的精度和表面质量比粗加工更高一些,工件尺寸也更加接近目标尺寸。
精加工则是最后通过切削刃对工件进行微调,以达到期望的尺寸和表面精度要求。
4. 注意事项金属切削加工需要注意安全,因为在加工过程中可能会飞溅出热的金属屑、润滑剂和冷却液。
所以在切削加工时需要戴好防护眼镜、手套等个人防护用具。
此外,还要注意刀具的选择、加工参数的调整、加工尺寸的测量等方面,以确保加工质量和效率。
可编辑修改精选全文完整版机械加工常用金属材料和特性1. 45——优质碳素结构钢,是最常用中碳调质钢。
主要特征: 最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。
小型件宜采用调质处理,大型件宜采用正火处理。
应用举例: 主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。
轴、齿轮、齿条、蜗杆等。
焊接件注意焊前预热,焊后消除应力退火。
2. Q235A〔A3钢〕——最常用的碳素结构钢。
主要特征: 具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。
应用举例: 广泛用于一般要求的零件和焊接结构。
如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。
3. 40Cr——使用最广泛的钢种之一,属合金结构钢。
主要特征: 经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频外表淬火处理。
应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频外表淬火后用于制造外表高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
4. HT150——灰铸铁。
应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等5. 35——各种标准件、紧固件的常用材料主要特征: 强度适当,塑性较好,冷塑性高,焊接性尚可。
冷态下可局部镦粗和拉丝。
Topical Technology专题技术2020年 第5期冷加工15钛合金材料的应用目前已成为仅次于铁、铝的第三种金属材料,被广泛应用于各领域各行业,特别是近年来航空工业制造领域的应用急剧增加(如B787、A380及军用航空器),其发展之迅猛给予加工制造行业带来了很大的挑战,如生产效率低、刀具寿命段、零件加工质量废品率高等。
因此,对金属加工刀具综合性能提高及合理有效的加工方法也提出了更高、更新的挑战。
首先,钛合金相对密度低(ρ=4.5g/cm 3)、比强度(σb 和ρ比)高,弹性模量小;具有良好的塑性和韧性;钛合金在高温或低温状况下能保持较稳定的物理、化学性能。
如某些钛合金和工业纯钛在-253℃超低温下塑性和韧性仍然良好,而某些钛合金在550℃高温条件下长期使用仍然能保持较高的热稳定性;另外,钛合金具有优异的耐蚀性,它比不锈钢的钝态区域宽,氧化膜抗氯离子能力强。
在海洋大气、海钛合金材料特性及切削加工方法■■松德刀具(长兴)科技有限公司 (浙江湖州 313100) 赵晓强 李陇涛摘要:通过对钛合金零件的加工测试,分析钛合金材料的特性,并通过优化刀具加工方法,从而提高钛合金材料的加工效率。
关键词:钛合金;材料;切削力;刀具;航空航天加工要求。
对于航空器的特殊要求,科学家们不断研发出与其适配的新型航空器钛合金材料,来满足航空器机械零部件的高刚性、大强度和重量轻、体积小等设计要求。
随之而来造成后续的钛合金机械零件加工效率低、工艺性差。
金属切削加工中,切削刀具与被加工零件材料之间关系相互矛盾。
当相互对立又相互联系的任何一方,如果有了新的突破和创新,就会迫使另外一方获得一个更新的发展。
如果仍然采用传统材料的加工方法和加工刀具,将会在加工效率、加工质量和加工刀具成本上大打折扣。
为了应对和适应新型钛合金零件的不断增加和对其加工性能、加工效率和加工精度等方面的要求,刀具界都在不断地改进各自的刀片基体材质、几何角度设计、涂层技术和创新的加工方法,来满足对新的钛合金材料零件的高效加工要求,特别是满足近年来对航空水、湿氯气、氯化物、次氯酸、硫化物、硫酸盐、大多数氧化性酸和有机化合物环境下,都有其优良的耐蚀性,同时钛合金还具有较高的抗冲击性能。