失效分析案例
- 格式:ppt
- 大小:4.50 MB
- 文档页数:19

fmea失效模式分析案例失效模式分析(Failure Mode and Effects Analysis,简称FMEA)是一种预防性的质量管理工具,旨在通过系统地识别、评估和预防产品或过程中潜在的失效模式,从而减少或消除这些失效对客户或后续过程的影响。
以下是一个FMEA案例的详细内容:在进行FMEA之前,首先需要组建一个跨部门的团队,包括设计、生产、质量控制和客户服务等部门的代表。
团队成员需要对产品或过程有深入的了解,并能够识别潜在的失效模式。
案例背景:假设我们正在分析一款新型智能手机的电池组件。
电池是智能手机的关键部件,其性能直接影响到用户的使用体验和安全。
因此,对电池组件进行FMEA至关重要。
步骤一:定义系统或过程首先,我们需要定义分析的范围。
对于智能手机电池组件,我们将分析从电池设计到最终装配的整个过程。
步骤二:列出所有潜在的失效模式团队成员需要列出所有可能的失效模式,例如电池过热、电池寿命短、电池充电速度慢等。
步骤三:确定失效模式的潜在原因对于每个失效模式,团队需要确定可能导致该失效的原因。
例如,电池过热可能是由于电池设计不当、材料选择错误或制造过程中的缺陷。
步骤四:评估失效模式的严重性使用1到10的评分系统,团队需要评估每个失效模式的严重性。
评分越高,表示失效对客户或后续过程的影响越大。
步骤五:确定失效模式的潜在后果团队需要确定每个失效模式可能导致的后果。
例如,电池过热可能导致设备损坏或用户受伤。
步骤六:评估当前控制措施的有效性团队需要评估现有的控制措施是否能够有效预防或检测到潜在的失效模式。
例如,是否有严格的质量控制流程来检测电池的过热问题。
步骤七:计算风险优先数(RPN)风险优先数是通过将严重性(S)、发生概率(O)和检测难度(D)的评分相乘得到的。
RPN越高,表示该失效模式的风险越大。
步骤八:制定改进措施对于高RPN值的失效模式,团队需要制定改进措施。
这些措施可能包括重新设计电池、改进制造工艺或加强质量控制。
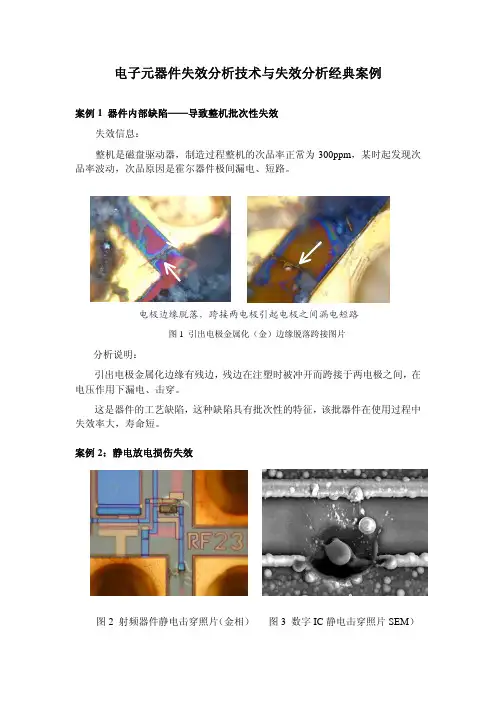
电子元器件失效分析技术与失效分析经典案例案例1 器件内部缺陷——导致整机批次性失效失效信息:整机是磁盘驱动器,制造过程整机的次品率正常为300ppm,某时起发现次品率波动,次品原因是霍尔器件极间漏电、短路。
图1 引出电极金属化(金)边缘脱落跨接图片析说明:引出电极金属化边两电极之间,在电压作用下漏电、击穿。
案例电极边缘脱落,跨接两电极引起电极之间漏电短路分缘有残边,残边在注塑时被冲开而跨接于这是器件的工艺缺陷,这种缺陷具有批次性的特征,该批器件在使用过程中失效率大,寿命短。
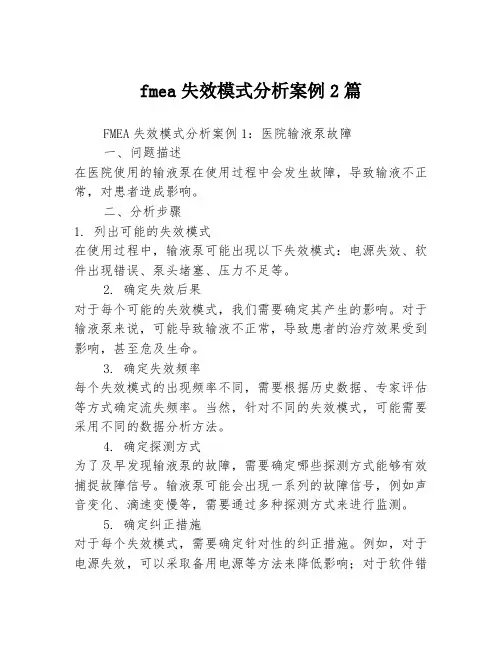
2:静电放电损伤失效图2 射频器件静电击穿照片(金相)图3 数字IC静电击穿照片SEM)分析说明:静电放电击穿典型的特征是能量小、线径小,飞狐、喷射。
主要发生在射频、能量释放时间短,其失效特征是击穿点微波器件,场效应器件、光电器件也常有静电放电击穿的案例。
案例3:外部引入异常电压引起通讯IC 输失效信息:分析说明:通讯芯片通讯端口上的传输线容易引入干扰电压(窄脉冲浪涌),干扰电压多次对通讯案例电流能力下降引起整机失效率异常增大某时起整机的市场维修率异常增大,维修增大是整机中的IGBT 功率器件失效引起的。
另外集成电路、出驱动失效通讯芯片在现场使用时发生失效,表现为通讯端口对地短路。
图4 通讯IC 输出管形貌(SEM )图5 输出管电压击穿形貌(SEM )IC 的通讯端内部电路起损伤作用,最终形成击穿通道。
4:功率器件失效信息:图6 IGBT 芯片呈现过电流失效特征图7 原来IGBT 的内部结构析说明:效样品表现为过电流失效。
整机维修率异常增大发生时更改IGBT 的型号。
IBGT 制造厂家给出新330W ,原来型号的IGBT 的功率指标为,其它指标没有变化。
两只芯片,多了一只反向释放二极管,两个型号的IGBT 芯片的面积一样大,显然,下降,因此,新型号的IGBT 的电流能分失型号的IGBT 的功率指标比为175W 但新型号的IGBT 内部结构(图6)仅有一只芯片,而原来型号的IGBT 有新型号的IGBT 的芯片要有部分面积来完成反向释放二极管的作用,由于IGBT 芯片有效面积的减小,导致其电流能力力不如原来型号的IGBT ,整机中IGBT 的工作电流比较临界,因此,使用过程中由于电流问题的发生大量失效。
fmea失效模式分析案例2篇FMEA失效模式分析案例1:医院输液泵故障一、问题描述在医院使用的输液泵在使用过程中会发生故障,导致输液不正常,对患者造成影响。
二、分析步骤1. 列出可能的失效模式在使用过程中,输液泵可能出现以下失效模式:电源失效、软件出现错误、泵头堵塞、压力不足等。
2. 确定失效后果对于每个可能的失效模式,我们需要确定其产生的影响。
对于输液泵来说,可能导致输液不正常,导致患者的治疗效果受到影响,甚至危及生命。
3. 确定失效频率每个失效模式的出现频率不同,需要根据历史数据、专家评估等方式确定流失频率。
当然,针对不同的失效模式,可能需要采用不同的数据分析方法。
4. 确定探测方式为了及早发现输液泵的故障,需要确定哪些探测方式能够有效捕捉故障信号。
输液泵可能会出现一系列的故障信号,例如声音变化、滴速变慢等,需要通过多种探测方式来进行监测。
5. 确定纠正措施对于每个失效模式,需要确定针对性的纠正措施。
例如,对于电源失效,可以采取备用电源等方法来降低影响;对于软件错误,可以通过更新软件来解决;对于堵塞等问题,可以采取人工处理等方式来纠正。
6. 重新评估并持续改进在确定措施后,需要对整个过程进行重新评估,确保采取的措施有效。
同时,需要建立持续改进机制,不断优化输液泵的故障分析和纠正措施。
三、结论在输液泵的使用过程中,我们需要进行FMEA分析,以有效预防输液泵的故障。
通过对可能失效模式的分析,确定出可能的探测方式和纠正措施,并利用持续改进机制来优化管理。
这样可以最大限度地保证患者安全和治疗效果。
FMEA失效模式分析案例2:汽车刹车系统故障一、问题描述在汽车驾驶过程中,刹车系统出现故障造成车辆无法正常刹车,导致事故发生。
二、分析步骤1. 列出可能的失效模式在汽车刹车系统中,可能出现以下失效模式:制动液泄漏、制动片摩擦力不足、制动鼓磨损、制动蹄变形等。
2. 确定失效后果对于每个失效模式,我们需要进行分析,确定其对车辆行驶的影响。

最新失效分析经典案例分享案例一:某知名手机品牌电池爆炸事件某知名手机品牌近期发生了一起电池爆炸事件,导致用户受伤。
经过详细的失效分析,发现电池在高温环境下,由于内部结构设计不合理,导致电池内部短路,进而引发爆炸。
这一案例提醒我们,在产品设计和生产过程中,必须高度重视电池的安全性,严格把控电池的质量和性能。
案例二:某电动车品牌刹车失灵事件某电动车品牌近期发生了一起刹车失灵事件,导致用户在行驶过程中无法及时停车,造成交通事故。
经过失效分析,发现刹车系统中的传感器存在设计缺陷,导致刹车信号无法正常传输。
这一案例警示我们,在产品设计和生产过程中,必须关注关键部件的可靠性,确保产品的安全性。
案例三:某智能门锁品牌指纹识别失效事件某智能门锁品牌近期发生了一起指纹识别失效事件,导致用户无法正常使用门锁。
经过失效分析,发现指纹识别模块中的芯片存在质量问题,导致识别准确率下降。
这一案例提醒我们,在产品设计和生产过程中,必须关注关键零部件的质量,确保产品的稳定性和可靠性。
最新失效分析经典案例分享案例四:某品牌空调制冷效果不佳事件某品牌空调近期被用户投诉制冷效果不佳,经过详细的失效分析,发现空调制冷系统中的冷凝器存在制造缺陷,导致制冷剂泄漏,影响了空调的制冷效果。
这一案例提醒我们,在产品设计和生产过程中,必须重视冷凝器等关键部件的质量,确保空调的制冷效果。
案例五:某品牌笔记本电脑触摸屏失灵事件某品牌笔记本电脑近期发生了一起触摸屏失灵事件,导致用户无法正常使用触摸屏功能。
经过失效分析,发现触摸屏的传感器存在设计缺陷,导致触摸信号无法正常传输。
这一案例警示我们,在产品设计和生产过程中,必须关注触摸屏等关键部件的可靠性,确保产品的使用体验。
案例六:某品牌洗衣机漏水事件某品牌洗衣机近期发生了一起漏水事件,导致用户家中地面受损。
经过失效分析,发现洗衣机的排水系统存在设计缺陷,导致排水不畅,进而引发漏水。
这一案例提醒我们,在产品设计和生产过程中,必须关注排水系统等关键部件的设计,确保产品的使用安全。
失效分析案例1:电浪涌导致器件失效
某产品在用户现场频频出现损坏,经过对返修单板进行分析,发现大部分返修单板均是某接口器件失效,对器件进行解剖后,在金相显微镜下观察,发现器件是由于EOS导致内部铝线融化,导致器件失效,该EOS能量较大。
进一步分析和该铝条相连的管脚电路应用,发现电路设计应用不当,没有采用保护电路,在用户现场带电插拔产生的电浪涌导致该器件失效。
通过模拟试验再现了失效现象。
解决方法:在用户手册中强调该产品不支持带电插拔。
预防措施:在今后的设计中,考虑用户的使用习惯,增加防护电路设计,对产品进行热插拔设计。
案例1
案例2:MSD控制不当导致产品在用户现场大量失效
某产品在用户现场使用半年以后,返修率惊人,达到30%,对产品进行分析,对主要失效器件进行失效分析,在扫描电镜下发现金属丝疲劳断裂导致器件失效。
进一步的原因分析,发现是该产品的生产加工控制出现了问题,对潮湿敏感器件的管理没有按照J-STD-033A 标准进行,导致受潮器件没有按照规定时间进行高温烘烤,在过回流焊时出现“爆米花”效应,对器件造成了损伤,降低了可靠性,导致在用户现场器件失效。
解决措施:对用户现场的所有有问题的批次产品进行召回。
预防措施:在生产加工过程中严格进行MSD的管理和控制。
案例2
案例3:电迁移
某产品在用户现场使用3年以后,返修率开始出现明显异常,进行失效分析发现,主要是某功率器件内部电迁移引起。
该问题属于器件厂家的设计和制造缺陷。
解决措施:和厂家联系,确定有问题的批次,更换有问题批次的器件。
预防措施:对器件可靠性认证体系重新进行设计,减少厂家批次性问题的发生。
案例3。
fmea失效分析案例在制造业中,FMEA(失效模式和影响分析)是一种常用的工具,用于识别和评估产品或过程中潜在的失效模式,以及这些失效模式可能对系统造成的影响。
通过对潜在风险的分析和评估,FMEA可以帮助制造企业制定有效的控制措施,从而提高产品质量和生产效率。
本文将通过一个实际案例来介绍FMEA的应用。
本案例涉及一家汽车零部件制造企业的生产线故障。
在生产过程中,某型号零部件的故障率明显高于预期,严重影响了产品质量和客户满意度。
为了解决这一问题,企业决定对该零部件的生产过程进行FMEA分析,以找出潜在的失效模式和影响,并制定相应的改进措施。
首先,我们对零部件的生产过程进行了详细的分析。
通过与生产人员和工程师的讨论,我们确定了可能影响零部件质量的关键工艺步骤,包括原材料采购、加工工艺、装配过程等。
然后,我们针对每个关键工艺步骤,识别了可能的失效模式,例如材料缺陷、加工误差、装配不良等。
接下来,我们评估了每种失效模式对零部件质量和性能可能造成的影响,包括安全性、可靠性、耐久性等方面的影响。
在FMEA分析的过程中,我们发现了一些关键的失效模式和影响。
例如,在原材料采购阶段,存在着供应商提供的材料质量不稳定的问题,这可能导致零部件的材料强度不达标;在加工工艺中,存在着加工误差的风险,可能导致零部件的尺寸偏差过大;在装配过程中,存在着装配工艺不当的问题,可能导致零部件的密封性不达标。
这些失效模式和影响的存在,直接导致了零部件的故障率偏高的问题。
针对上述问题,我们制定了一系列改进措施。
首先,与供应商进行沟通,要求其提供稳定的材料质量,并建立严格的质量控制体系;其次,优化加工工艺,加强对加工过程的监控和调整,以确保零部件的尺寸稳定性;最后,对装配工艺进行调整,加强对装配过程的培训和管理,以确保零部件的装配质量。
经过改进措施的实施,零部件的故障率得到了明显的降低,产品质量和客户满意度得到了显著的提升。
这个案例充分展示了FMEA在制造业中的重要作用,通过对潜在风险的分析和评估,制定有效的控制措施,可以显著提高产品质量和生产效率。
fmea失效分析案例FMEA失效分析案例。
在产品设计和制造过程中,为了确保产品的质量和可靠性,FMEA(失效模式和影响分析)是一种常用的方法。
它可以帮助企业识别潜在的失效模式,并采取相应的措施来预防和修复这些失效,从而提高产品的质量和可靠性。
下面,我们将通过一个实际的案例来介绍FMEA失效分析的过程和方法。
案例背景。
某汽车零部件制造企业在生产过程中发现,某一批次的产品出现了频繁的故障现象,严重影响了产品的可靠性和客户满意度。
为了解决这一问题,企业决定对该产品进行FMEA失效分析,找出潜在的失效模式和影响,并制定相应的改进措施。
FMEA失效分析过程。
首先,我们对该产品的各个组成部分进行了分解,确定了关键的零部件和工艺环节。
然后,我们收集了相关的设计文件、生产记录和客户投诉信息,对产品的设计和制造过程进行了全面的分析。
在分析过程中,我们发现了几个潜在的失效模式和影响。
首先,产品的某个关键零部件存在设计参数不合理的问题,导致了零部件的寿命较短;其次,生产过程中存在工艺控制不严的情况,导致了零部件的加工质量不稳定;最后,产品的装配过程存在操作不规范的情况,导致了零部件的安装不到位。
针对这些失效模式和影响,我们制定了相应的改进措施。
首先,我们对关键零部件的设计参数进行了优化,确保其满足产品的可靠性要求;其次,我们加强了生产过程中的工艺控制,确保零部件的加工质量稳定;最后,我们对产品的装配过程进行了标准化,确保零部件的安装到位。
改进效果。
经过改进措施的实施,我们再次对产品进行了测试和验证,发现产品的可靠性和稳定性得到了显著提高。
故障率明显下降,客户投诉现象得到了有效控制,企业的产品质量和客户满意度得到了提升。
结论。
通过本次FMEA失效分析案例,我们深刻认识到了FMEA在产品设计和制造过程中的重要性和价值。
只有通过对潜在的失效模式和影响进行全面的分析和评估,才能及时采取相应的措施,确保产品的质量和可靠性。
我们将继续深入推进FMEA方法在企业的应用,不断提升产品质量和客户满意度。
fmea失效模式分析案例FMEA失效模式分析案例。
在现代工业生产中,FMEA(Failure Mode and Effects Analysis)失效模式与效应分析是一种重要的质量管理工具,用于识别和消除产品或过程中的潜在问题,以确保产品质量和生产效率。
本文将通过一个实际案例,介绍FMEA的基本原理和应用方法。
某汽车零部件生产企业在生产过程中,发现了一个持续存在的质量问题,在某一型号零部件的生产线上,出现了一定数量的产品出现裂纹,导致产品无法正常使用。
为了解决这一质量问题,企业决定对该生产线进行FMEA失效模式分析。
首先,企业组织了一个跨部门的团队,包括设计、生产、质量等相关部门的工程师和技术人员。
团队首先对该零部件的生产过程进行了全面的了解和分析,包括材料选择、加工工艺、设备状态等方面的信息收集。
接着,团队成员一起对可能存在的失效模式进行了头脑风暴和讨论,列出了所有可能的失效模式清单。
在列出失效模式清单后,团队对每一种失效模式进行了评估,分别确定了失效的严重程度、发生频率和检测难度等指标。
通过对这些指标的评估,团队确定了每一种失效模式的风险优先级,即RPN值(Risk Priority Number)。
RPN值是根据失效的严重程度、发生频率和检测难度的乘积计算得出的,值越高表示风险越大。
经过对失效模式的评估和风险优先级的确定,团队确定了裂纹失效模式是当前生产线上最严重的问题。
接下来,团队开始对裂纹失效模式进行深入分析,找出了导致裂纹失效的根本原因。
经过分析,团队发现裂纹失效的根本原因是在生产过程中使用的某一种材料的强度不符合要求,导致产品在使用过程中出现了裂纹。
为了解决这一问题,团队提出了一系列的改进措施,包括更换材料、优化加工工艺、加强质量监控等。
经过一段时间的实施和验证,裂纹失效问题得到了有效的解决,产品质量得到了明显的提升。
通过这个案例,我们可以看到FMEA失效模式分析的应用对于解决生产过程中的质量问题具有重要的作用。