铸造基础知识(第5节特种铸造)
- 格式:ppt
- 大小:11.81 MB
- 文档页数:12
铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。
铸造是现代机械制造工业的基础工艺之一。
铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。
中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。
中国商朝的重875公斤的司母戊方鼎,战国时期的曾侯乙尊盘,西汉的透光镜,都是古代铸造的代表产品早期的铸件大多是农业生产、宗教、生活等方面的工具或用具,艺术色彩浓厚。
那时的铸造工艺是与制陶工艺并行发展的,受陶器的影响很大。
中国在公元前513年,铸出了世界上最早见于文字记载的铸铁件—晋国铸型鼎,重约270公斤。
欧洲在公元八世纪前后也开始生产铸铁件。
铸铁件的出现,扩大了铸件的应用范围。
例如在15~17世纪,德、法等国先后敷设了不少向居民供饮用水的铸铁管道。
18世纪的工业革命以后,蒸汽机、纺织机和铁路等工业兴起,铸件进入为大工业服务的新时期,铸造技术开始有了大的发展。
进入20世纪,铸造的发展速度很快,其重要因素之一是产品技术的进步,要求铸件各种机械物理性能更好,同时仍具有良好的机械加工性能;另一个原因是机械工业本身和其他工业如化工、仪表等的发展,给铸造业创造了有利的物质条件。
如检测手段的发展,保证了铸件质量的提高和稳定,并给铸造理论的发展提供了条件;电子显微镜等的发明,帮助人们深入到金属的微观世界,探查金属结晶的奥秘,研究金属凝固的理论,指导铸造生产。
在这一时期内开发出大量性能优越,品种丰富的新铸造金属材料,如球墨铸铁,能焊接的可锻铸铁,超低碳不锈钢,铝铜、铝硅、铝镁合金,钛基、镍基合金等,并发明了对灰铸铁进行孕育处理的新工艺,使铸件的适应性更为广泛。
50年代以后,出现了湿砂高压造型,化学硬化砂造型和造芯,负压造型以及其他特种铸造、抛丸清理等新工艺,使铸件具有很高的形状、尺寸精度和良好的表面光洁度,铸造车间的劳动条件和环境卫生也大为改善。

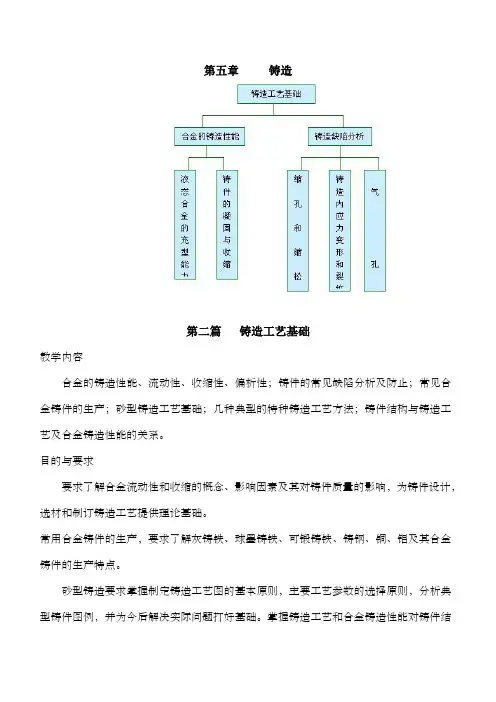
第五章铸造第二篇铸造工艺基础教学内容合金的铸造性能、流动性、收缩性、偏析性;铸件的常见缺陷分析及防止;常见合金铸件的生产;砂型铸造工艺基础;几种典型的特种铸造工艺方法;铸件结构与铸造工艺及合金铸造性能的关系。
目的与要求要求了解合金流动性和收缩的概念、影响因素及其对铸件质量的影响,为铸件设计,选材和制订铸造工艺提供理论基础。
常用合金铸件的生产,要求了解灰铸铁、球墨铸铁、可锻铸铁、铸钢、铜、铝及其合金铸件的生产特点。
砂型铸造要求掌握制定铸造工艺图的基本原则,主要工艺参数的选择原则,分析典型铸件图例,并为今后解决实际问题打好基础。
掌握铸造工艺和合金铸造性能对铸件结构的要求。
特种铸造重点了解金属型铸造、熔模铸造、压力铸造和离心铸造基本知识。
‘第一节液态合金的充型充型:液态合金填充铸型的过程。
充型能力:液态金充满铸型型腔,获得形状完整、轮廓清晰健全的铸件的能力。
影响充型能力的主要因素是合金的流动性、浇注条件、铸型填充条件和铸件结构。
一、合金的流动性1.流动性的概念流动性:液态态合金本身的流动能力。
流动性好,易于浇出轮廓清晰,薄而复杂的铸件。
流动性好,有利于液态金属中的非金属夹杂物和气体上浮,排除。
流动性好,易于对液态金属在凝固中产生的收缩进行补缩。
2.流动性的测定方法以螺旋形试件的长度来测定:如图5-1影响合金流动性的因素:合金成分结金温度范围浇注温度充型压力图5—3所示为铁碳合金的流动性与含碳量的关系。
由图可见,亚共晶铸铁随含碳量增加,结晶间隔减小,流动性提高。
愈接近共晶成分,愈容易铸造。
二、浇注条件浇注温度浇注温度对合金的充型能力有着决定性影响。
浇注温度愈高,液态金属所含的热量较多,粘度下降,在相同的冷却条件下,合金在铸型中保持流动的时间长。
但是,浇注温度过高会使金属液体的吸气量和总收缩量增大,铸件容易生产气孔、缩孔、缩松、粘砂、粗晶等缺陷,故在保证充型能力足够的前提下,浇注温度不易过高。
对于形状复杂的薄壁铸件,为避免产生冷隔和浇不足等缺陷,浇注温度以略高些为宜。
/index.php?ed ition-view-1795-0#3重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。
广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
学习目标1)了解铸造的分类、特点、应用。
2)理解合金的铸造性能及对铸件质量的影响,常用铸造合金的铸造性能。
3)了解砂型铸造的工艺过程及工艺要点(分型面、浇注位置、工艺参数等的正确选择),会画简单铸件的铸造工艺简图。
4)了解其他常用特种铸造方法的特点及应用、铸造技术发展趋势。
5)初步具备合理选择典型铸件的铸造方法、分析铸件结构工艺性,具有铸件质量与成本分析的初步能力。
铸造是毛坯或零件成形的主要方法之一。
本章主要介绍铸造成形的基础理论知识;砂型铸造与常用特种铸造工艺方法、特点、应用;铸造工艺设计要点、铸件的结构等内容。
铸件第一节铸造基本知识回目录一、概述【铸造】是指将熔化后的金属液浇入铸型中,待凝固、冷却后获得具有一定形状和性能铸件的成形方法。
铸造具有如下特点:(1)对铸件形状和尺寸的适应性强。
它可以生产各种形状、各种尺寸的毛坯,特别适宜制造具有复杂内腔的零件。
铸件的尺寸可小至几毫米,大至几十米;质量(重量)从几克至数百吨。
(2)对材料的适应性强。
可适应大多数金属材料的成形,对不宜锻压和焊接的材料,铸造具有独特的优点。
(3)铸件成本低。
这是由于铸造原材料来源丰富,铸件的形状接近于零件,可减少切削加工量,从而降低铸造成本。
因此铸造是毛坯生产最主要的方法之一,如按重量计,机床中 60%~80%、汽车中50%~60%采用铸件。
但由于铸造工艺环节多,易产生多种铸造缺陷,且一般铸件的晶粒粗,力学性能不如锻件。
因此铸件一般不适宜制作受力复杂和受力大的重要零件,而主要用于受力不大或受简单静载荷(特别适合于受压应力)的零件,如箱体、床身、支架、机座等。
铸造分为砂型铸造和特种铸造两大类。
砂型铸造是以型砂为主要造型材料制备铸型的铸造工艺方法,它具有适应性广、生产准备简单、成本低廉等优点,是应用最广的铸造方法;特种铸造是除砂型铸造以外其它铸造方法的总称,常用的特种铸造方法有金属型铸造、压力铸造、熔模铸造、离心铸造、实型铸造等。
特种铸造铸造方法特种铸造是指在金属浇注过程中利用特殊工艺形成的表面凹凸、结构复杂的铸件,具有耐磨、耐腐蚀、耐冲击等优良性能。
一般情况下,特种铸造的材料有铸铁、铜、铝、钢等,常用的铸造方法包括压铸、强力铸造、低压铸造、柔性铸造、涡轮铸造、砂型铸造和精密铸造等。
一、压力铸造压力铸造是一种常用的特殊铸造方法,它主要利用压力将浇注液压入模具内,形成所需图案或形状的铸件。
常用的压力铸造方式有液压铸造、气动铸造和拉铸造。
此外,还可以通过改变模具中的浇注液压入的温度和压力,从而改变铸件的形状。
1、液压铸造液压铸造是利用液压系统,将浇注液压入模具的特种铸造方法。
该方法可以生产出尺寸精确、表面光洁的铸件,同时还能够生产出复杂的形状、结构和多孔铸件。
2、气动铸造气动铸造是利用气动控制系统,将浇注液压入模具的特种铸造方法。
该方法可以生产出尺寸精确、表面光洁的铸件,也可以生产出复杂的形状。
3、拉铸造拉铸造是利用拉力,将浇注液压入模具的特种铸造方法。
该方法可以生产出尺寸精确、表面光洁的铸件,同时还可以生产出复杂的形状、结构和多孔铸件。
二、强力铸造强力铸造是一种常用的特种铸造方法,它利用液压系统将浇注液以高速的速度压入模具,形成所需图案或形状的铸件。
强力铸造可以生产出尺寸精确、表面光洁的铸件,同时还能够生产出复杂的形状、结构和多孔铸件。
三、低压铸造低压铸造是一种常用的特种铸造方法,它利用液压系统将浇注液以低速的速度压入模具,形成所需图案或形状的铸件。
低压铸造可以生产出尺寸精确、表面光洁的铸件,同时还可以生产出复杂的形状、结构和多孔铸件。
四、柔性铸造柔性铸造是一种常用的特种铸造方法,它利用液压系统将浇注液以微小的压力和速度压入模具,形成所需图案或形状的铸件。
柔性铸造可以生产出尺寸精确、表面光洁的铸件,同时还可以生产出复杂的形状、结构和多孔铸件。
五、涡轮铸造涡轮铸造是一种常用的特种铸造方法,它利用涡轮驱动系统将浇注液以高速的速度压入模具,形成所需图案或形状的铸件。
特种铸造的分类依据主要基于不同的铸造方法和工艺特点。
根据参考文章,特种铸造主要分为以下七种类型:
●金属型铸造:利用金属型模具进行铸造,可以实现“一型多铸”,提高生
产率,改善劳动条件。
●压力铸造:通过高压将液态或半液态金属注入模具中,实现快速、高效的
铸造过程。
●低压铸造:通过降低模具中的压力,使液态金属在低压下填充模具并实现
凝固。
●离心铸造:在旋转的模具中进行铸造,使液态金属在离心力作用下填充模
具并实现凝固。
●熔模铸造:使用易熔材料制作模具,将液态金属注入模具并实现凝固,可
以制作出复杂的铸件。
●实型铸造:通过将液态金属直接浇注到造型材料上,实现铸件的成型。
●陶瓷铸造:使用陶瓷材料制作模具,通过热处理工艺实现铸件的成型。
这些分类方法并非绝对,不同的人或组织可能会有不同的分类标准和命名方式。


特种成型技术课程报告材料科学与工程学院 金属材料成型加工 20110800818 申澎洋张春香2014年5月1日特种铸造技术简介铸造(Foundry ):是一种液态金属成形的方法,即将金属加热到 液态,使其具有流动性,然后浇入到具有一定形状的型腔的铸型中, 液态金属院 系: 专业: 学 号:姓 名: 指导老师: 时间:在重力场或外力场(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成具有型腔形状的铸件。
特种铸造泛指除传统砂型铸造以外的铸造方法,金属型铸造、压力铸造、离心铸造、挤压铸造、熔模铸造、消失模铸造、真空密封造型、负压造型、陶瓷型铸造、低压铸造、连续铸造、挤压铸造、和磁型铸造等。
一、金属型铸造1.定义:金属液在重力作用下浇入金属铸型中,并在重力作用下结晶凝固而形成铸件的一种方法。
由于金属型可反复使用几百次到几千次,故又称永久型铸造。
2.金属型的材料:制造金属型的材料应根据浇注的合金选用,一般金属型材质的熔点应高于浇入液态合金的温度。
浇注锡、锌、镁等低熔点合金,可用灰铸铁做金属型;浇注铝、铜等合金,要用合金铸铁或钢做金属型。
3.金属型的结构:金属型的结构首先必须保证铸件(连同浇、冒口系统)能从金属型中顺利取出。
按分型面的不同金属型可分为整体式、水平分型式、垂直分型式和综合分型式等。
4.金属型的浇注系统:多采用底注式或倒注式,以防止浇注时金属液飞溅,遇金属型壁急冷凝成“冷豆”存在于铸件中,影响铸件质量。
5.金属型的型芯:分金属型芯和砂芯两种。
金属型芯一般适用于有色金属铸件,使用时需考虑金属型芯易于顺利拔出。
对浇注高熔点合金,采用砂芯,但每个砂芯只能使用一次。
6.金属型铸造优点1)金属型铸件的机械性能比砂型铸件高。
与砂型相比,金属型的导热性能好,铸件凝固时冷却速率高,即使结晶温度范围较宽的合金,也能得到密实的铸件。
同时,铸件晶粒细化,尤其是铸件表层结晶组织更细密,形成“铸造硬壳” ,铸件的抗蚀性能和硬度也显著提高。