锌镀层与锌镍镀层
- 格式:doc
- 大小:32.00 KB
- 文档页数:3

锌镍合金镀层的应用领域锌镍合金镀层,这个名字听起来可能有点复杂,但它其实在我们生活中无处不在。
想想你身边的那些金属物件,像是自行车、汽车的零件,或者家里的电器,很多时候它们表面都涂了一层保护膜。
为什么呢?因为金属在潮湿环境下特别容易生锈,锌镍合金镀层就像一把保护伞,挡住了那些烦人的水分和氧气。
你知道吗?锌镍合金镀层的奇妙之处就在于它的耐腐蚀性。
用它来镀层的物件,不管是室外的还是室内的,都能保持光鲜亮丽,仿佛是刚买回来的新玩意儿。
再说,锌和镍的搭配,真是天作之合。
锌负责防护,镍则让涂层更坚硬、耐磨。
这就好比一对默契的搭档,一个是守门员,一个是后卫,缺一不可,缺了可就麻烦了。
说到应用领域,真的是五花八门。
汽车工业里,锌镍合金镀层几乎是标配。
你想啊,汽车每天都在外面风吹日晒,稍微不注意,表面就可能出现锈斑。
不过有了这个镀层,汽车能多撑几年,真是划算。
车主们最关心的就是保值,外观好的车自然更容易卖得出去,毕竟谁不想把自己的车卖个好价钱呢?再看看电子行业,很多电子元件也需要这种镀层。
我们平常用的手机、电脑,它们的内部结构复杂,很多金属连接处都可能出现腐蚀。
这可不是小事,腐蚀了可能导致短路,整个设备就废了。
而锌镍合金镀层就像一层隐形的护身符,给这些元件加了一道安全屏障。
真心觉得,现代科技的进步离不开这些小细节。
建筑行业也离不开锌镍合金镀层。
很多建筑材料,比如门窗、围栏,常年暴露在外面,风吹雨打的,肯定会受到侵蚀。
用上这种镀层后,耐用性大大提升,少了很多后期维护的麻烦。
这就像给你的房子穿上了一层防水的衣服,让它在恶劣天气下也能稳稳当当。
想想看,锌镍合金镀层的应用真是无处不在。
我们身边的很多物品,或多或少都受益于它的保护。
你是不是也觉得,这种镀层简直是生活中的小英雄?总是在背后默默奉献,让我们的生活更轻松。
锌镍合金镀层不仅仅是保护,还能让物品更美观。
很多人喜欢金属质感的东西,但又不想让它们变得黯淡无光。
镀上锌镍合金后,表面光滑亮丽,简直是大放异彩,谁看了不心动?就像是给你的老爷车加了一层高档的外衣,瞬间变得时尚起来。

锌镍合金镀层标准
锌镍合金镀层是一种常用的防腐蚀涂层,具有较好的抗腐蚀性能
和机械性能。
为了保证镀层质量,国际上制定了一系列的标准和规范,常见的有ASTM、ISO、JIS等。
ASTM B841是美国材料与试验协会制定的锌镍合金镀层的标准。
该标准规定了镀层的成分、厚度、外观和性能测试等方面的要求。
比如,成分要求锌含量为8-20%,镍含量为80-92%,同时要求不得含有
其他有害元素;厚度要求最小为5μm,最大为25μm;外观要求镀层
表面应平整、均匀、无裂纹;性能测试方面,主要有耐盐雾、耐磨损、附着力、电导率和氢脆等测试。
ISO 2081是国际标准化组织制定的锌镍合金镀层的标准。
该标准主要对镀层的要求和试验方法进行了规范。
如镀层膜厚应在5-30μm
范围内,外观应均匀、光滑;镀层的抗腐蚀性能应符合要求,可以通
过盐雾试验、腐蚀试验等来测试;同时还规定了一些其他性能指标,
如附着力、硬度、电阻等。
JIS H8610是日本工业标准化国际化委员会制定的锌镍合金镀层
的标准。
该标准对镀层的成分、厚度、耐蚀性能、外观要求等方面进
行了规定。
其中,成分要求锌含量为8-20%,镍含量为80-92%;厚度
要求一般在5-30μm范围内;耐蚀性能可通过盐雾试验、腐蚀试验等
来测试;外观要求镀层表面平整、无裂纹、无气泡。
综上所述,锌镍合金镀层的标准主要涉及了镀层的成分、厚度、
耐蚀性能、外观要求等方面,通过一系列测试方法来验证镀层的质量。
不同国家和地区制定的标准可能会有所差异,在进行锌镍合金镀层过
程中应根据具体需求遵循相应的标准,以保证镀层质量。


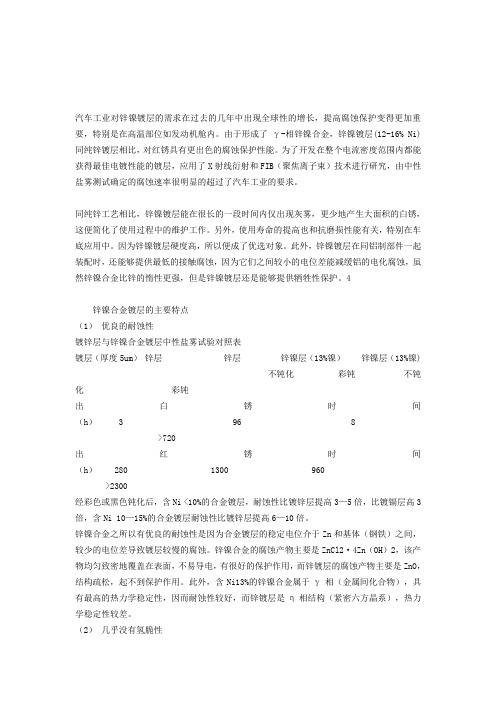
汽车工业对锌镍镀层的需求在过去的几年中出现全球性的增长,提高腐蚀保护变得更加重要,特别是在高温部位如发动机舱内。
由于形成了γ-相锌镍合金,锌镍镀层(12-16% Ni)同纯锌镀层相比,对红锈具有更出色的腐蚀保护性能。
为了开发在整个电流密度范围内都能获得最佳电镀性能的镀层,应用了X射线衍射和FIB(聚焦离子束)技术进行研究,由中性盐雾测试确定的腐蚀速率很明显的超过了汽车工业的要求。
同纯锌工艺相比,锌镍镀层能在很长的一段时间内仅出现灰雾,更少地产生大面积的白锈,这便简化了使用过程中的维护工作。
另外,使用寿命的提高也和抗磨损性能有关,特别在车底应用中。
因为锌镍镀层硬度高,所以便成了优选对象。
此外,锌镍镀层在同铝制部件一起装配时,还能够提供最低的接触腐蚀,因为它们之间较小的电位差能减缓铝的电化腐蚀,虽然锌镍合金比锌的惰性更强,但是锌镍镀层还是能够提供牺牲性保护。
4锌镍合金镀层的主要特点(1)优良的耐蚀性镀锌层与锌镍合金镀层中性盐雾试验对照表镀层(厚度5um)锌层锌层锌镍层(13%镍)锌镍层(13%镍)不钝化彩钝不钝化彩钝出白锈时间(h) 3 96 8>720出红锈时间(h)280 1300 960>2300经彩色或黑色钝化后,含Ni <10%的合金镀层,耐蚀性比镀锌层提高3—5倍,比镀镉层高3倍,含Ni 10—15%的合金镀层耐蚀性比镀锌层提高6—10倍。
锌镍合金之所以有优良的耐蚀性是因为合金镀层的稳定电位介于Zn和基体(钢铁)之间,较少的电位差导致镀层较慢的腐蚀。
锌镍合金的腐蚀产物主要是ZnCl2·4Zn(OH)2,该产物均匀致密地覆盖在表面,不易导电,有很好的保护作用,而锌镀层的腐蚀产物主要是ZnO,结构疏松,起不到保护作用。
此外,含Ni13%的锌镍合金属于γ相(金属间化合物),具有最高的热力学稳定性,因而耐蚀性较好,而锌镀层是η相结构(紧密六方晶系),热力学稳定性较差。

1:镀银,镀镀铭都是用属表面。
2:镀银,镀锌,镀络区是:a:镀铭主要是提高表面硬度,美观,防锈。
铭镀层具有良好的化学稳定性,在碱、硫化物、硝酸和大多数有机酸中均不发生作用,但能溶于氢卤酸(如盐酸)和热的硫酸中。
因铭不变色,使用时能长久保持其反射能力而优于银和银。
工艺一般都是电镀。
b:镀银是耐磨,防腐蚀,防锈,一般厚度较薄,工艺的话分电镀和化学两类。
u镀锌主要是美观防锈。
Zn是活泼金属,能与酸反应,所以耐腐蚀性较差,是三种中最便宜的。
镀银时打铜底有什么好处铜上直接镀好镀,镀锲就好镀一些,先先底再镀金,既省钱又加工方便。
据我所知焊接的时候与焊料形成金属间化合物的是N1Sn-Ni化合物),而Au 层只是用来保护Ni层的。
但对于其它很多铜质termina1表面处理都是Ni打底,表面镀金如此,别的如Sn,Sn-Pb也是先镀Ni镀金前要先打银底,其主要功能有:1)增加耐磨性,直接镀金或打铜底镀金都没有打银底的效果好2)增加镀金后金的亮泽度,打铜底镀金的着色会很暗.镀锲的目的:镀镖层主要作为铜层和金层之间的阻隔层,防止金铜互相扩散,影响产品的可焊性和使用寿命;同时有银层打底也大大增加了金层的机械强度打铜底镀铭盐雾效果好、不容易生锈、表面不易氧化、比打银底的看起来要饱满些、光泽度会好些。
镀银层是多孔的,容易有微点的腐蚀,用铜打底就可以将受保护基材完全隔离开。
金属铜的附着性很强!用它做电镀的衬底能增强电度面的附着稳定性。
银和其它一些金属相容性不好,但是铜与很多金属材料的相容性都很好,我们就利用这种特性,使铜在基体(包括金属和非金属)和欲镀的金属之间形成一个媒介,可以使镀上去的金属能够更好的结合起来。
另外,如果基体表面平整度不好,也可以镀上一层铜,可以起到平整的作用。
在目标基材上镀上某种金属时,出于增加性能和工艺的可实施行考虑,在基材上先镀一层铜,之后在铜层上镀最终的材料,比如络、银等。
镀银时打铜底有什么好处?铜接镀金不好镀,镀锲就好镀一些,先先打再镀金,既省钱工方便。
电镀锌及锌合金镀层钝化处理的应用与发展张景双安茂忠杨哲龙屠振密摘要电镀锌及锌合金广泛用于钢铁表面的防护,钝化处理后可进一步提高其耐蚀性。
目前,广泛用铬酸盐作钝化处理。
由于六价铬毒性大,严重污染环境,近来人们在研究和使用无六价铬钝化工艺,并取得了一定的效果。
尽管用一些新工艺处理的钝化膜的耐蚀性已接近铬酸盐钝化膜,但还需进一步提高。
关键词电镀锌锌合金镀层转化膜钝化处理耐蚀性电镀锌及锌合金后一般都要作钝化处理,使其表面生成一层致密稳定性较高的薄膜,以大大提高其抗蚀性,增加表面光泽性和抗污染能力。
1 钝化处理锌与锌合金镀层的钝化处理可采用不同含量的铬酐和不同成分的钝化溶液及不同的工艺条件,得到耐蚀性不同和色彩各异的钝化膜,如彩虹色、蓝白色、橄榄色、蓝色、黄色和黑色等色调,起到不同的装饰效果,达到不同的耐蚀性能。
1.1 镀锌层铬酸钝化[1~5]1.1.1 高铬彩虹色过去镀锌后,普遍采用高浓度铬酸的三酸彩虹色钝化。
该类钝化液性能稳定,钝化膜光泽性和抗蚀性好,但使用的铬酸浓度高,对环境污染严重,目前除某些军工产品及特殊产品外已很少使用高铬彩虹。
高铬彩虹色典型工艺如下:CrO3200~300 g/LHNO315~30 ml/LH 2SO410~25 ml/L温度室温时间钝化3~15 s,空停5~10 s1.1.2 低铬彩虹色低铬钝化液中的铬酐含量低,只相当于高铬钝化液中的几十分之一,减少了对环境的污染,也节省了废水处理设备的投资,其典型工艺如下:CrO33~5 g/LHNO30.4~0.7 ml/LH 2SO40.6~0.9 ml/L温度室温时间30~50 s低铬钝化膜比高铬钝化膜的色泽淡,但耐蚀性相当。
低铬钝化液对锌镀层抛光性能差,常常需先出光,再作钝化处理。
近几年来随着环保意识的增强,研制的超低铬钝化工艺的铬酐含量相当于低铬钝化液中的1/3左右,节约了铬酐用量,废水可直接排放。
该工艺要求比较严格,钝化液稳定性较差,其典型工艺如下:CrO31.5~2.5 g/LHNO30.7~1.4 ml/LH 2SO40.5~0.7 ml/L温度15~35 ℃时间20~30 s搅拌空气(首选)镀锌层铬酸钝化后,一般要作老化处理,处理温度60~70 ℃,时间10~15 min。
锌镍合金镀层标准锌镍合金镀层标准。
锌镍合金镀层是一种常用的防腐涂层材料,具有优良的耐蚀性和耐磨性,被广泛应用于汽车零部件、航空航天设备、电子产品等领域。
为了确保锌镍合金镀层的质量和性能,制定了一系列的标准来规范其生产和应用。
本文将对锌镍合金镀层的标准进行详细介绍,以便相关行业人士了解和遵守相关规定。
首先,锌镍合金镀层的标准主要包括材料要求、工艺要求和检测要求三个方面。
在材料要求方面,标准规定了镀层的成分、厚度、结构等基本要求,以确保镀层具有良好的耐蚀性和机械性能。
在工艺要求方面,标准对镀层的预处理、镀液配制、镀层形成等工艺环节进行了详细规定,以确保镀层的质量稳定和一致性。
在检测要求方面,标准规定了对镀层厚度、结构、粗糙度、耐蚀性等性能指标的检测方法和要求,以确保镀层符合相关标准和规定。
其次,锌镍合金镀层的标准还涉及了相关的试验方法和评定规则。
在试验方法方面,标准规定了对镀层材料、工艺和性能指标的检测方法和要求,包括化学分析、金相组织观察、电镀层厚度测定、耐蚀性试验等内容。
在评定规则方面,标准对镀层的质量分级和评定标准进行了规定,以便对镀层进行准确的质量评定和验收。
最后,对于锌镍合金镀层的标准应用和推广也是非常重要的。
相关行业的生产企业和使用单位应严格按照标准的要求进行生产和应用,确保镀层的质量和性能符合要求。
同时,标准化机构和检测机构也应加强对锌镍合金镀层的标准宣传和推广工作,提高相关行业人员的标准意识和质量意识,推动锌镍合金镀层标准的全面实施和执行。
综上所述,锌镍合金镀层标准的制定和执行对于提高镀层质量、促进行业发展具有重要意义。
相关行业人士应加强对锌镍合金镀层标准的学习和理解,确保生产和应用活动符合相关标准和规定,推动锌镍合金镀层行业的健康发展。
希望本文对相关行业人士有所帮助,谢谢阅读!。