JIS Z3321-2003 不锈钢焊条和焊丝
- 格式:pdf
- 大小:332.54 KB
- 文档页数:8
锦州锦泰金属工业有限公司文件记录书锦州锦泰金属工业有限公司________________________________________________________________________________ 1适用范围本标准适用于碳钢、低合金钢熔化极气体保护电弧焊用的实芯焊丝和用于钨极气体保护电弧焊和等离子弧焊的填充焊丝(简称焊丝)。
本标准规定了实芯焊丝和填充焊丝产品的技术要求、包装要求的要求。
2依据标准2.1GB/T 8110 气体保护电弧焊用碳钢、低合金钢焊丝2.2AWS A5.18 Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding2.3AWS A5.28 Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding 2.4JIS Z3312 MAG welding solid wires for mild steel and high strength steel2.5GB/T 3323钢熔化焊对接接头射线照相和质量分级2.6GB/T 2652焊缝及熔敷金属拉伸试验方法2.7GB/T 2650焊接接头冲击试验方法3焊丝种类如附件5.1所示4成品特性4.1技术要求4.1.1焊丝化学成分符合附件5.2的规定。
4.1.2焊丝熔敷金属力学性能4.1.2.1熔敷金属拉伸试验结果符合附件5.3的规定。
4.1.2.2熔敷金属V型缺口冲击试验结果符合附件5.4的规定。
4.1.3焊丝焊缝射线探伤符合GB/T 3323中的Ⅱ级规定。
4.1.4焊丝的尺寸及允许偏差4.1.4.2填充焊丝的长度为1000±2mm,水平位置最大翘起高度≤2mm。
4.1.5焊丝的表面质量4.1.5.1焊丝表面须光滑平整,不应有毛刺、刮痕、锈蚀和氧化皮等现象,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
______________________________________________________________________________________________________________“金桥焊材”分类一、碳钢焊条二、低合金结构钢焊条(含耐候钢及低合金耐蚀钢焊条)焊三、钼和铬钼耐热钢焊条四、低温钢焊条条五、不锈钢焊条六、堆焊焊条七、铸铁焊条八、管道焊接专用焊条气体保护焊焊丝实心焊丝焊埋弧焊丝CO2气体保护焊药芯焊丝丝药芯焊丝自保护药芯焊丝氩弧焊丝焊剂(烧结焊剂)____________________________________________________________________________________________________________________________________________________________________________________________________________________________碳钢焊条简明表精品资料精品资料_______________________________________________________________________________________________________________________________________________________________________________________________________________*J422CrCu属碳钢焊条,列入耐候钢焊条类。
______________________________________________________________________________________________________________低合金钢结构焊条简明表________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________钼和铬钼耐热钢焊条使用说明耐热钢在高温下具有化学稳定性和足够的强度,并有抗气体腐蚀的能力,根据化学成分和显微组织,耐热钢可分为珠光体钢、马氏体钢、铁素体钢和奥氏体纲。
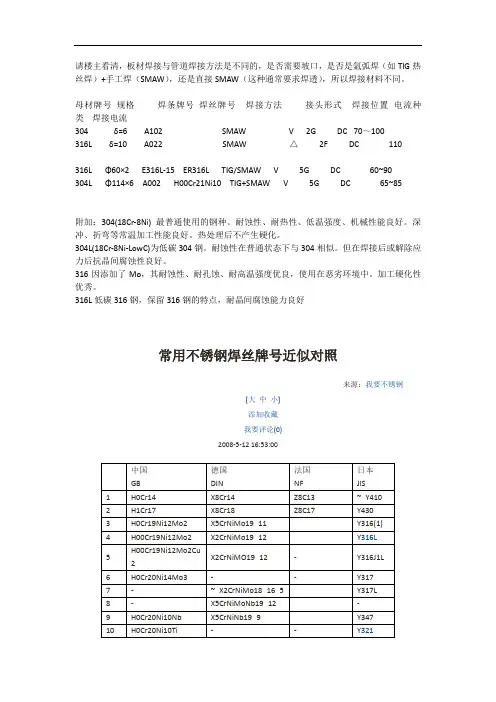
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
日本不锈钢药芯焊丝的牌号及熔敷金属的化学成分
1)日本不锈钢药芯焊丝的牌号。
日本不锈钢药芯焊丝标准JIS Z3323也是以熔敷金属化学成分及焊接中所采用的保护气体种类分类的,其保护气体种类分为三类
①C―表示采用体积分数100%的CO2气体或体积分数在20%以上Ar气的混合气体。
②S―表示无气体保护(自保护)。
③G―表示不规定气体保护。
JIS不锈钢药芯焊丝型号表示如下,例如YF308C:
Y―表示焊丝;
F―表示药芯焊丝;
308―表示按熔敷金属的化学成分微信公众号:hcsteel;
C―表示所用保护气体种类。
2)日本标准JIS Z3323 不锈钢药芯焊丝熔敷金属的化学成分。
我国不锈钢药芯焊丝的牌号及熔敷金属的化学成分和力学性能1)不锈钢药芯焊丝的牌号。
不锈钢药芯焊丝的牌号的编制方法如下:
①不锈钢药芯焊丝的牌号的第一个字母“Y”表示药芯焊丝,第二个字母“A”表示奥体不锈钢,后面的三个数字的意义与焊条牌号的编制方法相同。
②牌号“-”后的数字表示焊接时的保护方法,
以YA102-1为例:
YA―表示奥体不锈钢药芯焊丝;
1―表示熔敷金属主要的化学成分等级,wcr约为20%,wNi约为10%;0―牌号分类编号为0;
2―钛钙型药芯;
“-”后面的1―用于气体保护焊。
2)我国不锈钢药芯焊丝的牌号及熔敷金属的化学成分和力学性能(3)美国不锈钢药芯焊丝的牌号及熔敷金属的化学成分
1)美国不锈钢药芯焊丝的牌号。
美国不锈钢药芯焊丝标准AWS A5.22的分类是以熔敷金属的化学成分及焊接中所采用的保护气体种类为依据的。
分类代号和保护气体种类见表2-20.。

编号国家标准号标准名称1 日本JIS G 3521-1991 高碳钢丝2 日本JIS G 3522-1991 琴钢丝3 日本JIS G 3532-1994 低碳钢丝4 日本JIS G 3533-1993 刺钢丝5 日本JIS G 3538-1994 预应力混凝土用冷拉钢丝6 日本JIS G 3539-1991 冷顶锻用碳素钢丝7 日本JIS G 3542-1993 着色涂漆镀锌低碳钢丝8 日本JIS G 3543-1993 聚氯乙烯包覆钢丝9 日本JIS G 3544-1993 热浸镀铝低碳钢丝及中,高碳钢丝10 日本JIS G 3545-1991 冷顶锻用硼钢丝11 日本JIS G 3548-1994 镀锌钢丝12 日本JIS G 3551-1993 焊接钢丝网13 日本JIS G 3552-1993 菱形钢丝网14 日本JIS G 3560-1994 弹簧用油淬火回火钢丝15 日本JIS G 3561-1994 阀门弹簧用油淬火回火钢丝16 日本JIS G 4309-1994 不锈钢丝17 日本JIS G 4314-1994 弹簧用不锈钢丝18 日本JIS G 4315-1994 冷镦及冷锻用不锈钢丝19 日本JIS G 3312-1993 低碳钢及高强度钢用金属极气体保护电弧焊实芯焊丝20 日本JIS Z 3313-1993 低碳钢,高强度钢及低温用钢电弧焊管状焊丝21 日本JIS Z 3315-1993 耐大气腐蚀钢用CO2气体保护电弧焊实芯焊丝22 日本JIS Z 3316-1989 低碳钢及低合金钢用钨极惰性气体保护电弧焊焊条及焊丝23 日本JIS Z 3317-1991 钼钢及铬钼钢用金属极活性气体保护电弧焊接实芯焊丝24 日本JIS Z 3318-1991 钼钢及铬钼钢用金属极活性气体保护电弧焊管状焊丝25 日本JIS Z 3320-1993 耐大气腐蚀钢用CO2气体保护电弧焊管状焊丝26 日本JIS Z 3321-1993 不锈钢焊条及焊丝27 日本JIS Z 3323-1989 不锈钢电弧焊管状焊丝28 日本JIS Z 3324-1988 不锈钢埋弧焊实芯焊丝及焊剂29 日本JIS Z 3325-1990 低温用钢用金属极活性气体保护电弧焊实芯焊丝30 日本JIS Z 3332-1990 9%镍钢用钨极惰性气体保护电弧焊焊条及焊丝31 日本JIS Z 3333-1991 9%镍钢用埋弧焊焊丝及焊剂32 日本JIS Z 3351-1988 碳素钢及低合金钢用埋弧焊焊丝编号国家标准号标准名称1 中国GB/T 19530-2004 油淬火一回火弹簧钢丝用热轧盘条2 中国GB/T 18983-2003 油淬火一回火弹簧钢丝3 中国GB/T10125-1997 人造气氛腐蚀试验盐雾试验4 中国Q/BQB 512-2003 宝钢高碳钢盘条标准5 中国Q/BQB 513-1998 宝钢低碳钢盘条标准6 中国Q/BQB 515-2003 宝钢预应力钢棒用盘条7 中国Q/BQB 516-2003 宝钢弹簧钢盘条8 中国Q/BQB 501-2003 宝钢盘条尺寸,外形,重量及允许偏差9 中国Q/BQB500-2003 宝钢盘条包装,标志及质量证明书的一般规定10 中国Q/BQB 511-2003 宝钢焊接用盘条标准11 中国Q/BQB 517-2003 宝钢冷镦钢盘条12 中国Q/BQB 518-2003 宝钢钢纤维用盘条标准13 中国Q/BQB 514-2003 上海宝钢集团预应力钢丝及钢绞线用盘条14 中国YB/T 5004—2001 镀锌钢绞线15 中国GB/T701-1997 低碳钢热轧圆盘条16 中国GB 1220-92 不锈钢棒17 中国GB/T 3429-94 焊接用钢盘条18 中国GB 4241-84 焊接用不锈钢盘条19 中国GB/T 4354-94 优质碳素钢热轧盘条20 中国GB/T 14981-94 热轧盘条尺寸,外形,重量及允许偏差21 中国YB/T 5100-93 琴钢丝用盘条22 中国CNS G 3074-88 钢琴线料23 中国CNS G3501-88 弹簧钢钢料24 中国GB 4356-84 不锈钢盘条25 中国CNS G 3077-86 不锈钢线料26 中国CNS 3078-88 高碳钢线料27 中国GB/T341-1989 钢丝分类及术语28 中国GB/T342-1997 冷拉钢丝、方钢丝、六角钢丝尺寸、外形、重量及允许偏差29 中国GB2103-88 钢丝验收,包装,标志及质量证明书的一般规定30 中国GB3207-82 银亮钢31 中国GB/T343-94 一般用途低碳钢丝32 中国GB346-84 通讯线用镀锌低碳钢丝33 中国GB/T3079-93 合金结构钢丝34 中国GB/T3080-2001 高速工具钢丝35 中国GB 3208--84 铠装电缆用镀锌低碳钢丝36 中国GB 3206--82 优质碳素结构钢丝37 中国GB/T 3428-1997 钢芯铝绞线用镀锌钢丝38 中国GB/T 4232-93 冷顶锻用不锈钢丝39 中国GB/T 4240-93 不锈钢丝40 中国GB 4357-89 碳素弹簧钢丝编号国家标准号标准名称1 中国GB 4358-1995 重要用途碳素弹簧钢丝2 中国GB/T 5218-1999 合金弹簧钢丝3 中国GB 5222-85 弹簧垫圈用梯形钢丝.4 中国GB/T 5223-1995 预应力混凝土用钢丝5 中国GB 5952-86 碳素工具钢丝6 中国GB/T 5953-1999 冷镦钢丝7 中国GB/T 8919-1996 制绳用钢丝8 中国GB 11181-89 子午线轮胎用钢丝帘线9 中国GB 11182-89 橡胶软管增强用钢丝10 中国GB 14450-93 胎圈用钢丝11 中国GB/T 14957-94 熔化焊用钢丝12 中国GB/T 14958-94 气体保护焊用钢丝13 中国GB/T 17101-1997 桥梁缆索用热镀锌钢丝14 中国YB/T 038-93 预应力混凝土用低合金钢丝15 中国YB/T 056-94 弹性针布钢丝16 中国YB/T 095-1997 合金工具钢丝17 中国YB/T 096-1997 高碳铬不锈钢丝18 中国YB/T 097-1997 伞骨钢丝19 中国YB/T 123-1997 铝包钢丝20 中国YB/T 125-1997 光缆用镀锌碳素钢丝21 中国YB/T 126-1997 钢丝网架夹芯板用钢丝22 中国YB/T 151-1999 混凝土用钢纤维23 中国YB/T 156-1999 中强度预应力混凝土用钢丝24 中国YB/T 180-2000 钢芯铝绞线用锌-5%铝-稀土合金镀层钢丝25 中国YB/T 184-2000 钢芯铝绞线用稀土锌铝合金镀层钢丝26 中国YB/T 245-64 滚珠及滚柱轴承用铬钢丝27 中国YB/T 551-65 窗纱28 中国YB 4026-91 网围栏用镀锌钢丝29 中国YB 4086-92 钢棉纤维30 中国YB/T 5005-93 辐条钢丝31 中国YB/T 5008-93 阀门用油淬火-回火铬钒合金弹簧钢丝32 中国YB/T 5032-93 重要用途低碳钢丝33 中国YB/T 5033-2001 棉花打包用镀锌钢丝34 中国YB/T 5091-93 惰性气体保护焊接用不锈钢棒及钢丝35 中国YB/T确5092-1996 焊接用不锈钢丝36 中国YB/T 5102-93 阀门用油淬火-回火碳素弹簧钢丝37 中国YB/T 5103-93 油淬火-回火碳素弹簧钢丝.38 中国YB/T 5104-93 油淬火-回火硅锰合金弹簧钢丝39 中国YB/T 5105-93 阀门用油淬火-回火铬硅合金弹簧钢丝40 中国YB/T 5136-93 阀门用铬钒弹簧钢丝编号国家标准号标准名称1 中国YB/T 5144-93 轴承保持器用碳素结构钢丝2 中国YB/T 5183-93 汽车车身附件用异型钢丝3 中国YB/T 5184-93 软轴用扁钢丝4 中国YB/T 5185-93 内燃机用扁钢丝5 中国YB/T 5186-93 六角钢丝6 中国YB/T 5187-93 家用缝纫机机针用钢丝7 中国YB/T 5198-93 电梯钢丝绳用钢丝8 中国YB/T 5211-93 链式葫芦起重圆环用钢丝9 中国YB/T 5218-93 乐器用钢丝10 中国YB/T 5219-93 医用缝合针钢丝11 中国YB/T 5220-93 非机械弹簧用碳素弹簧钢丝12 中国CJ 3058-1995 塑料护套半平行钢丝拉索13 中国CJ 3077-1998 建筑缆索用钢丝14 中国JC/T 54094 混凝土制品用冷拔冷轧低碳螺纹钢丝编号国家标准号标准名称1 韩国KS D 3510-1986 冷拉钢丝2 韩国KS D 7009-1987 预应力混凝土用冷拉钢丝编号国家标准号标准名称1 国际ISO 6931-1-1994(E) 弹簧用不锈钢第一部分:钢丝2 国际ISO 6934-1-1991 预应力混凝土用钢第一部分:一般要求3 国际ISO 6934-2-1991 预应力混凝土用钢第二部分:冷拉钢丝4 国际ISO 6934-3-1991 预应力混凝土用钢第三部分:淬火和回火钢丝5 国际ISO 7900-1988 栅栏用镀锌钢丝6 国际ISO 7989-1988 钢丝镀锌层7 国际ISO/CD 8458-1(第三版) 机械弹簧用钢丝第一部分:一般技术要求8 国际ISO/CD 8458-2(第三版) 机械弹簧用钢丝第二部分:铅淬火冷拉碳素钢丝9 国际ISO/CD 8458-3(第三版) 机械弹簧用钢丝第三部分:油淬火回火钢丝编号国家标准号标准名称1 美国ASTM B559-93(2002)e1 电气用镀镍包铜钢丝2 美国ASTM A82-1997 钢筋混凝土用普通钢丝3 美国ASTM A111-1994 电话和电报线路用镀锌钢丝4 美国ASTM A116-1995 镀锌编织钢丝栅栏网5 美国ASTM A121-1992a 镀锌刺钢丝6 美国ASTM耳A184/A184M-1996 钢筋混凝土用装配式变形钢筋网7 美国ASTM A185-1997 钢筋混凝土用普通焊接钢丝网8 美国ASTM A227/A227M-1991 冷拉弹簧钢丝9 美国ASTM A228/A228M-1991 琴钢丝10 美国ASTM A229/A229M-1991 机械弹簧用油淬火钢丝11 美国ASTM A230/A230M-1996 阀门用油回火优质碳素弹簧钢丝12 美国ASTM A231/A231M-1996 铬-钒合金弹簧钢丝13 美国ASTM A232/A232M-1996 阀门用铬-钒优质合金弹簧钢丝14 美国ASTM A313/A313M-1995a 不锈弹簧钢丝15 美国ASTM A390-1995 镀锌钢丝制家禽围栏编织网16 美国ASTM A401/A401M-1996 铬-硅合金钢丝17 美国ASTM A407-1993 螺旋型弹簧用冷拉钢丝18 美国 ASTM A411-1986(1991重新审定) 铠装电缆用镀锌低碳钢丝19 美国ASTM A478-1995a 镍铬不锈编制及针织用钢丝20 美国ASTM A492-1995 不锈钢丝绳用钢丝21 美国ASTM A493-1995 冷顶锻用不锈钢丝和盘条22 美国ASTM A496-1997 钢筋混凝土用刻痕钢丝23 美国ASTM A497-1994a 钢筋混凝土用焊接刻痕钢丝网24 美国ASTM B498/B498M-1998 钢芯铝绞线用镀锌钢丝(ACSR)25 美国ASTM A580/A580M-1995a 不锈钢丝26 美国ASTM A584-1992 镀铝钢丝围栏编织网27 美国ASTM A585-1992 镀铝辞钢丝28 美国ASTM A641/A641M-1997 镀锌碳素钢丝29 美国ASTM A679/A679M-1991 高强度冷拉钢丝30 美国ASTM A713-1991 热处理部件用高碳弹簧钢丝31 美国ASTM A764-1995 机械弹簧用镀层碳素钢丝32 美国ASTM A805-1991 冷轧碳素钢扁钢丝技术条件33 美国ASTM A809-1995 镀铝碳素钢丝34 美国ASTM A810-1994 管道缠绕用镀锌钢丝网35 美国ASTM A817-1994 链式栅网用镀层钢丝36 美国 ASTM A818-1991(1996重新审定) 镀铜碳素钢丝37 美国ASTM A820-1996 混凝土用钢纤维38 美国ASTM A824-1995 链环栅栏用金属镀层波浪形张力钢丝39 美国ASTM A853-1991 一般用途碳素钢丝40 美国ASTM A854/A854M-1994 栅栏和网格用金属镀层光亮高强度钢丝编号国家标准号标准名称1 美国ASTM A1864/A864M-1990 预应力混凝土铁路轨枕用变形钢丝2 美国ASTM A877/A877M-1993 阀门用铬-硅合金弹簧钢丝3 美国ASTM A878/A878M-1993 阀门用调质铬钒合金弹簧钢丝4 美国ASTM A881/A881M-1990 预应力混凝土铁路轨枕用变形,消除应力,低松弛钢丝5 美国ASTM A884/A884M-1994a 钢筋混凝土用环氧树脂涂层钢丝和焊接钢丝网6 美国 ASTM A899-1991(1996重新审定) 环氧树脂涂层钢丝7 美国ASTM A905-1993 压力容器缠绕用钢丝8 美国ASTM F138-1992 外科植入用不锈钢棒与钢丝号国家标准号标准名称1 欧洲EN 10218-2:1996 钢丝及制品-总则第二部分:钢丝尺寸及允许偏差。
焊条基本介绍焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条的材料通常跟工件的材料相同。
焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。
根据国家标准“焊接用钢丝”(GB 1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构钢、合金结构钢、不锈钢三类。
中文名:焊条外文名:covered electrode 拼音:hàn tiáo含义:焊接时熔化填充在接合处的金属条E4303焊条,它的牌号是J422。
是最常用的电焊条。
它属于酸性焊条,适合于交、直流电焊机。
一般用于普通钢材的焊接,是焊条中的大路货。
型号中E表示电焊条;43表示焊缝金属的抗拉强度不低于430MPa;03表示是钛钙型药皮,适合于交流及直流电源。
根据不同情况,电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。
按照焊条的用途,有两种表达形式,一为原机械工业部编制的的,可以将电焊条分为:结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
二为国家标准规定,为碳钢焊条,低合金焊条、不锈钢焊条、堆焊焊条、铸铁焊条、铜及铜合金焊条、铝及铝合金焊条。
二者没有原则区别,前者用商业牌号表示,后者用型号表示。
如果按照焊条药皮的主要化学成分来分类,可以将电焊条分为:氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
如果按照焊条药皮熔化后,熔渣的特性来分类,可将电焊条分为酸性焊条和碱性焊条。
酸性焊条药皮的主要成分为酸性氧化物,如二氧化硅、二氧化钛、三氧化二铁等。
碱性焊条药皮的主要成分为碱性氧化物,如大理石、萤石等。
电焊条的分类方法很多,可分别按用途、熔渣的碱度、焊条药皮的主要成分、焊条性能特征等不同角度对电条进行分类。
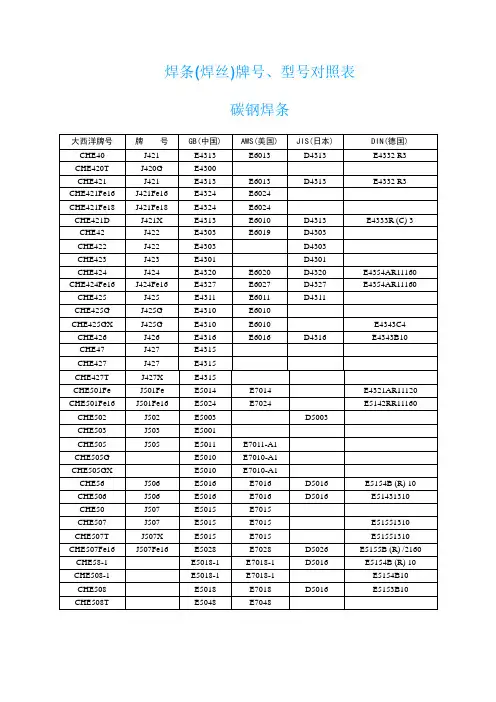
焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
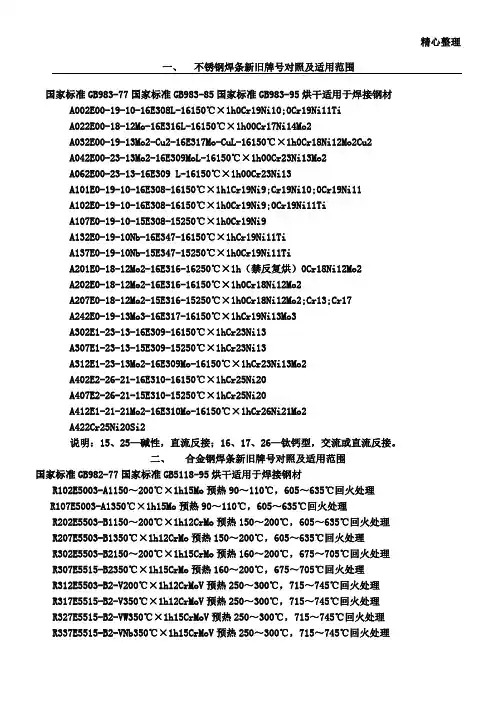
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。
不锈钢药芯焊丝打底背面无氩气保护手工钨极氩弧焊工艺不锈钢手工钨极氩弧焊焊缝背面通氩气保护,因其受到工件形状与质量、焊接环境条件、保护气体的气室条件、实际效能输出性等综合因素的影响,采用不锈钢药芯焊丝打底,焊缝背面不用氩气保护,焊接活动的开展更为便捷、有效。
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺相对简单但焊缝成形效果与焊接质量优异的操作方法。
此工艺背面免去了氩气保护,继而节省了大量的氩气以及氩气保护设施,即是降低了焊机的综合成本,且整体效率得到了显著的提升。
现阶段已得到了广泛的运用。
标签:不锈钢;药芯焊丝;手工钨极氩弧焊;氩气保护一、焊接工艺的制定(一)焊前预处理阶段(1)焊前准备。
不锈钢材料的堆放与一级加工,必须在专门的场地开展。
质量达标的板材、管材以及管件,根据其标号分别存放在木垫之上,切忌不可会直接接触钢材,堆放与加工的场地,必须采用木板或其他材料进行隔离;再测试氩气纯度,其必须达到98%之上;测量氩弧焊机、氩弧焊枪以及氩气表、流量计的性能,必须符合当次焊接活动的工艺要求;检测电流表、氩气表、流量计的运行情况。
而对于焊接人员,主要是根据GB50236《现场设备、工业管道焊接工程施工规范》检查其资格证明[1]。
而后是某些材料的加工细则,不锈钢板材与大直径管材的下料。
应当开展等离子切割,小直径管材则使用普通切割机即可。
将半自动化的等离子坡口机、角向磨光机两类机器联合运用,根据设计图的坡口形式、尺寸予以加工。
(二)坡口的选择焊接坡口的形状,可直接影响到焊缝的质量,坡口形状的制定或选择,主要是根据母材的材质而定。
例如,奥氏体不锈钢的线膨胀系数较大而热导率却较低[2]。
对接不锈钢时其坡口角度通常设定在60°左右,钝边设定为2mm左右、间隙为2-3mm左右,焊接试件首先进行机械加工生产,焊接之前用先使用角磨机进行相应的调节,清理坡口面及其周围约10mm范围内的油渍与锈迹。
日本焊接材料同国际标准接轨近况———不锈钢用焊接材料新标准简介尹士科,李凤辉,喻萍(中国钢研科技集团有限公司,北京100081)摘要:介绍了与ISO接轨后的日本不锈钢焊接材料5个标准,其中包括焊条、实心焊丝、填充丝、焊带、药芯焊丝和药芯焊棒,带极堆焊和埋弧焊的焊缝金属或熔敷金属的质量要求等,并对相关标准的修改内容作了说明。
关键词:不锈钢;焊接材料;标准中图分类号:G420New progress of the convergence on Japanese weldingmaterials standards to international standard:Introduction of new welding material standard for stainless steelYin Shike,Li Fenghui,Yu Ping(China Iron&Steel Research Institute Group,Beijing100081,China)Abstract:This paper introduced five welding material standards of Japanese for stainless steel after linking up with ISO,which include the quality standards of covered electrode,solid wire,filler wire,strip electrode,flux-cored wire and flux-cored rod,and the quality requirements of weld metal or deposited metal of strip surfacing and submerged-arc welding,and indicated the revised content of relevant standards.Key words:stainless steel;welding material;standard0前言2007年4月,日本颁布了“不锈钢电弧焊接用药芯焊丝和药芯焊棒”标准(JIS Z3323),它是第1个与国际标准接轨的日本标准,该标准基本上采用了ISO 17633:2004中的型号体系B。
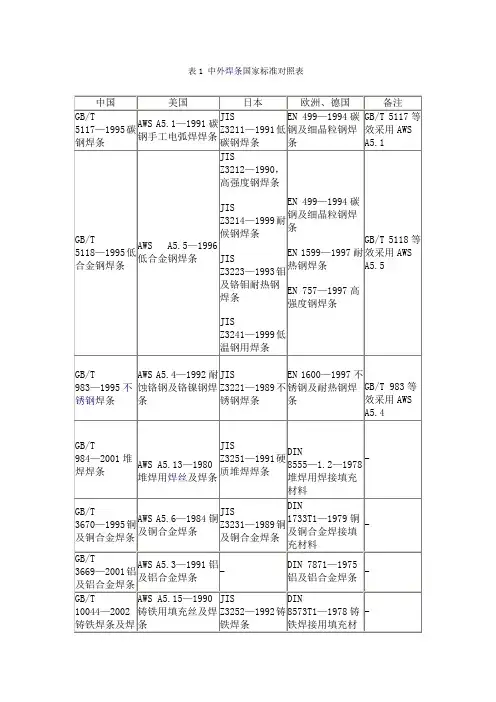
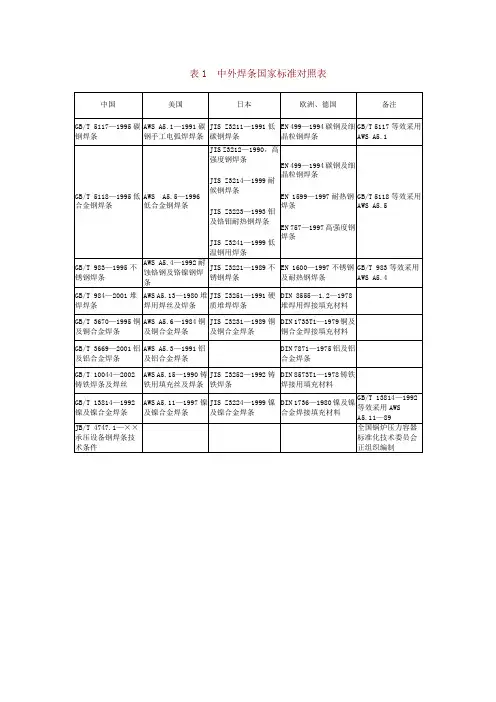
中国焊接材料标准GB/T5117-1995 碳钢电焊条 ` GB/T5118-1995 低合金钢电焊条GB/T983-1995 不锈钢电焊条 GB984-85 堆焊焊条GB/T13814-92 镍及镍合金焊条 GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂GB12470-90 低合金钢埋焊弧用焊剂 GB10044-88 铸铁焊条GB/T3670-1995 铜及铜合金焊条 GB9460-88 铜及铜合金焊丝日本焊接材料标准美国焊接材料标准碳钢电焊条 JISZ3211-1991 AWS A5、1-1991 高强度钢用电焊条 JISZ3212-1990 钼及铬钼合金焊条 JISZ3223-1993 不锈钢电焊条 JISZ3221-1989 AWS A5、4-1992 低合金钢电焊条 AWS A5、5-1981 镍及镍合金焊条 AWSA5、11-1990 埋弧焊用碳钢焊丝和焊剂 AWS A5、17-1989 低碳钢及高强钢MAG焊接 JISZ3312-83 用实心焊丝低碳钢及高强钢用药心焊丝 JISZ3312-87 碳钢及低合金钢埋弧焊用焊丝 JISZ3351-88 AWS A5、23-80 碳钢及低合金钢用埋弧焊用焊剂 JISZ3352-88 钼及铬钼合金钢MAG焊接用实心焊丝 JISZ3317-85 钼及铬钼合金钢MAG焊接用药心焊丝 JISZ3318-85 气电焊用药心焊丝JISZ3319-86 不锈钢焊接用实心焊丝 JISZ3321-85 不锈钢焊接用药心焊丝 JISZ3323-83 碳钢用气保焊实心焊丝和药心焊丝 AWSA5、18-79 AWS A5、20-79 低合金钢用实心焊丝和焊棒 AWS A5、28-79 低合金钢用药心焊丝和焊棒 AWS A5、29-80 铬及铬镍耐蚀钢用实心焊丝和焊棒 AWS A5、9 铬及铬镍耐蚀钢用实药心焊丝和焊棒 AWS A5、22 镍及镍合金用焊丝和焊棒 AWS A5、14 钛及钛合金用焊丝和焊棒 AWS A5、116 铝及铝合金用焊丝和焊棒 AWS A5、10 铜及铜合金用焊丝和焊棒 AWS A5、7 碳钢及低合金高强钢用气电焊材料 AWS A5、26。
不锈钢焊条不锈钢焊条使用说明产品描述:不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。
铬不锈钢焊条使用说明铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。
通常被选作电站、化工、石油等设备材料。
但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。
1、马氏体不锈钢的焊接:马氏体不锈钢包括含铬5~9%的中铬钢和含铬12%的高铬钢。
此类钢淬硬倾向大,焊后易产生高硬度的马氏体和贝氏体使脆性增加,残余应力也较大,容易产生冷裂缝。
故一般焊前必须进行预热及层间保温,焊后尚未冷却前进行高温回火。
2、铬13不锈钢的焊接:此类铬钢焊接后硬化性较大,容易产生裂纹,若采用同类的铬不锈钢焊条(CHK202、CHK207)焊接,则必须进行300℃以上的预热和焊后700℃左右的回火缓冷处理。
若焊件不能进行焊后处理,则应用铬不锈钢焊条(CHS107、CHS207)等焊接。
3、铬17不锈钢的焊接:此类铬钢通常为改善耐蚀性及可焊性而加适量的稳定化元素钛、铌、钼,可焊性较铬13钢为好,可采用同类型的铬不锈纲焊条(CHK302、CHK307)焊接。
焊前,焊件应进行200℃左右预热,焊后进行800℃左右的回火处理。
也可采用铬镍不锈钢焊条(如CHS107、CHS207),焊后不进行热处理。
铬镍不锈钢焊条使用说明铬镍不锈钢焊条具有良好的耐蚀和抗氧化性,它被广泛应用于化工、化肥、石油、食品、医疗器械设备的制造。
近年来,随着我国工业的发展,铬镍不锈钢焊条的品种已有三十多种,基本上满足了我国建设的需要。
铬镍不锈钢在焊接时,受到重复加热,易析出炭化物,从而使耐腐蚀性和力学性能降低,因此,铬镍不锈钢焊接时应根据设备的工作条件(工作温度及介质种类等)妥善选择焊条,并在使用时注意以下事项:1、锈钢焊条的药皮通常有钛钙型和低氢型两种。
日本JIS焊接材料标准标准号标准名称1. Z3211 碳钢用焊条(Covered electrodes for mile steel )2. Z3212 高强钢用焊条(Covered electrodes for bight strength steel)3. Z324 耐侯性钢用焊条(Covered electrodes for atmospheric corrosion resisting steel)4. Z3221 不锈钢用焊条(Stainless steel covered electrodes )5. Z3221 钼及铬钼钢用焊条(Molybdenum steel and chromium,Molybdenum steel covered elect rodes)6. Z3224 镍及镍合金用焊条(Nickel and Nickel-alloy covered electrodes )7. Z3231 铜及铜合金用焊条(Copper and copper alloy covered electrodes)8. Z3232 铝及铝合金用焊条和焊丝(Aluminum and Aluminum alloy welding rods and wire)9. Z3233 惰性气体电弧用钨棒(Tungsten electrodes for inert gas shielded arc welding)10. Z3241 低温钢用焊条(Covered electrodes for low temperature service steel)11. Z3251 堆焊用焊条(Covered electrodes for hard facing)12. Z3252 铸铁用焊条(Covered electrodes for cast iron )13. Z3312 碳钢及高强钢MAG用实芯焊丝(MAG welding solid wires for mild steel and high strength stee l)14. Z3313 碳钢、高强钢及低温钢用气体保护焊和自保护电弧焊药芯焊丝(Flux cored wires for gas shielded and self- shielded metal arc welding and mild high strength steel and low temperature service steel)15. Z3315 耐侯钢用CO2 气体保护焊实芯焊丝(Solid wires for CO2 gas shielded are welding for atmos pheric corrosion resisting steel)16. Z3316 碳钢及低合金钢TIG焊用焊条和焊丝(TIG welding rods and wires for mild steel and low all y steel)17. Z3317 钼钢及铬钼钢MAG焊用实芯焊丝(MAG welding solid wires for Molybdenum steel and chro mium Molybdenum steel )18. Z3318 钼钢及铬钼钢MAG焊用药芯焊丝(MAG welding flux cored wises for Molybdenum steel and chromium Molybdenum steel )19. Z3319 气电立焊用药芯焊丝(Flux cored wires for Electrogas arc welding)20. Z3320 耐侯钢CO2 气体保护焊药芯焊丝(Flux cored wires for CO2 gas shielded arc welding of atmosphe ric corrosion resisting steel)21. Z3321 不锈钢焊棒和焊条(Stainless steel welding rods and wires )22. Z3322 不锈钢堆焊用焊带(Materials for stainless steel overlay welding with strip elec trode )23. Z3323 不锈钢药芯焊丝(Stainless steel flux cored wires )24. Z3324 不锈钢埋弧焊用焊丝和焊剂(Stainless steel solid wires and fluxes for submerged are weld ing )25. Z3325 低温钢MAG焊用实芯焊丝(MAG welding solid wires for low temperature service )26. Z3326 电弧焊用药芯焊丝(Arc weding flux cored wires for hard facing )27. Z3331 惰性气体保护用汰及汰合金焊棒和焊丝(Titanium and Titanium ally rods and wires for inert gas shielded arc welding)28. Z3332 9%Ni 钢TIG焊用填充焊棒和焊丝(Filler rods and wire for TIG welding of 9%Nickel ste el)29. Z333 9%Ni 钢埋弧焊丝和焊剂(Submerged arc welding wires and fluxes for 9%Nickel steel)30. Z3334 电弧焊用镍及镍合金填充棒和填充丝(Nickel and Nickel ally filler rods and wires for arc welding)31. Z3341 惰性气体保护电弧焊用铜及铜合金焊棒和焊丝(Copper and Copper ally rods and wires for inert gas shielded arc welding )32. Z3351 碳钢和低合金钢埋弧焊焊丝(Submerged arc welding wires for carbon steel and low ally ste el )33. Z3352 碳钢和低合金钢埋弧焊焊剂(Submerged arc welding fluxes for carbon steel and low ally st eel )34. Z6746 等离子焊棒(Platis welding rods)。