Creo钣金设计基础
- 格式:docx
- 大小:1.02 MB
- 文档页数:25
Creo2.0钣⾦设计⼊门4.2设置默认的折弯余量属性Proe Creo教程资料:4.2 设置默认的折弯余量属性在Creo Parametric 2.0钣⾦件折弯余量的知识范畴⾥,需要初步理解弯曲余址与展开长度的基本概念。
弯曲余量计算⽤来确定构建特定半径和⾓度折弯所需的平整钣⾦件展开长度,在该计算中综合考虑了钣⾦件厚度、折弯半径、折弯⾓度及其他材料属性 (如 Y 因⼦和 K 因⼦)。
在展开长度计算中,还考虑到对折弯区域中的拉伸进⾏了补偿。
当折弯或成型饭⾦件时,中性折弯轴外的材料通常受拉伸,中性折弯轴内侧的材料受压缩。
通过建⽴适当的材料说明和精确计算展开长度的公式,可以由系统⾃动考虑此材料特性。
根据可延展⼏何的类型,⽤户可以使⽤下列⽅法之⼀来在设计⼯作中计算钣⾦件或特定的展开长度。
如果展开长度的值不正确,那么可以对该值进⾏修改,或者使⽤⾃定义的折弯表对值进⾏覆盖。
●系统定义的⽅程:使⽤Y因⼦或K因⼦计算所有可延展⼏何的展开长度。
●折弯表:使⽤标准或⾃定义的折弯表计算包含弧的少LI可的展开长度。
注意标准或⾃定义的折弯表仅⽤于计算包含弧的⼏何的展开长度。
如果未将定制的折弯表指定给饭⾦件,那么可以使⽤以下系统定义的⽅程公式计算零件或壁特征的展开长度。
L=(π/2 xR+Y因⼦xT) xθ/90 其中, L⼀⼀钣⾦件的展开长度。
π—-可以取其近似值为3.142。
R—-折弯处的内侧半径。
Y因⼦—-其默认值==0.50. T—-材料厚度。
θ—单位为度(“)的折弯⾓度。
另外,Y因⼦可以由K因⼦计算出来,即: Y因⼦=(π/2)×K因⼦以上内容对于初学者⽽⾔可能显得很抽象,不容易理解,但这不要紧,可以继续往下学习,待以后再慢慢研习.对于这⽅⾯的内容,如果没有特别要求,可以接受默认的折弯余量设置。
4.2.1 设置⾃折弯余量属性的⼀种办法要设置默认的折弯余量属性,则选择“⽂件”→“准备”→“模型属性”命令,弹出 “模型属性”对话框,接着在“钣⾦件”下单击“折弯余量”⾏中的“更改”选项,弹出 “⾸选项”对话框并⾃动指向“折弯余量”类别页,从中设置默认的折弯余ki属性,如图4-8 所⽰,具体设置内容如下。
creo钣金教程在这个 Creo 钣金教程中,我们将学习如何使用 Creo CAD 软件进行钣金工艺的设计和建模。
钣金工艺是制造业中非常常见的一种加工方法,它利用压力、切割等方法将金属板材加工成所需的形状。
Creo 提供了一系列强大的钣金工具,可以帮助设计师轻松地创建复杂的钣金零件和装配件。
在本教程中,我们将深入了解以下内容:1. Creo 钣金环境设置:首先,我们将了解如何设置 Creo 环境以进行钣金设计。
这包括选择合适的单位制、载入适当的钣金库以及设置工作空间。
2. 创建钣金零件:接下来,我们将学习如何使用 Creo 的建模工具创建钣金零件。
我们将使用各种基本几何形状(如矩形、圆形等)来建立零件的基本轮廓,并使用操作工具(如拉伸、折叠等)来形成所需的形状。
3. 转换成钣金:一旦我们创建了零件的基本形状,我们将学习如何将其转换为钣金零件。
Creo 提供了一些专门的工具和功能,以帮助我们将普通的零件转换为适合钣金工艺的形式。
4. 添加弯曲特征:接下来,我们将学习如何在钣金零件上添加弯曲特征。
Creo 的钣金板厚分析工具可以帮助我们确定最佳的弯曲半径和角度,并生成相应的模型。
5. 组装钣金零件:最后,我们将学习如何使用 Creo 的组装功能将钣金零件组装成最终的装配件。
我们将学习如何使用约束和关系来确保零件之间的正确位置和运动。
请注意,本教程中所有的示例和演示文本都是虚构的,仅用于展示 Creo 钣金工艺的基本原理和技巧。
实际应用中,请根据具体需求进行调整和修改。
希望这个 Creo 钣金教程对您有所帮助!如果您有任何问题或疑问,请随时提问。
祝您学习愉快!。
Creo3.0中钣金件中边止裂、止裂连接、边折弯、拐角止裂槽的用法在Creo3.0这款强大的工程设计软件中,钣金件是一个非常重要的部件,而边止裂、止裂连接、边折弯、拐角止裂槽则是钣金件设计中的关键概念和技术。
本文将从深度和广度两个方面展开探讨,帮助读者更全面地理解这些概念,并学会如何在Creo3.0中使用它们。
### 一、边止裂的概念和作用在钣金件设计中,边止裂是指为了避免材料在加工或使用过程中产生裂纹而设置的一种边缘处理方式。
通常情况下,我们会在边缘处添加一些特殊的结构,如圆角、倒角或者加强筋,以增强边缘的强度和稳定性,避免裂纹的产生。
在Creo3.0中,我们可以通过简单的操作来实现这一目的,保证设计的完整性和稳定性。
### 二、止裂连接的设计原理和使用方法与边止裂相似,止裂连接也是钣金件设计中常用的技术。
它通过在零件的连接处设置止裂连接结构,来增加零件的抗拉强度和抗裂纹能力。
这种设计可以有效地提高零件的使用寿命和稳定性,避免因裂纹而导致的零部件失效。
在Creo3.0中,我们可以利用其强大的建模功能和智能化的设计工具,来实现止裂连接的设计和应用。
### 三、边折弯和拐角止裂槽的处理技术除了边止裂和止裂连接,边折弯和拐角止裂槽也是钣金件设计中常用的处理技术。
边折弯是指在边缘处进行折弯处理,以增加边缘的强度和稳定性;而拐角止裂槽则是通过在拐角处设置特殊的凹槽结构,来分散应力和防止裂纹产生。
在Creo3.0中,我们可以利用其丰富的功能和灵活的建模工具,轻松完成这些处理技术的设计和应用。
### 结语通过本文的介绍,相信读者对Creo3.0中钣金件中边止裂、止裂连接、边折弯、拐角止裂槽的用法有了更全面和深入的理解。
这些技术不仅可以帮助设计师更好地解决工程设计中的难题,也能够提高零部件的使用性能和安全性。
在未来的工程设计工作中,我们应该充分利用Creo3.0这一强大的工具,灵活运用这些技术,为工程设计注入更多的创新和活力。
钣金件模型基础知识模块概述:深入了解钣金件建模的各个方面之前,有必要先了解一些有关如何在Creo Parametric 中处理、计算、显示和创建钣金件模型的基本信息。
目标:成功完成此模块后,您将能够:∙了解钣金件模型的厚度以及如何通过驱动曲面计算出该值。
∙描述如何显示钣金件模型的驱动和受驱动曲面的线框显示。
∙定义、了解及更改钣金件模型设计中的展开长度。
∙利用K 因子、Y 因子或折弯表控制展开长度。
∙在零件或装配模式下创建新钣金件模型。
∙通过将实体模型转换为钣金件模型来创建新的钣金件模型。
概念: 钣金件模型基础知识钣金件模型基础知识钣金件模型是一个实体参数化模型,在模型的不同位置均具有恒定厚度。
因此,其不能精确表示真实模型,即那些执行过深度拉伸成型操作或在成型时会使材料发生大面积塑性变形的其他制造过程的模型。
钣金件模型具有一个驱动侧和一个偏移侧。
当显示为线框时,模型的驱动侧会显示为绿色,而偏移侧(或被驱动侧) 会显示为黑色。
只有重新生成钣金件模型的驱动曲面和偏移曲面之后,才会对其侧曲面进行成型。
图 1 显示的即为这样的一个示例。
图 1 - 驱动(绿色) 侧和偏移(黑色) 侧的线框显示钣金件模型可以成型设计状态(折弯成设计中使用的最终形状) 或平整形态(展开以显示在折弯前所需的金属板材) 加以显示。
图 2 中显示的就是一个成型模型。
图 2 - 成型模型图 3 为同一模型的平整形态示例。
图 3 - 平整形态Creo Parametric 可精确计算钣金件模型中大多数折弯的展开长度。
可使您设计处于成型模型状态的模型。
若您之后要将其展开以形成平整形态,您可将展开长度应用到模型中的每一折弯,这样就会生成用于制造的精确平整模型。
最佳做法由于钣金件零件通常都很薄,所以,在放置特征时您应选择平整曲面作为参考。
如果平整曲面不可用,则选择边要比选择侧曲面更方便。
当您对钣金件零件定向时,必须首先选择平面曲面或基准平面,之后才可以选择边。
Creo钣金应用
Creo钣金功能包括钣金建模、实体转化两种方式。
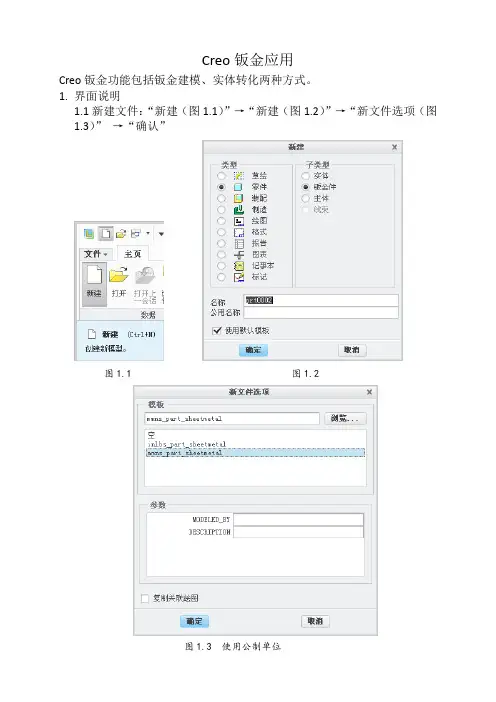
1.界面说明
1.1新建文件:“新建(图1.1)”→“新建(图1.2)”→“新文件选项(图
1.3)”→“确认”
图1.1 图1.2
图1.3 使用公制单位
2.模型属性设置
“文件(图2.1)”→“准备”→“模型属性”→“模型属性(图2.2)”
图2.1 设置
“材料(图2.2)”→“材料”→“更改”→“材料(图2.3)”
图2.2 模型属性设置
“材料(图2.3)”→“steel(钢)”→“确认”
图2.3 模型属性设置
形状
2.1拉伸、平面、(边界混合)、旋转(图
3.1)、实体转换2.2平整、(法兰)
图3.1 形状
实例讲解:1.零转弯剪草机机架(拉伸、平面)
2.移树机铲体(旋转)
3.粉碎机进料口主体(实体转换)3.工程
扯裂、形状、孔、倒圆角、倒角、凹模
图4.1 形状4.折弯
折弯、展平、折弯回去、延伸
图5.1 形状、编辑实例讲解:308旋刀(折弯)
5.材料的设置
以3mm热轧钢板为例。
密度对比7.82、7.86
百分率:2.45/21.13*100%=11.59%。
creo钣金设计的技巧和方法Creo钣金设计的技巧和方法引言:Creo是一款功能强大的计算机辅助设计软件,它提供了丰富的工具和功能,方便用户进行钣金设计和制造。
在本文中,我将一步一步地回答如何使用Creo进行钣金设计的技巧和方法。
第一部分:Creo钣金设计的基础知识在进行Creo钣金设计之前,我们首先需要掌握一些基础知识。
钣金设计是一种通过对金属板材进行切割、弯曲和组装来制造物体的工艺。
Creo提供了一系列工具和功能,帮助我们进行钣金设计。
1.1 创建零件:在Creo中,我们可以通过选择"新建零件"来创建一个新的钣金零件。
在创建过程中,我们需要选择正确的单位和材料属性。
1.2 绘制基本形状:在钣金设计中,我们可以使用Creo的绘图工具来绘制各种形状,如直线、圆弧和矩形。
通过使用这些基本形状,我们可以构建出复杂的钣金零件。
1.3 引入钣金特征:Creo提供了一系列用于钣金设计的特征工具,如弯曲、凸起和拉伸。
这些特征工具能够帮助我们对钣金零件进行形状变换,并实现所需的功能。
第二部分:Creo钣金设计的技巧和方法在掌握了基础知识后,我们可以进一步学习Creo钣金设计的技巧和方法。
下面是一些实用的技巧和方法,可以提高我们的设计效率和质量。
2.1 使用草图模式:在Creo中,我们可以使用草图模式来绘制钣金零件的曲面。
草图模式提供了丰富的绘图工具和功能,帮助我们绘制出更为复杂的曲线和形状。
2.2 利用参数化设计:Creo提供了参数化设计的功能,可以在设计过程中使用参数来定义物体的尺寸、比例和位置。
通过使用参数化设计,我们可以轻松地对钣金零件进行调整和修改。
2.3 模拟弯曲过程:Creo的模拟功能可以帮助我们模拟钣金零件在弯曲过程中的形变。
通过模拟弯曲过程,我们可以更好地理解材料的变化,并根据需要对零件进行优化。
2.4 优化设计:Creo的优化功能可以帮助我们在钣金设计中找到最佳的材料用量和形状。


钣金设计基础知识钣金设计是指钣金制品(如汽车、电器、机械等)的设计工作。
钣金设计作为一门复杂而全面的学科,需要掌握一定的基础知识,以下是钣金设计基础知识的概述:1.钣金材料:钣金设计师需要了解各种常见的钣金材料,如冷轧板(SPCC)、不锈钢板(SUS304、SUS316)、铝合金板等。
不同的材料有不同的性能和加工特性,设计师需要根据具体的应用场景选择合适的材料。
2.钣金工艺:钣金设计师需要了解各种常见的钣金加工工艺,如剪切、冲压、折弯、焊接等。
设计师需要根据产品的要求选择合适的工艺,并且要考虑到工艺的可行性和成本效益。
3.声学和热学:钣金产品在使用过程中需要考虑到声学和热学的问题。
设计师需要了解声学和热学的基本原理,以便通过设计来减少噪音或者改善散热效果。
4.设计原则:钣金设计师需掌握基本的设计原则,如对称原则、结构原则、强度原则等。
这些原则能够帮助设计师合理排布零件,提高产品的结构强度和制造效率。
5.机械设计基础:钣金设计是机械设计的一部分,因此钣金设计师需要有一定的机械设计基础。
包括机械制图、尺寸公差、装配关系等方面的知识。
6.CAD软件应用:钣金设计师需要熟练掌握计算机辅助设计软件,如AutoCAD、Solidworks等。
这些软件能够帮助设计师进行精确的三维建模和工程图纸的制作。
7.产品检验与品质控制:钣金设计师需要了解常见的产品检验方法和质量控制标准,以确保设计的钣金制品能够满足客户的要求。
8.安全设计:钣金设计师需要对产品的安全性进行考虑,特别是对于一些需要保护人员或设备安全的产品,设计师需要遵循相关的安全设计原则和法规。
总之,钣金设计基础知识是钣金设计师必备的知识体系,掌握这些知识将有助于设计师设计出高质量、高效率的钣金产品。
为了进一步完善自身的设计能力,设计师还需要不断学习和实践,不断提升自己的技术水平。
浅析基于Creo 钣金模块的异型纸盒设计方法1 异型纸盒的钣金建模方法在Creo 中创建异型包装纸盒的方法主要有3 种:直接在实体模块进行纸盒的造型设计,完成造型后将其转化为钣金件;直接在钣金模块下进行包装纸盒的造型设计及创建;将前2 种方法相结合,先在实体模块下创建部分造型,再在钣金模块下创建剩余造型。
下面就这3 种方法的具体实施办法展开讨论。
1.1 由实体造型创建钣金此方法适用于造型复杂、不易创建钣金造型或者角度不易计算的楔形纸盒,主要分2 步完成。
1)创建三维实体造型,并转换为钣金件。
在Creo 创建三维实体造型,需转化为钣金件。
实体转换成钣金件有 2 种方式:通过封闭实体抽壳的方式转换成钣金件;封闭实体通过设置驱动曲面来转化成钣金件。
两者的区别在于:采用驱动曲面转化时,选取的曲面将转换成钣金件;采用壳的方式转换时,选取的曲面将移除,没有选取的曲面将转换成钣金件。
采用驱动曲面的方式转换时,只能选取实体的一个面转换成钣金件,不能多选,而采用壳的方式时可以移除多个曲面。
Creo 的实体转换为钣金件是将实体零件或特征转换成薄壁的钣金件或钣金特征。
2)在钣金环境下展平。
在纸盒的制造商接口处进行边扯裂,模拟纸盒展开的第1 步,将纸盒从接口处打开,接下来在纸盒的顶盖处创建扯裂,模拟打开纸盒插口过程。
因为纸盒的底采用的是123快锁底,所以可以直接将纸盒底面进行曲面扯裂,当纸盒完全展开后,再在钣金环境为纸盒添加摇盖和底,即通过创建法兰壁进行添加。
1.2 在钣金模块下进行创建该方法适用于附加壁比较多但不需要计算斜线角度或曲面展开长度的直线造型。
使用Creo创建钣金件时,应根据不同纸盒的外形结构选择对应的方法。
对于圆柱或椭圆类的纸盒,应采用钣金特征中的拉伸类型的方法进行创建;对于多面体造型的纸盒,应采用混合类型的方法进行创建;对于组合式的纸盒造型,由于实际生产钣金采用焊接的方法,所以应采用创建单个分支然后进行装配的方法进行创建。
26农机使 用与维 修2019年第3期基于Creo 的钣金折窖设计与展开分析曹惠昌(绿友机械集团股份有限公司,北京101301)摘要:钣金是金属的冷加工方式。
本文定义为一种金属薄板(厚6 mm 以下)的综合加工工艺,包括切割、冲压、拉伸、弯曲、成型等。
生活中常见的电脑机箱、车身和手机均用金属板材通过钣金工艺制作。
钣金折弯的精 度以及展开图的尺寸经常困扰着工人,尺寸超差的现象屡见不鲜。
从源头软件设计开始,分析钣金折弯与展开, 并深入分析影响展开尺寸的因素,最后从设计角度分析钣金设计的一些注意点。
关键词:钣金;冷加工;展开;折弯中图分类号:TG 38文献标识码:A doi : 10.14031 /j . cnki . njwx .2019.03.0121银金设计目前能完成钣金设计的软件很多,不管什么软件,都应该首先从如下方面着手。
本节从软件Creo 着手,介绍钣 金设计的参数设置及展开原理。
首先确定选材,材料属性对折弯来说尤为重要,不同 的材料,材料伸缩率与折弯性不同。
Creo 文件菜单有材料 设置一项,进行材料选择。
⑴“文件”―“准备模型属性”“模型属性”;(2) “材料”“材料”“更改”―“材料”;(3) “材料” —“steel (钢“确认。
”确定材料后,选取材料厚度、折弯半径、折弯角度,如 此一个简单的折弯件设计完成。
2钣金展开计算(1)折弯原理。
钣金折弯是在上模和下模挤压过程中,金属板材发生的塑性变形。
(2) 展开原理。
通常展开方法有两种:①折弯扣除法(常用于直角弯);②中性层法:K 因子。
两种方法殊途同归,展开尺寸略有不同。
在Creo 软件中,目前以K 因子、Y 因子、折弯表为主。
K 因子定义为材料内侧边与弯曲中性层的距离和板 材厚度之比,K 因子的方程式:K = t /T ,可知0<K <1。
中性层无具体位置,存在于板材内部,它的位置取决 于材料本身的特性,所以我们设计之初,首先要在“模型设 置”内选定材料。
Creo 6.0是一款领先的三维设计软件,钣金设计是其重要的应用领域之一。
在Creo 6.0软件中,有许多常用命令和应用程序,能够帮助工程师更高效地进行钣金设计工作。
本文将介绍Creo 6.0钣金设计常用命令及应用,帮助读者更好地掌握该软件在钣金设计领域的应用。
一、钣金设计简介1. 钣金设计概述钣金设计是利用金属板材材料进行成型和加工的设计领域,广泛应用于汽车、电子、航空航天等行业。
在钣金设计中,工程师需要考虑材料厚度、弯曲半径、拉伸等因素,同时还需要进行展平、折弯、拉伸等工艺操作。
2. Creo 6.0钣金设计功能Creo 6.0软件在钣金设计领域具有丰富的功能和工具,能够帮助工程师完成复杂的钣金设计任务。
其中包括展平、折弯、压力点定位、冲压模拟等功能模块,能够满足工程师在钣金设计过程中的各种需求。
二、Creo 6.0钣金设计常用命令及应用1. 展平命令展平是钣金设计中常见的工艺操作,Creo 6.0软件提供了强大的展平命令,能够帮助工程师快速准确地完成展平操作。
在使用展平命令时,工程师需要注意以下几点:(1) 确定展平方向和展平边缘;(2) 设置展平方式和参数;(3) 进行展平验证和修正。
2. 折弯命令折弯是钣金设计中常用的工艺操作之一,Creo 6.0软件提供了直接对实体进行折弯操作的功能,能够帮助工程师完成复杂的折弯设计。
在进行折弯命令操作时,工程师需要注意以下几点:(1) 确定折弯方式和参数;(2) 设置折弯起点和终点;(3) 进行折弯验证和修正。
3. 压力点定位在钣金设计中,压力点的精确定位是非常重要的,Creo 6.0软件提供了强大的压力点定位功能,能够帮助工程师精确地确定压力点位置。
在进行压力点定位时,工程师需要注意以下几点:(1) 确定压力点位置和类型;(2) 设置压点参数和属性;(3) 进行压力点验证和修正。
4. 冲压模拟冲压模拟是钣金设计中重要的工艺分析方法,Creo 6.0软件提供了强大的冲压模拟功能,能够帮助工程师进行冲压工艺分析和优化。
ProeCreo钣金结构设计之冲切与折弯【一】什么是钣金钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、铆接、拼接、拉伸、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致。
【二】结构设计准则在设计产品零件时,必须考虑到容易制造的问题。
尽量想一些方法既能使加工容易,又能使材料节约,还能使强度增加,又不出废品。
为此设计人员应该注意以下制造方面事项。
钣金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。
良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。
在一般情况下,对钣金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则。
1,简单形状准则切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。
如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形简单,见下图。
(a)不合理结构(b)改进结构图a的结构只有在批量大时方有意义,否则冲裁时,切割麻烦,因此,小批量生产时,宜用图b所示结构。
(a)不合理结构(b)改进结构2,节省原料准则(冲切件的构型准则)节省原材料意味着减少制造成本。
零碎的下角料常作废料处理,因此在薄板构件的设计中,要尽量减少下脚料。
冲切弃料最少以减少料的浪费。
特别在批量大的构件下料时效果显著,减少下角料的途径有:(1)减少相邻两构件之间的距离(a)不合理结构(b)改进结构(2)巧妙排列(a)不合理结构(b)改进结构(3)将大平面处的材料取出用于更小的构件(a)不合理结构(b)改进结构3,足够强度刚度准则⑴、带斜边的折弯边应避开变形区⑵.两孔之间的距离若太小,则在切割时有产生裂纹的可能。
零件上冲孔设计应考虑留有合适的孔边距和孔间距以免冲裂。
零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制。
6.37钣金件用旋转凸模进行成型本节主要介绍了凸模的建立,和成型工具的使用,本节时长为8分53秒,在本节中要注意在创建凸模的过程中,倒圆角要进行的合理,不然在成型的时候是无法进行成型的,我们必须倒角倒的大一些。
主要步骤1.这些个成型我们需要制作凸模因为这个比较复杂一点,我们就尝试制作凸模打这个部分,我们进行凸模的创建,首先我们使用拉伸做一个钣金,然后再做一个凸台,这个凸台我做十毫米,然后这边画一个长方形,做这个形状后,进行删除,改变深度。
使用旋转切除的方式,圆弧面创建基准轴,画一条中心线,进行草图的绘制,我们打开约束。
这时候旋转多余的部分就被切除了。
2.我们需要倒圆角,因为钣金有自己的壁厚,这里倒0.5的圆角,然后将钣金件进行保存,然后选择凸模,手工的进行组装上去,使用重合的约束,然后使用参考,然后使用距离进行约束这个装配就已经约束了,方向朝下。
3.内凹的圆角的厚度必须大于钣金件的厚度,比如我们改成1.1这时候我们可以看到这个成型就被打出来了。
这样圆角就可以产生了,当调整到一毫米,去掉壁厚还剩0.1,必须考虑到钣金的壁厚,和成型的条件,最外面也是需要倒圆角的。
4.大于钣金的壁厚才能够生成,如果圆角倒得不合理我们创建这个成型就失败了,我们要知道问题出在什么地方。
我们必须合理的对钣金件进行倒圆角的操作。
这是非常重要的。
6.36钣金件凸模的创建-复杂的成型操作本节中我们进行了使用草绘命令进行凸模的创建,在在基准面的基础上进行草图的绘制,然后将凸模做出来。
本节时长为5分02秒,在这节中要注意草图的绘制比较复杂,最后进行倒圆角操作。
简要操作过程:1.我们使用草绘成型将最大的凸模做出来,草绘面还是放到这个面上,我们看一下图,我们使用偏移的方式,进行草图的绘制,然后绘制出形状,使用拐角将线进行连接起来,去掉没有用的线。
然后进行倒圆角的操作。
2.前面完成之后关闭约束,深度为2,方向相反,接下来进行倒圆角,圆角外面层的是1.5,这一侧是1.5,内侧的倒角为0.5,还有这一层,大的成型就已经做好了。
1. 钣金件一般是指具有一定厚度的金属薄板零件,机电设备的支撑结构(如电器控制柜)、护盖(如机床的外围护罩)等一般都是钣金件。
与实体零件模型一样,钣金模型的各种结构也是以特征的形式创建的,但钣金的设计也有自己的规律。
2. 在Creo2.0创建钣金有一下两种途径:2.1是通过新建零件,然后选择钣金件。
雇苴绘Gr ⅜⅛⅛3■□窶件O圭体装配绣束f )9此制造IFJj□格式□报吿ζ J占图表⅛ i≤袅本Γj -(12标记2.2是通过实体进行转换得到钣金件。
此法是先创建实体特征,然后再进行转换 分靳 注理 渲樂 工具 视图 柔性建膜 应州程序 匕々¾减制 N 隐含 逼漏辑定义 ⅛⅛⅛⅛了孔L 曲草绘拉件施取数箱T工程▼⅛⅛⅞ 踊征操作 JI)F 操作.IIE FRT rς√ς DFF:?用尸定賈特征吋复制几何 晋收缩翻 ⅛s Id显示差异 聘啟樓型 -⅛「|冰J 堰转□ 仓扫描F扫洛混合□;轴 '占F W A a IT⅛ 平面 热坐≡. LJ_ 薛粘贴T 重呼成* flm ” 阵列Q 按橫・ Λ⅛倒刮角T 冋壳 P倒甫'FL K '©洁袍⅜⅛⅞金件 转κ⅛⅛⅛n从实体愛样转換为議金件°选择转换为钣金件后弹出:⅞/ 回 5 X驱动曲面:可将材料厚度均一的实体零件转化为钣金件。
其操作方法是文卡ι→標聲井析注释渲染工具視图柔性翟模应用畏序 靜一肆L I SHEETMETAL. PRT RIGHT在此赫ΛTOP FROHTPUT CEYS DEFfl ∣f τ Ia τ驰动 壳 ⅛⅛ 取消 曲苗第一壁□Z7∕7;V ⅞*⅛ ¾选择实体表面上的曲面作为驱动面,然后输入扳金厚度值,即可。
值得 肚意的是,实体上与驱动面不垂直时,在转换为飯金件后,其与驱动面 匪直。
(为了说明这一点我在原基础模型上添加一个斜切特征) —文件〒 摸璽 分析 ⅛w 漬棗工具视圉柔性建镇 应用程序g? @ V X驰动亮确是取捎口 SHEETMETkL. FRTZ7 BIGHT Z7T □F Z7 FRoNT⅛⅛<FRT -CSlS _BEf k 口6拉曲1 ・刁拉伸2 +在此插入第一璧关闭⅛ τ ⅛ τ选取驱动面前,看到。
斜切特征没有变化:1200. 00 ・ X零塔⅛t⅛⅝⅛gα % θ梗型树1 ΞHEΞTMETAL. PET£7 EIGKTZ7≡X7FR∩WT并FKLcSTSj)EF卜D1拉和1► U71拉伸2÷莅此插入3阳驰动曲面1第一平壁】选取驱动面后,看斜切特征已经变化了单击确定按钮,进入钗金模块。
Xff*β3zr55r≡5θ≡Θ M 「IlC lELJ拉伸 口FEDsT¾⅛≡PRT CSYS.≡J 拉伸2*在此插入 口吗&动曲茴_J SHEETMETAL. FBI/7 RIGMT(Jl银吒 开前 在秣價挽 ⅛* ⅛ft 沖峯 JtK WK廐用H 序F 面看一下,使用壳进行转换(其使用方法和特征操作一样)和艮制Xm厅匡J=NX 特⅛≡吋□Ψ⅛Λ.∕⅛r-兰坯严駅雀庄ILJ Ξ}<E1ΠI3TΛL TRlZJK ZGHI Z7ΓOFZ7∏3∏* FltT-常临 JlM I• rP≡r⅛ 1 » ∏^l 花沖5J UtrD a⅛3 1 ⅛ -I £11♦ ⅛∣ιtrt λSr⅛τ*rt;TYS ΓI*Q" fc≤J⅛⅛iL⅛j ?亡魁折題F ⅞M⅛ 尸总Jff 驾E⅛「耳中 F i F一」⅛+≡n⅛ F⅛- -⅛¾ *嗚册.⅛*S ⅛≡ 洎莫 丁具 袒骨丢件建槿 ι⅛ffl⅛R^sf 走卜 』l. ..Li ∣一. ∣j 一直启刃m ▼ %Fl ①如苗曲V r X⅛⅛ J&fi 胆性选取要去除的曲面:b ⅛ mL> SWHtqiM-?TU PFrIS T E□ τnr HTrHT,C^S.PE? 萤伸1芫分靳文件H□1° t> θ◎翻8複型=H □ SHEfTMETAL. PRTZ7MGKTZ7 TCP □ FWirr-⅛ PET_CSYS…DEF-i-iIC OOV範件―⅛⅛分析注H L谥棗一匸具观Isl 应培桎挣MfT -∖j殍用户XH证口rx≡⅛√g 怡二 * 担仲≡?F 戸∙m c+2 / ®気壯丁刼托才]鳄严χ≡・网讪何砸畑林柱法兰他界酣音操作- 庶題數据- 基TeF 降武F 屈鞋苗影二亠一』扯裂成里G ⅛⅛ιiw-⅛⅛⅛On蒿皿・期瘀匪竽InJ平整机S tt ¾ S複圣帶J SHjlPTMTtI. PRTZ7 ILLJJnZ7 ToCO TlnJn L* P⅛⅛S,Ωif► ∏Ufi⅛ 1►叩拉伸2g) ⅛ ιffl⅛→TS)⅛ SiLLSA工程T护弯看一下钣金模块的这些命令:兰璧(其中这些主要是用来创建基础的钣金特的)O報族轉 扭转护扫揣遲含 卩混舍 品旋转混合形状璧主要有拉伸璧、平面璧、旋转璧、混合璧、扫面璧、平整璧和法平整法兰 目平帝 霑边界混合■二扭转5?拐角止舉槽ii ∖ L∑L>τ□ 展平 V r册折弯•⅛折直回去 爲平整席态岂偏移E延伸[§]分割区域…埴充 工程T曲面*盘■平面困边界温合扭转莎混合F旋转混合If工程"这块主要是一些后期的钣金成型处理(以后会结合实例说明):扯裂成型F *ΓJ1辭I m⅞ 右转换折弯这块很重要,主要是处理钣金折弯,以及生成折弯顺序表的”编辑这块这要有合并,延伸,分割区域,用到多一些。
■*延伸遽分割区域…J阵列 *-4瘗接ιl ~ ∙^=∙≡Ft合井快Jl锐像匚⅛⅛r相交匚如Jf~实祥化纶取消冲压边移l⅛2扭曲度向法向此分割曲面关于钣金的一些参数看以在”文件下的”准备下的”模型属性里京ft・z⅛ s l>√拄申耶裁訂利£-Tln ■: ■予郦㈱一Ir^Ir L-P駅理BHI H⅛1∣n^!Λ∙* .J S^grlt 第删I S膵g 叮揣鑑胡・讷⅛Sβyfj^⅛ffiΛS,NsMFjAfimt a电*©⅛-r s bW⅛⅛JSfr90 UW*Iten Q CCl -t>*a"It BT EJEΛ半理EM H ∣j J⅛止跖*1⅛%甲那」陌JFff !t¾雜:Fflt!fc^*βJt Q∣⅛ SPH 1L *鼻亘Λ<≡]菲左Jt时鸡≠x⅛e>⅛i*⅛∙j(¾-r*Λ, 4n*TRXS.1* HSJi.E*沁i⅛e⅛'i⅛!g∣⅛7CF T1y⅛⅛ - SiKLlrrtIDkL^tie*] JLM⅛≡Wl4 Et≡⅛-Jl -Cfl应卡左J⅛ħt4*i⅛H a≈5i⅛∏⅛主柬云Tw ,ι' Fr ιlπr Uh C∖井乍2下面就以飯金第一种方法为例进行演示(新建零件,选择飯金,进入飯金模块后,显示如图所示):—加 ¾ EtJJ Sf±⅛JfEΓ√Jx JTij£7 H-JHT£7 Ttr £7 7FflInVrPrT 「到£ Zll T≠⅛J ⅛Λ'看到图中除了形状里面的一些命令可以使用, 其他都是未激活状态,因 为其他特征疋要建立在现有特征基础之上的。
下面我们就创建,第一璧所谓第一钣金璧,就是我们最初创建的第一个钣金特征。
我们用”拉伸 和”平面 分别创建钣金璧,看 下他们的区别:首先用”拉伸”创建(单击拉伸,进入草绘模式)注意看特征要求,我绘 制的是开放的截面依然满足要求文《=・ 規空 分折 注秤 是棗 工具 世国 區用程序 J Jfy E 厲可 否用尸示丫.耳秆 口 A 耳挨 PIIf Q TrW '⅛5R ・ r / SB ⅛ 1-3 T璋新1■曲 S*IΛiRj 平亦初 K r ; - X ∣JJ⅛ - r ⅛⅛¾⅛. 为过黔跆 < IlF -门M&捋却冷用、滁桁E T 寻藏S⅛ I ~^⅛⅛v - L ⅛i≠⅛t " JS 折哲 Sa 5J≡* 曲需戌卑 區平皿一 — < - * ξ¾i FS⅛≡ * ^^SUIa -:⅛1t ' 壬推-I 」“ 1⅛ι. 1>i,i⅛ -l±Γ 科・□ <Sfl - I 模生出i⅛4 匚具 ^ffl SMlG⅛屋簞f~,Fe M;"型詁:r. i⅛,,⅛?S 块- OX ・ ‰ Ξ⅞ ・也 □帝番 Ti P- f⅞ ,C3I<>毎甲 k Q 韦囲 ⅛<raa⅛ -JP 电⅛⅛ .咗聲 * t jl ^. 构:色 Cj 凰F□ ⅛≡ • ⅛Eft⅛β ⅛⅛x⅛ 7] IIS K 4 √'站事 偏旌1 +⅛⅛ T Q IEETWETJm 椒 i1=EHI⅛⅛t ∣ -⅛ I urfc■厂 fl ⅛1⅛r<甘■苗JC 輯脏J'Ill««*4 ««*4 EJ[j±rrτiTAL r¾? [J ≡:"AL 理7 £/Jii⅛n £7 r^Γ ∕7ffCXl并 FF7_73T?_DEF + tr tll⅛ 二 ⅛√三啦Q 1嚴1呼⅛ I "AiCjjU Z7"T ∕7 7ħ0XΓ ⅛ FF7_^n -DET £.:少拉IE - t⅛ι i ⅛ I-40I*.,15153773绘制如图所示的图形,完成草绘后,看到:单击确定按钮,完成拉伸钣金的绘制如果我们在上一步的草绘中绘制封闭的图形是什么样的结果呢,宜fl→ U I® !山帀知I ^f d XJiI 311 2⅛ ⅛1r ^Ti i>⅛⅛.⅛ 樂客24 ≠舷;i_______________________ _>■⅜ L_| 注・ l!iC.S. SS ⅛⅛⅜⅛ 注靜 沮煞 丁具 am 应期程痔⅛r∕Y 1-⅜ 孕H/ ------------------- η[>rft⅛β J ∣⅛H1 ⅛ BfL IEJttBm: ALKr Λ7θ!ff Z7^∏r/7丫刑町4⅛p¾τ TS τ⅛ ΠF ♦ ≡J ⅛Λ" b⅛√能拴F 申1GB- W^lITi^⅛⅛⅛H⅛jj.⅛⅛⅛ T H ,J JlL看一下。
交f"榛聲 ⅛φf 注探 這染 工具 视图 应用程痔挖斷 莘绘⅛Xk血―线*V-圓箱 ”也偏穆*中牡蛭・Q Ξ3≡ □ ⅛⅛⅛ 霜」X 点人<^⅛J⅛ • Qlffi [Sl' <⅛1⅛ F 匿力诲X 点 3 ⅛m歸苴益视的⅛^⅛Γ +皿构造F>坐标系ASO 圆T0祎案坯文本 O 投影Λ坐耘系T "割i⅛≡ -菽匪数据操作▼基准草绘退出草绘,看到:本帖隐藏的内容b % Ee≡w ___________ 嘗' 昌・1 S HEETIIETAL . PRT Z7 RIGHT Z7T0P Z7 FROlfT 5⅛⅛PRT -CΞYS -DEf ÷ Sll⅛λ*镑推竝伸I (W —亍壁)僅裁面1对于拉伸创建钣金璧,草绘无论是封闭还是开放依然可以成功创建。