成型作业程序
- 格式:doc
- 大小:40.50 KB
- 文档页数:6
冷压成型加工安全作业流程在工业生产中,冷压成型加工是一项常见且重要的工艺。
然而,这项工作如果操作不当,可能会引发严重的安全事故,给工人的生命安全和企业的财产造成巨大损失。
因此,制定一套科学、完善且严格执行的冷压成型加工安全作业流程至关重要。
一、作业前的准备工作1、设备检查在每次开机前,必须对冷压成型设备进行全面的检查。
检查内容包括但不限于:电气系统是否正常,有无漏电现象;液压系统是否稳定,有无泄漏;模具是否安装牢固,有无损坏或磨损;各传动部件是否灵活,润滑是否良好等。
如发现任何问题,必须及时维修或更换,确保设备处于良好的运行状态。
2、个人防护用品的配备操作人员必须正确佩戴个人防护用品,如安全帽、防护眼镜、耳塞、防护手套、工作服、安全鞋等。
这些防护用品能够有效地保护操作人员的身体免受伤害。
3、工作环境的整理保持工作区域的整洁和有序,清理掉无关的物品和杂物,确保通道畅通无阻。
同时,要检查工作区域的照明是否充足,通风是否良好。
4、原材料的准备根据生产任务,准备好所需的原材料,并确保其质量符合要求。
原材料的摆放要整齐,便于取用,同时要防止其倒塌伤人。
二、开机与调试1、按照设备操作规程,依次开启电源、液压系统等设备。
在开机过程中,要密切关注设备的运行状态,倾听是否有异常声音。
2、进行设备的调试,包括调整压力、行程、速度等参数。
调试过程中,要由专人负责,其他人员不得随意操作设备。
3、对模具进行预热,以防止在加工过程中因温度差异导致模具损坏或产品质量问题。
三、装夹与定位1、将待加工的工件正确地装夹在模具上,确保装夹牢固,不会在加工过程中发生松动或脱落。
2、对工件进行精确的定位,保证加工的精度和质量。
四、操作过程中的注意事项1、操作人员要集中精力,不得在操作过程中聊天、打闹或做与工作无关的事情。
2、严禁将手或身体的其他部位伸入模具闭合区域内,以防发生挤压事故。
3、在设备运行过程中,如发现异常情况,如异常声音、异味、振动等,应立即停机检查,排除故障后方可继续运行。
成型作业指导书
1.目的:为规范成型操作,确保本工序产品符合要求。
2.范围:适应本公司裁断,成型工序。
3.职责:在生产技术厂长领导下,成型车间负责本过程的控制,操
作工人按操作规程严格工艺操作。
4.裁断:质量标准
裁断公差宽度为5mm,角度为0.5度。
帘布必须摆放平整,无折子、无杂质、无劈缝,无胶豆等质量问题。
操作工必须按照施工标准严格操作角度宽度要符合施工标准。
5.成型:
(1)工艺条件:风压0.4-0.8Mpa
(2)质量标准:成型筒宽度,项点周长务必正确,内面胶贴附不得折皱,对正中心,帘子线贴符对齐标线,确保帘线无折子,
无漏白,无杂物,无断线,无胶豆等问题,各层方向相反,
接头无脱开,接头压线为5-7根,钢丝圈放上下左右必须对
正并压实,帘线接头一定要错开。
胎面胶贴符对正中心线。
胎面接头要接平不要过大或过小并压实,把成好的胎胚挂在
架车上不得落地。

成型操作标准全加洲式前段:1、定型:选用与鞋楦型号相对应的定型模,温度75度,时间12秒。
2、穿鞋带:鞋带须平衡,左右不打卷,两端外露一致。
3、拉帮:中底号码与鞋面冲刀号码相符,前后中点对正,两侧记号点对记号点,两边边距4 mm -5mm,针距1英寸7-8针,合平齐、紧凑、不可重叠。
4、入楦:套楦时前后中点对正,不可歪斜。
5、扫后帮:对准后跟中心点放平顺,不可歪斜,同双号码后跟高度一致,不能滑脚,时间5秒。
6、绑鞋带:鞋带绑好后同双(同号码)的鞋口宽窄一致。
7、定点:根据鞋底边墙的高低每个号码画一双为标准,每个号码相差±2㎜。
8、画线:鞋楦.鞋底型号须吻合,注意是否进退号,再根据前面定点的高低.鞋底的弧度画出线条,鞋头、后方、内外侧高低一致,气压2.5kgf/c㎡。
中段:1、配大底:分清货号、颜色、号码,将鞋面和相对应的鞋底配双放入流水线。
2、大底药水:根椐鞋底材质调用相对应的处理剂,处理剂刷到位,不能外溢。
3、鞋面处理剂:根据材质调用处理剂,沿画线盖位1.5㎜刷,有接头假线或印刷TPU的要来回次,否则粘性不够,破水不能外溢到鞋面上。
4、大底一次胶:胶水均匀涂刷,不外溢,底部和边墙刷到位。
5、面胶:按画线位刷胶,胶水不能外溢﹑积胶﹑欠胶,允许超胶1㎜,网布来回多刷几次,帮脚和中衬板刷满胶。
6、大底二次胶:盖一次胶水1㎜均匀涂刷,不可积胶﹑欠胶﹑外溢,底部边墙刷到位。
7、贴底:贴合前先检查大底鞋楦和鞋款是否正确,中点对正鞋头胶水位外露0.5㎜贴,再贴前掌内外与后跟,然后再贴内外腰,用贴底工具把大底与鞋面粘实,注意(按画线贴,前头后方不可歪斜,鞋底边墙不可卷边)8、压底:选用正确的压底模,机台压力35-40公斤,压着时间9秒。
9、冷定型:检查是否开胶,然后放入冷冻箱,冷冻箱的转速300转,时间2-3分钟,温度-8℃。
后段:1、解鞋带:鞋带解松到第三至四孔。
2、脱楦:鞋子放在脱楦机上,两手按住前掌部位,踩踏板不宜用力过大,以免把鞋口拔坏,脱好后的鞋子不可变形。
《纸板的创想——成型方法》作业设计方案(第一课时)一、作业目标本作业设计旨在通过纸板成型方法的实践操作,培养学生的美术创作能力、动手实践能力及空间想象能力,让学生在制作过程中理解并掌握纸板的基本成型技巧,并能够独立运用这些技巧进行创意制作。
二、作业内容作业内容主要包括纸板材料的选取、设计构想、剪裁、折叠、粘贴等步骤。
1. 纸板材料的选择:学生需根据创作主题选择合适的纸板材料,如硬质纸板、彩色卡纸等。
2. 设计构想:学生需根据所学知识,结合个人创意,设计出自己的作品构想,并绘制草图。
3. 剪裁与折叠:学生需按照草图进行剪裁,并运用折叠技巧使纸板形成立体结构。
4. 粘贴与固定:学生需使用胶水或双面胶等工具,将剪裁和折叠好的部分固定在一起,形成完整的作品。
三、作业要求作业要求如下:1. 作品主题明确,构思新颖,具有创意性。
2. 纸板材料选择得当,色彩搭配合理。
3. 剪裁、折叠、粘贴等步骤操作规范,作品结构稳固。
4. 作品造型美观,符合设计构想,具有一定的艺术表现力。
5. 作品需注明作者姓名、班级和日期。
四、作业评价作业评价将从以下几个方面进行:1. 创意性:作品是否具有新颖的构思和创意。
2. 技术性:作品是否规范地完成了剪裁、折叠、粘贴等步骤。
3. 艺术性:作品是否美观,具有一定的艺术表现力。
4. 完整性:作品是否完整地体现了设计构想。
五、作业反馈作业反馈将采取教师评价、同学互评及自我评价相结合的方式。
教师评价将侧重于学生在制作过程中的表现及作品的优缺点;同学互评将帮助学生了解他人的看法及优点;自我评价将帮助学生反思自己的制作过程及成果,以便更好地提升自己的美术创作能力。
通过本作业设计的实施,学生将能够在实践中掌握纸板成型方法,提高美术创作能力及动手实践能力,同时也能在创作过程中体验到美术学习的乐趣,培养空间想象能力和审美能力。
教师需根据学生的实际情况,适时调整作业设计,以更好地满足学生的学习需求。
作业设计方案(第二课时)一、作业目标本节课的作业设计旨在加深学生对纸板成型方法的理解,培养其动手操作能力,并通过创作过程提升学生的创新意识和美术鉴赏能力。
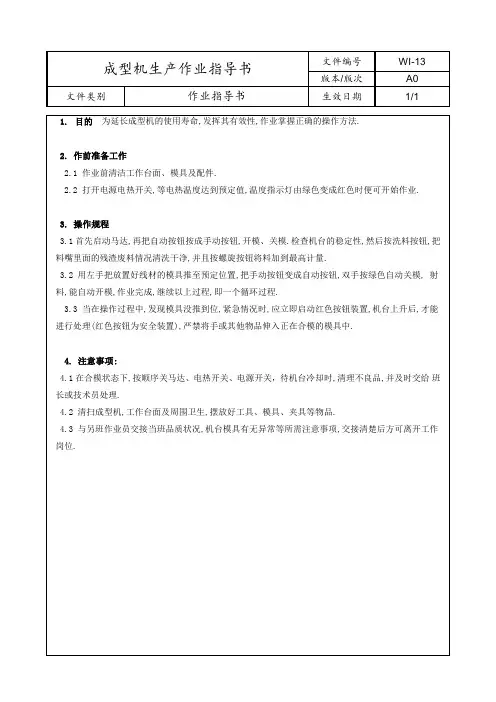
1.0目的
为了成形机操作的安全及规范管理。
2.0适用范围
适用本公司成形机。
3.0运作操作程序
3.1操作方法:
3.1.1将主电源打开。
3.1.2开动真空成形机的操作电源(按入ON),手动开电炉开头的同时确定各电流
调节。
3.1.3确定真空成型机的气压(0.6MPA以上)。
3.1.4安装模具,并进行宽度调整,下闸,上压片的调整。
3.1.5设定各时间制。
3.1.6确定真空泵的压力表上升后打开开关。
3.1.7根据手动开关来确定速度,旋转是否正常。
3.1.8胶片以手动来安装,对准拖链人口,按动点动拉片钮。
3.1.9将电炉下降,真空成型机起动,胶片加热而成型,自动运转。
4.1停止操作程序
4.1启动手动气阀炉体上升后,停止自动运转。
4.2转换成手动运转。
4.3将电炉电源开关按入(OFF)。
4.4将真空泵开关按入(OFF)
o
4.5将操作电源总开关(OFF)
o
4.6将主电源打到(OFF)
o
4.2注意事项
5.1运作时,请勿将手放置模盘上或须用上架模成形运作时,身体应离开机器。
5.2运作时,请勿将手放在切片刀闸上。
成型作业指导书【成型作业指导书】一、背景介绍成型作业指导书是为了提高产品制造的质量和效率,对成型作业进行详细规范和指导。
本指导书旨在帮助操作人员正确完成成型作业,提供清晰的步骤,并强调安全操作和关键注意事项。
二、成型作业步骤1. 准备工作a. 确保工作区域整洁有序,消除潜在的安全隐患。
b. 检查成型设备的状态,确保设备正常运行并配备有所需工具。
c. 查阅产品工艺图纸和相关规范,了解产品的要求和工艺参数。
2. 准备原料a. 检查原料的质量和数量是否符合要求。
b. 按照工艺参数准确称量和混合原料。
c. 将原料放置在指定的容器中,并密封保存以防止污染。
3. 打模a. 根据工艺要求,选择合适的模具。
b. 清洁模具,确保表面光滑且无明显破损。
c. 将原料注入模具中,并根据工艺要求施加合适的温度和压力。
4. 成型a. 打开成型设备,将模具放置在适当的位置。
b. 启动成型设备,确保操作平稳,无异常噪音和振动。
c. 根据工艺要求设定成型时间和温度。
d. 观察成型过程,及时处理异常情况,如设备故障或模具损坏。
5. 冷却和固化a. 结束成型后,将成品置于冷却设备中进行快速冷却。
b. 根据产品的特性,确定冷却时间,以保证产品的硬度和稳定性。
c. 等待产品冷却固化完全后,移除模具。
6. 检验和整理a. 对成品进行外观检查,确保产品符合质量要求。
b. 针对关键尺寸进行测量,并与工艺规范进行比对。
c. 将合格品放置在指定位置,标记好产品序号和批次。
7. 设备维护和清洁a. 成型作业结束后,关闭成型设备,清理现场。
b. 清洁模具,去除模具表面的残留物和污垢。
c. 定期对成型设备进行维护和保养,保持设备的正常运行。
三、安全注意事项1. 操作人员必须戴上相关的个人防护装备,如手套、护目镜、口罩等。
2. 确保成型设备使用前处于正常工作状态,避免故障导致事故发生。
3. 禁止未经培训和授权的人员接触成型设备,以防操作不当造成伤害。
4. 严禁在成型作业过程中戴饰品或穿松散的衣物,以免造成意外危险。
工序号变更标记日 期日 期拟 制
标准化
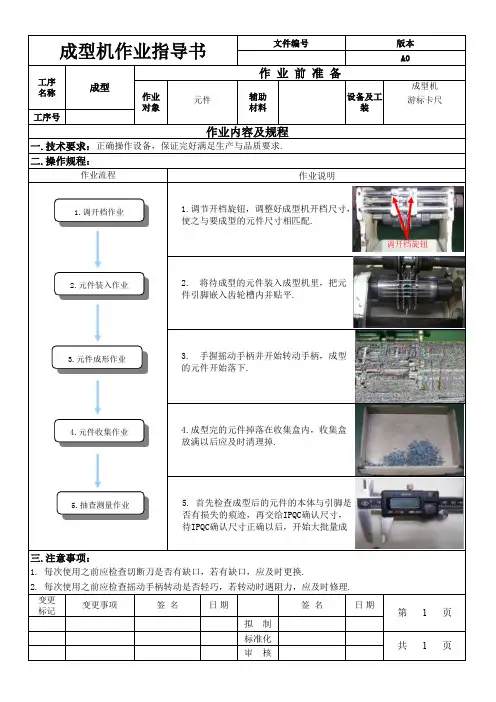
审 核作业内容及规程
一.技术要求:正确操作设备,保证完好满足生产与品质要求.
二.操作规程:
作业说明
作业流程设备及工装辅助材料元件2. 每次使用之前应检查摇动手柄转动是否轻巧,若转动时遇阻力,应及时修理.作业对象工序
名称
成型作 业 前 准 备成型机游标卡尺
1. 每次使用之前应检查切断刀是否有缺口,若有缺口,应及时更换.
签 名三.注意事项:
变更事项第 1 页共 1 页签 名版本A0文件编号成型机作业指导书
1.调开档作业
2.元件装入作业
3.元件成形作业 1.调节开档旋钮,调整好成型机开档尺寸,
使之与要成型的元件尺寸相匹配.
2. 将待成型的元件装入成型机里,把元
件引脚嵌入齿轮槽内并贴平.
3. 手握摇动手柄并开始转动手柄,成型
的元件开始落下.
4.成型完的元件掉落在收集盒内,收集盒
放满以后应及时清理掉.
5. 首先检查成型后的元件的本体与引脚是
否有损失的痕迹,再交给IPQC 确认尺寸,
待IPQC 确认尺寸正确以后,开始大批量成
5.抽查测量作业 4.元件收集作业 调开档旋钮。
注塑成型作业管理程序(ISO9001-2015)1.0目的:合理使用生产之各项资源,降低成本、提高生产效率,确保产品之品质以及HSF 符合性,满足客户之要求。
2.0适用范围凡在射出课所生产产品均适之。
3.0定义无4.0权责4.1生管:负责制订生产指示单与生产之调配。
4.2 IPQC:负责制程品质控制及HSF符合性之监控4.3射出课:负责按生产指示单进行生产及生产过程进行监控。
5.0作业内容5.1生管根据订单需要、库存状况以及依据射出课现有机台设备、模具生产周期等状况拟定射出课《生产指示单》(参照《生产管制程序》),经核准后分发到射出各单位。
5.2射出课收到生管所发的《生产指示单》以后,自行进行准备工作。
5.2.1射出课备模、备料作业5.2.2射出课拌料要依据《拌料作业指导书》,严格控制配料比例以及使用HSF 符合性物料,依照BOM拌料,并做好《拌料记录表》。
5.2.3模具、塑胶料准备好后,射出课技术员参照《成型条件指示书》进行参考调机。
5.2.3.1射出课在下列条件应做首件检查:a.模具维修b.换料c.换模d 新开模具5.2.4每批首件结果记录于《首件检验记录表》(参照《制程检验管制程序》上并附样品,通知品保人员执行试作检验以及检测HSF的符合性,并将试作结果记录于《首件检验记录表》中,如确认OK即可批量生产,如NG通知相关单位处理(其不良品依《不合格品管制程序》处理)。
5.3首件经过确认后,即可批量生产。
5.3.1在批量生产前将相关的资料(作业指导书等)放置于机台资料看板上,以便管制品质及HSF符合性状况.5.3.2制程中作业员每一小时填写《射出自主检查记录表》.IPQC依《制程检验管制程序》作巡回检验并作HSF符合性标识,并将状况记录于《IPQC巡检日报表》(参照《制程检验管制程序》)上,如在制程中发现品质异常需及时通知技术员处理,并将不合格品进行隔离。
5.3.3作业员在生产中检验出的合格品,需在产品处箱包装贴上产品标签,并详细填写产品标签上之内容。
成型工序-5S作业指导书目 录1.0 目的 (1)2.0 适用范围 (1)3.0 定义 (1)4.0 权责 (2)5.0 规范内容 (2)5.1 流程图 (3)5.2 车间5S要求内容 (3)5.3 办公室5S要求内容 (8)5.4 素养 (9)6.0奖惩规定 (9)7.0 相关文件 (13)8.0 相关记录 (13)1.0 目的正确引用 “5S”管理规范,提高员工的工作热情和敬业精神,提升员工整体素质;稳定产品的品质;提高工作效率减少浪费;延长设备的使用寿命并节省设备维修费用;营造一个良好的生产环境,让每个员工拥有归属感,使工厂管理稳定高效的运行。
2.0 适用范围公司所有部门所辖之责任区域。
3.0 定义3.1 “5S”定义是整理、整顿、清扫、清洁、素养。
3.1.1 整理:区分要与不要的东西,现场除了要用的东西以外,一切都不放置。
即未来一个月之内用不着的任何东西都可移出现场。
将“空间”腾出来活用。
3.1.2 整顿:要的东西依规定定位、定方法摆放整齐,明确数量,明确标示,既实现“三定”:定名、定量、定位。
不“浪费”时间找东西3.1.3 清扫:是指清除工作场所内的脏污,并防止脏污的发生。
设备/设施异常时马上修理,使之恢复正常。
3.1.4 清洁:是指整理、整顿、清扫之后要认真维护,并将上面的3S实施的做法制度化,规范化,维持其成果,保持完美和最佳状态。
3.1.5 素养:培养文明礼貌的习惯,按规定行事,自觉遵守纪律,人人都有良好的精神面貌。
3.2 “5S”委员会3.2.1 组长:张龙3.2.2 副组长:罗金泉3.2.3 组员:成型所有员工3.3 “5S”工序负责人就是指具体负责该片区管理事务的主管人(代主管人)或者工程师,其可以择优选择工序内各区域/线别的5S负责人。
4.0 权责4.1 5S委员会:负责5S规范的制定,5S规范的审查;各工序、部门5S水平的评价及5S活动的指导。
区域/线别5S负责人的岗位资格认证。
成型机操作规程
1 接通电源,打开空气压缩机,将通气换外模阀和通气换内模阀拨到通气档,打开机箱调好搓圆板,以坯料搓圆直径与高度为1:1最好。
2 打开电源开关,按下运行,输送带开始运行,调成型速度,以馅饼或小月饼20-30档,硬月饼15-28档为准;把调模对中拨至定位档,将坯料放在输送带左端,坯料会在饼模下停止前进,观察如果坯料在饼模左边,调加对中档位,反之,调少对中档位,若坯料在纵向于饼模不对中,调整搓圆机构,直至坯料对中饼模。
3 将调模对中拨至工作档,把外模调压阀调至0.2-0.4Mpa,内模调压阀调至0.1-0.3Mpa,调试好确定,将吹气调压阀调至0.1-0.4MPa,确定。
然后放定量坯料于皮带左端,观察打饼结果:
3.1 若花纹不清:减慢成型速度,加大成型压力(0.2-0.4MPa);
3.2 若饼变形飞边:
3.2.1 增加或减少外模调压压力
3.2.2 加快成型速度
3.3 若饼不出模、迟出模:增加吹气压力(0.1-0.45MPa);
3.4 若饼吹不出:则按手动脱模,若再未吹出坯料,则先停机,后断电断气,用手把饼清出。
3.5 若饼经常无法吹出,停机,把通气换内模阀拨到换内模档,再按停机换芯键,待内模打下后取出内模,检查内膜是否通气并清理内模至使通气不漏气,同时加大坯料给粉量。
4 安全须知
4.1 在通电通气开机情况下,距模具10cm范围内不得有作任何杂物。
4.2 换模时,一定确保机器停止运行,工作按钮拨至定位档。
4.3 在粘模时,应在断电断气情况下清理。
4.4 机身必须牢固接地。
拟制:张宇
审核:杨志敏批准:张红霞批准日期:2010-7-25。
型材成型流程范文第一步:材料准备在进行型材成型之前,首先需要准备所需的材料。
根据具体的需要,可以选择不同种类的金属或其他材料,并根据型材的使用环境和要求选择材料的物理和化学性能。
第二步:原材料切割通常情况下,原材料会准备成一定长度的棒状或板状。
在型材成型之前,需要根据所需尺寸将原材料进行切割。
切割可以使用机械切割工具,如剪切机,也可以使用激光切割机等高精度切割设备。
第三步:热处理有些金属材料在成型之前需要进行热处理,以改变材料的晶体结构和性能。
比如,热处理可以加强材料的硬度、强度和韧性,或者消除材料内部的应力和缺陷。
常见的热处理方法包括退火、淬火和回火。
第四步:型材成型型材成型是整个流程的核心步骤。
型材成型可以通过多种方式进行,常见的方式包括挤压、拉伸、滚轧、锻造和压铸等。
-挤压:将金属材料放入挤压机中,在一定的压力和温度条件下,通过挤出口挤出成型。
挤压可用于制造各种横截面形状的型材。
-拉伸:将金属材料加热至一定温度后,通过外力使其在塑性状态下,逐渐拉长成型。
拉伸可用于制造细长型材,如线材和钢丝。
-滚轧:将金属材料放入滚轧机中,通过多个辊轧制成型。
滚轧广泛用于制造板材、带材和型钢等。
-锻造:将金属材料放入锻造机中,在一定的压力和温度条件下,通过锻打和成型工具对金属进行加工。
锻造可用于制造各种形状的型材,对材料的内部结构有较大的影响。
-压铸:将金属材料加热至液态后,通过高压注入模具中进行成型。
压铸通常用于制造复杂形状的小型型材。
第五步:表面处理在型材成型完成后,通常需要对其表面进行一些处理,以提高外观和性能。
常见的表面处理方式包括抛光、喷涂和电镀等。
第六步:检验和质量控制在成型完成后,需要对型材进行检验和质量控制,以确保其符合要求。
检验可以通过目视检查、专用仪器或无损检测等方法进行,质量控制可以通过制定和遵守相关标准和规范来完成。
最后,经过以上几个步骤,型材成型的流程就基本完成了。
具体的型材成型流程会根据不同的材料和型材形状的要求而有所差异,但以上步骤是成型过程的主要内容。
注塑成型作业步骤注塑成型是一种常用的塑料加工方法,广泛应用于各个行业。
本文将为您介绍注塑成型的主要步骤。
1. 模具制作注塑成型的第一步是制作模具。
模具是注塑成型的关键,它决定了最终产品的形状和尺寸。
模具制作需要根据产品的要求进行设计,并采用合适的材料进行加工制造。
制作好的模具应具备高精度、高耐磨性和高耐用性。
2. 塑料颗粒熔化在注塑成型过程中,需要将塑料颗粒加热熔化。
通常使用注塑机来完成这一步骤。
注塑机通过加热和压力将塑料颗粒加热到熔化点,使其变成可塑性的熔融状态。
3. 模具注射熔化的塑料通过注塑机的注射系统被注入到模具中。
注塑机将熔融的塑料通过喷嘴注射到模具的注射孔中。
注射时需要控制好注塑机的温度、压力和注射速度,以确保注入模具中的塑料充分填充模具的腔室。
4. 冷却固化在注塑成型后,模具中的塑料需要进行冷却固化。
冷却时间的长短取决于塑料的种类和厚度。
冷却过程中,塑料会逐渐从熔融状态变为固态,同时也会随着温度的下降而收缩。
冷却时间的控制对于保证产品的尺寸稳定性非常重要。
5. 模具开启冷却固化后,模具会进行开启,将成型好的产品取出。
模具开启需要小心操作,以免损坏模具或产品。
通常会使用模具顶针或顶出机构将产品弹出模具。
6. 产品后处理取出的产品可能需要进行一些后处理,如去除毛刺、修整边缘等。
这些后处理步骤可以提高产品的外观质量和加工精度。
注塑成型作业的每个步骤都需要精确控制,以确保最终产品的质量。
同时,还需要根据具体的产品要求选择合适的塑料材料、模具设计和加工工艺。
注塑成型具有成本低、生产效率高等优点,广泛应用于电子、汽车、家电等众多领域。
随着科技的发展,注塑成型技术也在不断进步,为各行各业提供更好的解决方案。
成型检验规范作业指导书一、概述成型检验是生产中非常重要的环节之一,旨在确保产品质量符合要求,并提供准确的数据和指导,以便及时采取纠正措施。
本作业指导书旨在为成型检验工作提供准确的规范和指导,确保检验工作的准确性和一致性。
二、操作流程1. 准备工作1.1 确保检验设备完好,并进行必要的校准和维护。
1.2 准备检验记录表格和相应的文档。
1.3 检查成型设备和材料是否符合要求。
1.4 安排专业操作人员进行检验。
2. 开始检验2.1 按照成型产品的特性和要求,确定检验指标和方法。
2.2 根据产品规格,选择适当的样品数量。
2.3 根据检验标准,对样品进行收集和准备工作。
2.4 进行外观检验,包括颜色、表面平整度、尺寸等。
2.5 进行功能性能检验,包括硬度、抗张强度等。
2.6 进行功能性能长期稳定性检验,包括耐磨性、耐腐蚀性等。
2.7 记录并整理检验结果。
3. 分析结果3.1 根据检验结果,评估产品质量是否符合要求。
3.2 分析不合格产品的原因,确定纠正措施。
3.3 针对不合格产品,进行复检和追溯。
4. 编制报告4.1 根据检验结果和分析,编制检验报告。
4.2 报告要包括产品信息、检验标准、样品信息、检验结果和分析等。
4.3 报告中要明确不合格产品的处理方式和改进计划。
5. 归档和反馈5.1 将检验记录和报告归档,确保可追溯性和备份。
5.2 提供检验结果和分析反馈给相关部门和人员。
5.3 根据反馈和改进计划,优化成型检验工作流程和方法。
三、注意事项1. 严格按照操作流程进行工作,确保检验结果的准确性和一致性。
2. 对于特殊要求的产品,要根据相应的要求和标准进行检验。
3. 在进行检验之前,要确保检验设备的准确性和可靠性。
4. 对于不合格产品,要及时采取措施,确保不合格品的不流入市场。
5. 定期进行校准和维护工作,确保检验设备的正常运行。
6. 对于复杂产品的检验,可以考虑引入更先进的检验设备和技术。
四、总结本作业指导书提供了成型检验的详细操作流程和注意事项,旨在确保成型产品的质量符合要求,并提供准确的数据和指导。
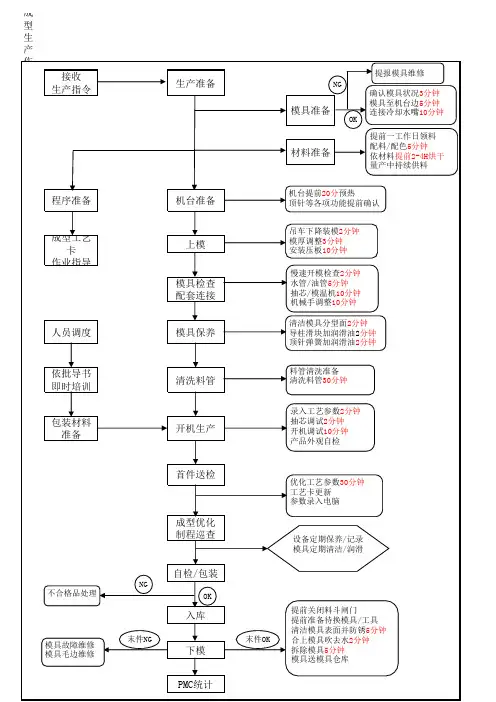
1.目的:建立成型生產流程規範,以確保流程順暢及產品品質,將生管開出之派工單,在業務與客戶的要求出貨日
前完成順利出貨。
2.範圍:成型生產過程中各工序作業之管制。
3.權責:
3.1生產計劃:生管、成型主管
3.2生產作業:現場主管幹部、所有作業員
3.3品檢:品管
3.4包裝入庫:包裝員
4.定義:無
5.作業內容:
5.1流程圖:如附件1
5.2 生產計劃:本單位主管依據生管排定之「生產進度表」安排各組生產,詳情參照「生產進度控制程序」。
5.3 領料:
5.3.1依據「生產指令表」核對「派工發料單」之數量、物料是否相符。
5.3.2依據生管開出生產之計劃「成型派工領料單」領料
5.3.3領料作業時與倉庫對點清楚,且開立「生管領料單」雙方簽名,並上帳于「進出庫狀況表」上。
5.4生產作業:
5.4.1備料:按生管之計劃表安排楦頭回轉與數量,按楦頭數量相應之鞋面,中底,大底備好在生產線上,將所備楦頭數量及鞋面數量按時間完填寫在看板牌上。
5
5.4.2 中底整型:具體參照「中底整型作業指導書」
5.4.3穿鞋帶:取綁好塑扣之鞋帶穿進,用鞋帶穿進眼織帶中,將鞋舌壓在下面。
5.4.4中底點膠:具體參照「楦頭貼中底作業指導書」。
5.4.5刷鞋面、中底、白膠:具體參照「鞋面刷白膠作業指導書」。
5.4.6拉幫:具體參照「車拉幫作業指導書」。
5.4.7縮頭:具體參照「縮頭車作業指導書」。
5.4.8鞋面蒸濕:具體參照「鞋面蒸濕機作業指導書」。
5.4.9入楦:具體參照「入楦作業指導書」。
5.4.10 攀前幫:具體參照「攀前幫作業指導書」。
5.4.11攀中幫:具體參照「腰幫作業指導書」。
5.4.12綁鞋帶:將穿好鞋帶之半成品鞋套入綁鞋帶的護舌片內(將鞋舌露在外面),并打結
5.4.13攀後幫:具體參照「後幫作業指導書」。
5.4.14烘後跟:具體參照「後跟加熱作業指導書」、
5.4.15壓鐵板燒:具體參照「壓鐵板燒作業指導書」、
5.4.16氣密式蒸濕:具體參照「氣密式蒸濕機作業指導書」。
5.4.17加硫:具體參照「真空加硫機作業指導書」。
5.4.18吸集砂布環帶磨平:具體參照「吸集砂布環帶磨平作業指導書」
5.4.19配大底:依據鞋面半成品配備應之大底排放在輸送帶上。
.
5.4.20劃線:具體參照「劃線機作業指導書」。
5.4.21UV照射:具體參照「UV照射作業指導書」。
5.4.22洗藥水:具體參照「洗藥水作業指導書」
5.4.23吸集塵修粗:具體參照「吸集塵修粗機作業指導書」。
5.4.24鞋面吹灰:將打過粗之鞋子用氣槍吹幹凈配雙在工作臺上。
5.4.25配大底,放鞋子:從輸送帶上輕拿成雙鞋子,正確的流水編號放置於中段擦膠的輸送帶上(將UV照射畢之大底按順序排放整齊) ,具體參照「烘箱作業指導書」
5.4.26擦膠:具體參照「擦膠作業指導書」。
5.4.27貼底:具體參照「貼底作業指導書」。
5.4.28萬能壓:具體參照「萬能壓底機作業指導書」。
5.4.29除膠:左手拿鞋子,右手拿除膠機由鞋頭至後跟再至鞋頭沿大底邊緣將膠線高的部份膠除幹凈,
操作時須用力均勻不可將鞋面或MD大底除破。
5.4.30 洗清潔整理:左手拿鞋子,右手拿擦布,沾少許清潔水,將鞋子汙髒部份清凈,沾膠部份用
生膠塊輕輕擦拭乾淨放回輸送帶上。
5.4.31 注膠:左手拿鞋子,右手拿注膠器針對脫膠部位注膠,後配雙放入吊藍,操作時注意不可積膠
之現象,具體參照「吊籃作業指導書」。
5.4.32 壓膠:用牛角將補膠之成品大底邊緣壓緊後放入冷凍箱,具體參照「冷凍定型機作業指導書」,
「上下壓底機作業指導書」,「前後側壓作業指導書」。
5.4.33 拔鞋帶:雙手從冷凍箱內拿出成雙鞋子置於工作臺上.將鞋帶解散,抽出鞋帶在鞋帶護舌片分類
置於籮筐內,將鞋子配雙置於輸送帶上。
5.4.34拔楦頭:具體參照「拔楦頭機作業指導書」
5.4.35車底線:具體參照「車底線作業指導書」
5.4.36剪線頭:左手拿鞋子,右手將浮出鞋面之線頭拉往鞋子裡面,再將超出中底一半之線頭剪掉,
操作時注意底面須拉緊。
然後用美紋膠帶將線頭尾端貼緊。
5.4.37上鞋墊:具體參照「上鞋墊作業指導書」
5.4.38塞紙團:右手取兩張土報紙揘成團狀,塞入鞋頭內,不同鞋型,不同size,塞入適當的土報紙,塞完
用手將鞋頭整平成楦頭形將。
5.4.39修改:針對品管打出來的成品鞋進行修改,品質異常或修改率多時須及時反映現場幹部或主管。
5.4.40穿鞋帶:具體參照「穿鞋帶作業指導書」。
5.4.41過防霉殺菌考箱:具體參照「防霉殺菌烤箱作業指導書」
5.4.42折內盒:具體參照「折內盒作業指導書」
5.4.43貼標:將鞋子左右腳鞋舌翻開,確定size,取規定之規格內盒,貼上同號之內盒標,貼內盒標時須貼正,貼緊,檢查內盒是否折得合乎品質。
5.4.44小包裝:具體參照「小包裝作業指導書」
5.4.45過金屬探測器:具體參照「過大型金屬探測器作業指導書」
5.5品檢:具體參照「不合格品管制程序」。
5.6包裝入庫:具體參照「大包裝作業指導書」、「成品倉作業指導書」。
5.7若個別型體流程與以上流程有差異,請具體參照各型體「制造流程說明書」
6.相關文件:
6.1生產進度控制程序CPAJ001
6.2 QC管制計畫表CPAF003
6.3不合格品管制程序CPAF004
6.4成品倉作業指導書CWCB032
6.5縮頭車作業指導書CWCC018
6.6中底整形作業指導書CWCB001
6.7楦頭貼中底作業指導書CWCB008
6.8車拉幫作業指導書CWCB005
6.9鞋面蒸濕機作業指導書CWCB006
6.10入楦作業指導書CWCB002
6.11攀前幫作業指導書CWCB009
6.12中幫作業指導書CWCB010
6.13輸送帶作業指導書CWCB037
6.14後跟加熱作業指導書CWCB013
6.15壓鐵板燒作業指導書CWCB014
6.16真空加硫機作業指導書CWCB021
6.17吸塵砂布環帶磨平作業指導書CWCB015
6.18劃線機作業指導書CWCB016
6.19UV照射作業指導書CWCD013
6.20洗藥水作業指導書CWCB018
6.21吸集塵修粗作業指導書CWCB019
6.22氣密式蒸機作業指導書CWCB039
6.23擦膠作業指導書CWCB020
6.24貼底作業指導書CWCB022
6.25吊籃作業指導書CWCB024
6.26烘箱作業指導書CWCB034
6.27萬能壓底機作業指導書CWCB023
6.28冷凍定型機作業指導書CWCB025
6.29車底線作業指導書CWCB027
6.30上鞋墊作業指導書CWCB028
6.31折內盒作業指導書CWCB031
6.32調膠站作業管理規範CWCB033
6.33後幫作業指導書CWCB011
6.34鞋面、中底白糊作業指導書CWCB003
6.35拔楦頭機作業指導書CWCB026
6.36鞋頭後套烘軟作業指導書CWCB038
6.37成型壓鞋頭機器作業指導書CWCB007
6.38熱風蒸氣整平機作業指導書CWCB004
6.39前後側壓機作業指導書CWCB044
6.40成型小包裝作業指導書CWCB035
6.41穿鞋帶作業指導書CWCB030
6.42烘線機作業指導書CWCB029
6.43成型壓鞋墊機器作業指導書CWCB045
6.44成型上下壓底機作業指導書CWCB040
6.45熱熔過膠機作業指導書CWCA010
6.46大包裝作業指導書CWCB048
6.47金屬探測器作業指導書CWAF04
6.48防霉殺菌烤箱作業指導書CWCB051
7.使用表單:
7.1成型派工領料單CRAJ006
7.2進出庫狀況表CRAI028
7.3廠領料單CRCA002
7.4補料通知單CRCA003
7.5補料用量表CRAL019。