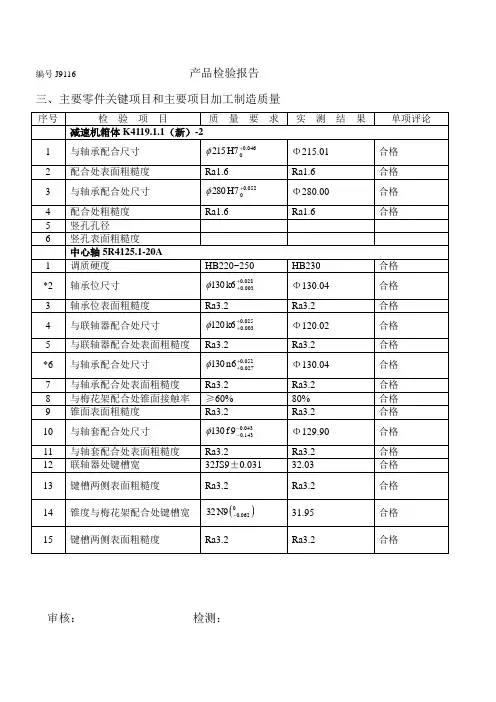
零件质量检验报告单
- 格式:doc
- 大小:28.00 KB
- 文档页数:1
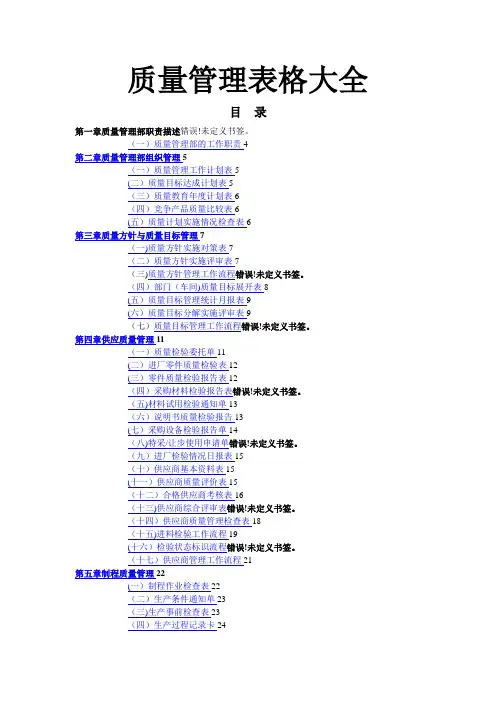
面板预制质量检验报告单一、项目概述:本次质量检验报告针对面板预制过程中的关键环节进行检验,以确保面板预制质量符合标准要求,达到设计和施工要求。
二、检验内容:1.面板材料的检验检查面板材料是否符合设计和标准要求,包括板材的厚度、强度、耐水性等指标。
对于面板使用的木材种类和产地也进行核对,以确保材料的质量和合规性。
2.面板尺寸的检验检查面板尺寸是否符合设计要求,包括长度、宽度和厚度等方面的尺寸检测。
特别关注面板的平整度和角度是否合理,以确保预制面板能够有效安装和连接。
3.面板表面的检验对预制面板表面进行检查,包括平整度、光滑度、颜色一致性和表面漆膜的附着力。
同时,还需检查是否有划痕、裂纹和凹凸等缺陷,确保面板表面质量良好。
4.面板连接件的检验对面板连接件进行检验,包括螺钉、膨胀螺栓、连接件等。
检查连接件的材质、强度和使用寿命是否符合标准要求,以确保面板的连接牢固可靠。
5.面板图案和装饰的检验检查面板上的图案、装饰是否符合设计要求,包括雕刻、印刷、喷涂等。
对图案和装饰进行质量检测,以确保面板的美观度和艺术效果。
三、检验方法:1.目视检查法:用肉眼进行检查,对面板的尺寸、表面平整度和缺陷进行观察和判断。
2.测量检查法:使用测量工具对面板的尺寸、角度等进行精确测量,以确保符合设计要求。
3.试验检查法:对面板的强度、耐水性等进行试验检验,以确定产品的质量性能。
四、检验结果:通过以上检验方法,我们对面板预制的关键环节进行了全面检查。
检验结果如下:1.面板材料符合标准要求,质量合格。
2.面板尺寸符合设计要求,尺寸精度良好。
3.面板表面平整度和光滑度良好,颜色一致性符合要求。
4.面板连接件强度可靠,连接牢固。
5.面板图案和装饰质量优良,美观度高。
五、质量建议:基于以上检验结果1.提高面板材料的检验控制,加强对原材料的筛选和评估,确保材料质量的稳定性和合规性。
2.加强对面板的尺寸控制,确保面板尺寸的精确性和一致性。
车间产品抽查检验报告单1.引言1.1 概述概述:车间产品抽查检验报告单是对车间生产的产品进行抽查检验后所形成的报告。
该报告旨在全面了解车间产品的质量情况,发现存在的问题,并提出改进方案,从而确保产品质量和生产安全。
本报告将涵盖抽查检验的背景、检验流程与方法、检验结果与分析等内容,通过对车间产品的抽查检验,在发现问题的同时,也为今后的生产提供参考和改进依据。
1.2 文章结构:本报告由引言、正文和结论三个部分组成。
在引言部分中,将会对报告的概述、文章结构和目的进行介绍。
接下来的正文部分将详细介绍车间产品抽查检验的背景、检验流程与方法以及检验结果与分析。
在结论部分,将总结本次检验的主要发现,提出建议,并展望未来的工作方向。
通过这三个部分的内容,本报告将全面而清晰地呈现车间产品抽查检验的全过程和结果。
1.3 目的本报告的目的是对车间产品抽查检验进行全面的记录和分析,以便对产品质量进行评估和改进。
通过对检验结果的分析,可以找出产品质量存在的问题,并提出相应的改进措施和建议,以确保产品质量符合标准和客户需求。
同时,通过本报告的撰写和整理,也有助于为车间生产管理和质量控制提供参考依据,促进生产流程的优化和提升,进一步提高产品的质量和竞争力。
2.正文2.1 车间产品抽查检验背景车间产品抽查检验是指在生产过程中,对产品进行抽样检验,以确保产品质量符合要求。
这项检验的背景是为了提高产品质量,预防产品质量问题,避免不合格产品流入市场,保护消费者权益,维护公司品牌声誉。
通过抽查检验,可以及时发现生产中存在的问题,采取相应的措施进行修正,保证产品的合格率和稳定性。
车间产品抽查检验背景包括以下几个方面的内容:1. 公司质量管理体系要求:依据ISO9001质量管理体系的要求,公司需要建立完善的产品质量管理体系,包括抽查检验制度,在生产过程中定期对产品进行抽样检验,以确保产品质量符合标准和客户要求。
2. 法律法规要求:根据国家相关法律法规的要求,产品必须符合相关质量标准,否则将面临法律责任和经济损失。
检测报告TEST REPORT报告编号110061220045REPORT NO。
产品名称断线钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220015REPORT NO.产品名称内六角扳手MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220050REPORT NO.产品名称钢丝钳MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT检测报告TEST REPORT报告编号110061220055REPORT NO。
产品名称齐头扁锉MAME OF SAMPLE委托单位江苏省质量技术监督局CUSTOMER受检单位江苏东成工具有限公司INSPECTED ENTITY检测类别2015年第三季度江苏省产品质量监督抽查TEST CATEGORY浙江省家具与五金研究所ZHEJIANGSHENGJIAJUYUWUJINYANJIUSUO检验报告TEST REPORT报告编号:GQFJ-GWJ2015-307检测报告TEST REPORT报告编号110061220063REPORT NO。
零件质量问题报告范文【零件质量问题报告范文】引言:零件质量是影响一个产品的重要因素之一。
一旦产品的零件质量存在问题,可能导致整个产品的性能、安全性和可靠性下降,甚至引发严重的后果。
本文将对零件质量问题进行评估,并提供一篇有价值的报告范文,帮助您全面、深刻地理解这一主题。
1. 零件质量问题的概述零件质量问题是指在生产过程中,零件的设计、制造或材料选择等方面存在缺陷,影响了整体产品的品质。
常见的零件质量问题包括尺寸偏差、材料表面缺陷、装配问题等。
这些问题可能会导致产品的功能失效、寿命缩短或安全隐患,给企业和消费者带来损失。
2. 零件质量问题评估的方法2.1 深度评估为了深入评估零件质量问题,我们可以从以下几个层面进行分析:(1)设计层面:评估零件设计的合理性、设计是否符合产品需求和标准。
如果设计存在问题,可能导致零件质量下降。
(2)制造工艺层面:评估零件的制造过程中是否存在缺陷,例如加工误差、工艺参数设置不当等。
(3)材料选择层面:评估零件所使用的材料是否符合产品要求,并且是否能满足使用环境的要求。
(4)装配层面:评估零件在装配过程中是否存在问题,例如零件之间的配合是否良好。
2.2 广度评估为了全面评估零件质量问题,我们需要考虑以下几个因素:(1)数量问题:评估质量问题的零件在产品中所占的比例,以及对产品整体质量的影响程度。
(2)重要性问题:评估质量问题对产品性能、安全性和寿命的影响程度。
(3)成本问题:评估质量问题对企业的损失和修复成本。
3. 零件质量问题报告范文【正文部分】一、问题描述:零件名称:XXX存在问题:尺寸偏差、装配困难、材料表面缺陷二、问题分析:1. 尺寸偏差:尺寸偏差是指零件的实际尺寸与设计尺寸之间的差异。
尺寸偏差可能是由于制造过程中的加工误差导致的,也可能是由于设计方面的不准确性引起的。
尺寸偏差会导致零件装配困难,影响产品的功能和性能。
2. 装配困难:装配困难是指零件在产品装配中难以实现预期的配合和连接。
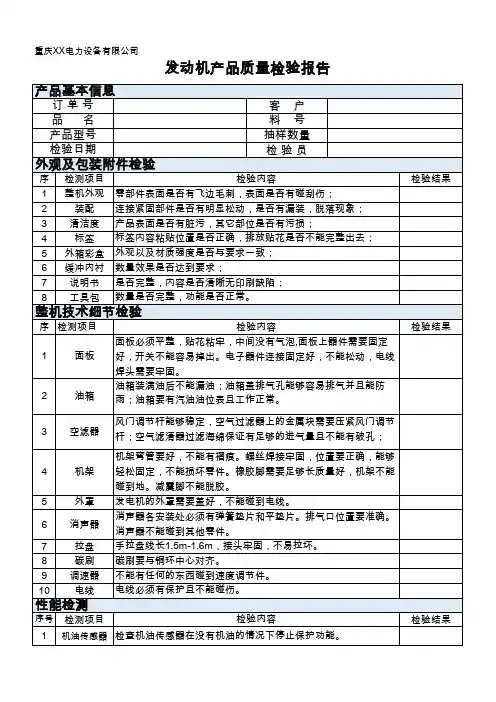
产品出厂检验报告单一、检验单位,XXX公司。
二、产品名称,XXX产品。
三、产品型号,XXX型号。
四、检验日期,XXXX年XX月XX日。
五、检验依据,国家标准XXXXX-XXXXX。
六、产品外观检验:产品外观应无明显划痕、变形、脱漆、氧化等现象,表面应光滑平整,无明显凹凸不平。
七、产品功能检验:1. 产品电源开关功能检验,产品电源开关应正常开启和关闭,无卡滞现象。
2. 产品工作状态指示灯检验,产品工作状态指示灯应正常显示,无闪烁或不亮现象。
3. 产品性能检验,产品应按照规定的使用方法进行测试,性能应符合国家标准规定的要求。
八、产品安全性检验:1. 产品绝缘电阻检验,产品绝缘电阻应符合国家标准规定的要求,确保产品在使用过程中不会发生漏电等安全隐患。
2. 产品外壳接地检验,产品外壳接地应符合国家标准规定的要求,确保产品在使用过程中能够有效排除静电等安全隐患。
3. 产品使用安全性检验,产品在正常使用过程中,应无明显的安全隐患,确保用户在使用产品时不会造成人身伤害。
九、产品包装检验:产品包装应完整无损,无明显破损、变形、湿透等现象,包装标识应清晰完整。
十、检验结论:根据以上检验项目,XXX产品经过出厂检验,外观、功能、安全性、包装等方面均符合国家标准XXXXX-XXXXX的要求。
产品合格,可以出厂销售。
十一、检验人员,XXX。
十二、审核人员,XXX。
十三、批准人员,XXX。
十四、备注:以上报告为产品出厂检验报告单,如有疑问,请与我公司联系。
以上就是产品出厂检验报告单的内容,希望能够对您有所帮助。
如果还有其他需要了解的信息,请随时与我们联系。
质量管理表格大全目录第一章质量管理部职责描述错误!未定义书签。
(一)质量管理部的工作职责4第二章质量管理部组织管理5(一)质量管理工作计划表5(二)质量目标达成计划表5(三)质量教育年度计划表6(四)竞争产品质量比较表6(五)质量计划实施情况检查表6第三章质量方针与质量目标管理7(一)质量方针实施对策表7(二)质量方针实施评审表7(三)质量方针管理工作流程错误!未定义书签。
(四)部门(车间)质量目标展开表8(五)质量目标管理统计月报表9(六)质量目标分解实施评审表9(七)质量目标管理工作流程错误!未定义书签。
第四章供应质量管理11(一)质量检验委托单11(二)进厂零件质量检验表12(三)零件质量检验报告表12(四)采购材料检验报告表错误!未定义书签。
(五)材料试用检验通知单13(六)说明书质量检验报告13(七)采购设备检验报告单14(八)特采/让步使用申请单错误!未定义书签。
(九)进厂检验情况日报表15(十)供应商基本资料表15(十一)供应商质量评价表15(十二)合格供应商考核表16(十三)供应商综合评审表错误!未定义书签。
(十四)供应商质量管理检查表18(十五)进料检验工作流程19(十六)检验状态标识流程错误!未定义书签。
(十七)供应商管理工作流程21第五章制程质量管理22(一)制程作业检查表22(二)生产条件通知单23(三)生产事前检查表23(四)生产过程记录卡24(五)过程控制标准表24(六)产品质量标准表24(七)产品质量检验表25(八)质量因素变动表25(九)操作标准变更通知单25(十)生产过程检验标准表26(十一)产品质量抽查记录26(十二)制程质量管理工作流程26(十三)质量分析统计工作流程27(十四)质量指标报告工作流程28(十五)制程质量异常处理工作流程29(十六)工序质量分析表30(十七)工序质量评定表31(十八)工序质量跟踪卡错误!未定义书签。
(十九)工序控制点明细表32(二十)工序质量审核记录表32(二十一)检验工序作业指导书32(二十二)工序质量检验评定表33(二十三)工序操作标准通知单33(二十四)工序质量异常报告表34(二十五)工序质量控制工作流程错误!未定义书签。
D/TLD零件质量常核报告验证D/TLD-零件编号:日期:供应商/被审核部门编号:产品组:D供应商/部门自审:是口否口审核结果:D/TLD-零件名称/零件图号/图纸发放日期产品缺陷级别D/TLD-特性符合A B C是否立即措施:是口否口整改计划回复日期:年月日此系统检查是依据上述所抽取的样件实施的,供应商应保证对所有供货的D-零件实施同样的系统管理。
改变双方商定的系统化管理方法只有在供应商质量审核部门同意之后才被允许。
要求的整改措施必须在规定的期限内落实。
供应商/被审核部门签名:公司签名(自审时不用签)参加人贝:审核员:负责人姓名职务:______________________ 审核小组成员:分发部门/人员批准:验证D/TLD-零件日期:存档责任件的要求条例D问题评价1技术资料/提供证据是大部分否1.1是否实现了文件管理程序?所有的D/TLD零件的资料,包括首次认可和更改认可的质量保证证据都要按照程序步骤进行处理(参阅VDA6.1,要素6)。
1.2D/TLD零件的技术资料是否是最新有效状态,是否有D/TLD零件标识,是否对D/TLD-特性作了专门的标记?涉及到供货范围、过程规划、过程控制的所有资料、文件和记录。
1.3有些特性在大众/奥迪的资料中没有作为D/TLD-特性标明出了,而零件制造厂认为是与安全有关的,零件制造厂是否在产品责任范围之内对这些特性也进行了记录和存档?针对材料、功能、使用寿命、可靠性的特性(见VDA1 , VDA6.1- 瞄6)1.4零件制造厂是E靠地保存了制造和检验的技术资料,存档期至少15年(与法规“危险材料使用规定”中§ 18[3]有关的资料至少存档30 年)?生产计划、规定的工艺参数、检验计划、检验结果、能力指数证据、检测设备监控、安全数据-汇总表格、环保证据、微型胶片、CD-ROM、防火/防盗的文件柜,双层1.5全部关键的数据是否包含在存档文件之中?-零件原始资料(包括更改状态)-检验特性(目标值/实际值)-可靠性检验-出现偏差时的说明,附解决措施1.6存档方法是否适合丁随时迅速地查阅到每一份资料?产品和检验资料按照批号分类,也包括供应商的。
2022年全国职业院校技能大赛National Vocational Student′s Skills Competition 赛项编号:ZZ-2022009赛项名称:零部件测绘与CAD成图技术赛项组别:中职组竞赛模块:M1-零部件测绘与质量检测M2-机械工程图审核与优化竞赛任务书(样题1)竞赛时间:180分钟竞赛准备:请你在计算机桌面上以“M1-M2-赛位号”建立1个文件夹,在文件夹下以“1-工艺模型”、“2-工程图审核与优化”建2个子文件夹,M1-M2模块的竞赛作品按任务书要求存入对应子文件夹中,并作为评分的唯一依据。
竞赛资源:1.竞赛任务书;2.M2模块电子文件位于桌面文件夹:M1-M2-TG。
竞赛任务:M1、M2模块竞赛工作流程图参见下图。
竞赛任务一:零部件测绘情境描述:请你分别以测绘员、三维造型师的角色,完成以下2项子任务:子任务1:测绘赛场提供的件1、件2、件3、件4;子任务2:根据设计书(见附件一)要求,构建各工件最终加工的工艺模型(标有尺寸精度的部位须按中位尺寸建模),并分别以“件1、件2、件3、件4”命名、以*.STP文件格式保存到“1-零件测绘”子文件夹内。
件1件2件3 件4竞赛任务二:零件质量检测情境描述:请你以质量检验员的角色,完成以下子任务:根据赛场提供的零件图(见附件二),使用竞赛指定的质量检测工具,检测指定要素,并填写质量检测报告单(见附件三)。
竞赛任务三:机械工程图审核与优化情境描述:请你以审图员的角色,完成以下2项子任务:子任务1:使用赛场提供的二维CAD软件,调用M1-M2-TG文件夹中的工程图DWG文件,依据国家机械制图标准,遵循“完整、正确、清晰、合理”原则,找出零件图中错误点(尺寸标注、公差标注、几何公差标注、视图表达及技术要求等)并进行正确修改,而后将正确的零件工程图以DWG、PDF两种文件格式保存到“2-工程图审核与优化”子文件夹内。
子任务2:使用赛场提供的二维CAD软件,调用M1-M2-TG文件夹中的机械产品装配图DWG文件,打开机械产品工作说明书,读懂其工作原理,找出装配图中存在错误点(标准件表达、视图表达、配合精度设计、运动功能设计及结构设计等),在产品优化答题纸上说明错误原因、修改或优化方案(见附件四),并进行修改或优化,而后将正确的装配图以DWG、PDF两种文件格式保存到“2-工程图审核与优化”子文件夹内。
企业产品检验报告单1. 检验概述本次检验针对公司生产的产品进行,旨在检测产品的质量和合格性。
本次检验的产品为____________(填写产品名称),共计____________(填写产品数量)个。
2. 检验内容及方法2.1 检验项目根据产品的特性和要求,本次检验主要包括以下项目:1. 外观检验:检查产品的外观是否美观,表面是否有缺陷。
2. 尺寸检验:对产品的尺寸进行测量,验证是否符合设计要求。
3. 功能检验:测试产品的功能是否正常,确认各项功能是否良好运作。
4. 材质检验:对产品所使用的材料进行测试,验证材质是否符合标准。
5. 安全性检验:测试产品在正常使用过程中的安全性,包括电路安全、防护措施等。
2.2 检验方法为保证检验结果的客观性和准确性,本次检验采用以下方法进行:1. 视觉检查:通过目视观察产品的外观和细节,判断产品是否存在表面缺陷。
2. 尺寸测量:使用精密测量工具,对产品的尺寸进行准确测量。
3. 功能测试:根据产品的使用说明书,对产品的各项功能进行测试。
4. 材质分析:采用物质分析仪器,对产品所使用的材料进行化学成分分析。
5. 安全性测试:依据相关标准和测试仪器,对产品的安全性进行测试。
3. 检验结果3.1 外观检验经过外观检验,所有产品不存在明显的外观缺陷,包括划痕、变色、起泡等。
3.2 尺寸检验针对产品尺寸进行检验,结果显示所有产品的尺寸符合设计要求,各项尺寸偏差在允许范围内。
3.3 功能检验通过对产品功能的测试,所有产品的各项功能正常,符合产品使用说明书中所述功能。
3.4 材质检验对产品所使用的材料进行了材质分析,结果显示产品所使用的材质与标准要求一致,无任何异常情况。
3.5 安全性检验经过安全性测试,所有产品在正常使用过程中均符合安全标准,无安全隐患。
4. 结论与建议根据以上检验结果,本次检验的产品的质量和合格性经确认,符合公司的产品质量标准。
鉴于此,建议公司继续保持和加强对产品质量的控制,确保产品的稳定性和可靠性。