球墨铸铁验收标准
- 格式:doc
- 大小:3.47 MB
- 文档页数:14
球墨铸铁件的理化检验
本标准由以下部分组成:
1、适用范围
2、引用标准
3、检验设备
4、理化检验
5、偏差处理
球墨铸铁件的理化检验
1 适用范围
本标准适用于球铁件的理化检验;
本标准规定了球铁件进货硬度和组织检验部位和检验方法;
本标准规定了球铁件球化不良和表面球化衰退缺陷的判断方法。
2 引用标准
下列文件的条款通过本标准的引用而成为本标准的条款,凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T1348 球墨铸铁件
3 检验设备
布氏硬度计 检验零件的硬度
显微镜 检验零件的组织和夹杂缺陷
直读光谱仪 用于浇注成白口试样的成分检验
碳硫分析仪 用于铸铁碳和硫的成分检验
元素分析仪器 用于合金元素的成分检验
4 理化检验
4.1 化学成分
需要检验化学成分时,以化学方法为准;在力学性能和金相组织符合要求的前提下,化学成分可以不作为验收依据;进货检验没有特殊要求,可以不检验化学成分.
4.2硬度
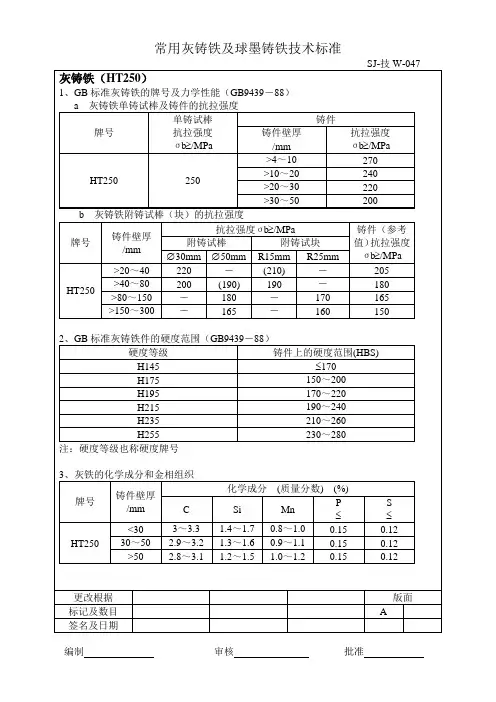
硬度是进货检验的主要项目,但由于浇注后,零件的不同部位冷却速度不同,硬度有一定的差异,检验时,应尽量避免这些因素的影响。检验结果按表1 规定(有特殊规定按图纸要求)。
表1 球铁件硬度要求
4.2.1 检验位置
硬度可以在铸件的表面或横截面检验,表面检验时候,按4.2.1中的要求,去掉表层1.0mm,检验表层1/3横截面厚度区域,避免心部位(1/3区域)的疏松对硬度检验结果的牌号 单铸试棒和本体硬度HB
QT400-15 120-180
QT450-10 160-210
QT500-7(8~10) 170-230
QT550-5(6~10) 180-250
QT600-3(4~8) 190-270
QT700-2(3~5) 225-305
QT800-2(3~5) 245-335
QT900-2(3~5) 280-360
ADI900-650-09
(QTD900-8) 270-340
ADI1050-750-07
(QTD1050-6) 310-380
影响。
4.2.1 取样和试样制备
(1) 取样部位:取样部位能代表零件整体的性能,避免在筋板、薄壁或特别厚实的部位取样;
(2) 去掉表层不规则层:检验截面或去掉铸造表层1mm,避免表层的石墨形态和组织与基体不一致带来的硬度误差。
(3) 试样的制备:试样表面经过磨削并打磨处理,表面粗糙度或留下的纹路不影响测量边界的清晰分辨(粗糙度不低于Ra0.8),检验面和支撑面要保持平行,用游标卡尺卡口或专门的压平器检验平行状况,没有肉眼可见的不平行缝隙(不平行度不超过2°)。
4.2.3 检验方法
硬度采用布氏硬度检验,检验中应注意:
(1)试样的厚度和宽度(或直径):试样的厚度不小于压痕深度的10倍,避免压痕的变形区域透过底面,影响检验的准确性。试样的宽度或直径要保证压痕中心距离边沿的距离至少是压痕直径的2.5倍。为保证检验的准确性,试样的直径或边长以15-50mm为宜。
(2)硬度试验载荷选择:采用布氏硬度检验,根据试样大小可以采用2.5,5和10mm的压头,载荷分别是187.5,750和3000kg。布氏硬度压头有两种材料,淬火钢球和硬质合金,淬火钢球压头只能用于450HB以下的硬度测量,350HB以下两种压头的测量结果相同,超过350HB,钢球会产生变形,测量的结果低于硬质合金压头的测量结果,需要对检验结果进行修正补偿。
(3)压痕的测量:压痕的直径可以在硬度计附带的专用压痕测量装置上测量,但要零位校检验表面:去掉1mm左右
检验表面:去掉1mm左右 检验区域:表层1/3截面厚度区
横截面区域:表层1/3截面厚度区 疏松缺陷区:中间1/3区影响较大
图1 试样硬度检验部位示意图
准;采用金相显微镜测量时,要对刻度尺校准,对出现的偏差进行补偿修正。
4.3 力学性能
进货检验没有特殊要求,不作拉伸试验,需要做拉伸试验时候,参考表3的要求。零件取样检验受缺陷的影响,会影响检验的准确性,为较少缺陷的影响,取样部位应避免截面中心区域,如图2所示,截面厚度允许,尽量靠表层取样加工试样,对于壁薄的截面,尽量在边缘取样,避开疏松区。
表3 力学性能 厚实截面取样部位:避开心部疏松区(1/3区域)
薄截面应从边缘部位取样,避开中心疏松区。
图2 拉伸试样取样部位示意图
4.3 石墨球化率和大小
球铁的石墨球化率是衡量球化程度的最重要指标,是主要的金相检验项目。检验的时候,观察试样的整个受检验面,然后从最差的视场开始,连续观察五个视场,以其中三个差的视场的多数作为评定或计算球化率的视场,放大倍数为100×;球铁件要求球化率1-3级。按国标GB9441球化率图片(图谱1)进行评定,也可以参照美国德纳用评价图(图谱2)。
石墨的大小与检验的部位有关系,表层冷却速度快,石墨较小,心部冷却慢,石墨尺寸增大;薄壁部位比厚实部位石墨尺寸小;检验代表性的部位,检验截面1/4深度处,正常尺寸5-7级。
石墨开花是石墨球化的一种典型缺陷,常常出现在较大的石墨上,少部分的大颗粒石墨出现开花,可评定为3级,50%的大颗粒石墨出现开花可评4级,大部分的大颗粒石墨出现了开花现象,属于不合格,可评5级,参照图谱3进行评定。
图谱1 石墨球化率评级图 100×
牌号 抗拉强度Rm/MPa(min) 屈服强度
Rp0.2/MPa(min) 延伸率
A/%(min)
QT400-15 400 250 15
QT450-10 450 310 10
QT500-7(8~10) 500 320 7(8~10)
QT550-5(6~10) 550 350 5(6~10)
QT600-3(4~8) 600 370 3(4~8)
QT700-2(3~5) 700 420 2(3~5)
QT800-2(3~5) 800 480 2(3~5)
QT900-2(3~5) 900 600 2(3~5)
ADI900-650-09
(QTD900-8) 900 650 9(8)
ADI1050-750-07
(QTD1050-6) 1050 750 7(6)
图谱2 石墨大小不同或改变放大倍数球化率评级图(DANA)50-100×
1 级:球化率95%
4 级:球化率70% 3 级:球化率80% 2 级:球化率90%
图谱3 石墨开花球化率评级图(参考)100×
5 级:球化率60%
6 级:球化率50%
球化率3级:开花石墨,球化率80%。
4.4 共晶碳化物和磷共晶 球化率4级:开花石墨,球化率70%。
球化率5级:开花石墨,球化率60%。