危险化学品两重点一重大 的自动化控制和紧急停车系统
- 格式:doc
- 大小:59.00 KB
- 文档页数:11
危险化学品“两重点一重大”的自动化控制和紧急停车系统一、概述:众所周知,化工生产、储存过程中的介质,多为危险化学品,有着易燃、易爆、毒性、腐蚀性的特点;并且多在高温、高压条件下操作。
特别是大型化工装置,如:炼油厂、化肥厂等对自动化控制和安全联锁要求很高,一旦忽视此,即容易造成事故。
例如:美国德克萨斯炼油厂“3.23”事故即为此例!1.美国德克萨斯炼油厂火灾爆炸事故概述:2005年3月23日中午1时20分左右,英国石油公司(BP)美国德克萨斯炼油厂的碳氢化合物车间发生了火灾和一系列爆炸事故。
15名工人被当场炸死,170多人受伤。
许多装置被毁,爆炸波及周围8平方公里的范围,造成重大损失。
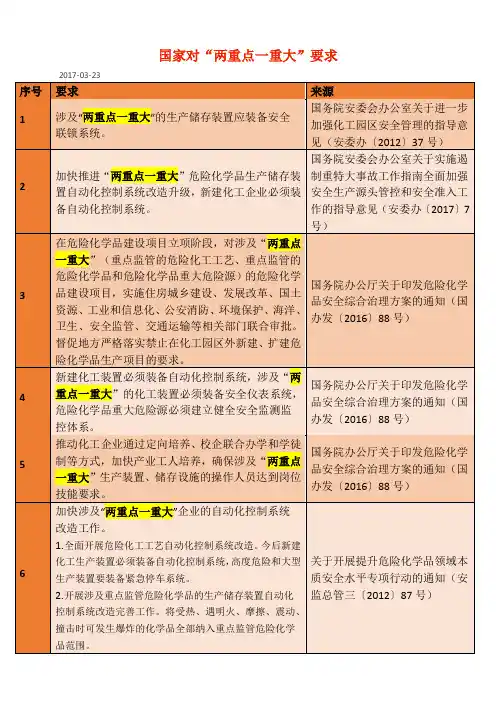
爆炸的发生是由于操作人员向分馏塔中过量进料并过度加热分馏塔造成的,当爆炸发生时,分馏塔内的液位几乎超过正常值的20倍,分馏塔上的两套液位指示报警均失效!同时装置开车时水蒸汽或N2使塔内压力突然升高,使大量液态烃进入临近放空塔,从塔顶泄出,遇到发动着的汽车(点火源)发生燃烧和爆炸!2.近年来国家安全生产监管总局多次发布相关文件对危险化学品“两重点一重大”自动化控制和紧急停车系统提出了严格要求,详细叙述如下:二、法规和标准要求1.安监总管三[2012]87号文《关于开展提升危险化学品领域本质安全水平专项行动的通知》在其工作目标中提到:“全面完成涉及重点监管危险化工工艺的化工装置、涉及重点监管危险化学品的生产储存装置和重大危险源(以下统称“两重点一重大”)的自动化控制系统改进,本质安全水平得到明显提升;对未经过正规设计的在役化工装置进行安全设计诊断,全面消除安全设计隐患……”。
在其重点任务中要求加快涉及“两重点一重大”企业的自动化控制系统改进工作。
2.“第一个重点”是:重点监管的危险化工工艺。
(1)2009年安监总管三[2009]116号文《国家安全监管总局关于公布首批重点监管的危险化工工艺目录的通知》中列出了15种重点监管的危险化工工艺1装置要在2012年底前全面完成自动化控制系统改造。
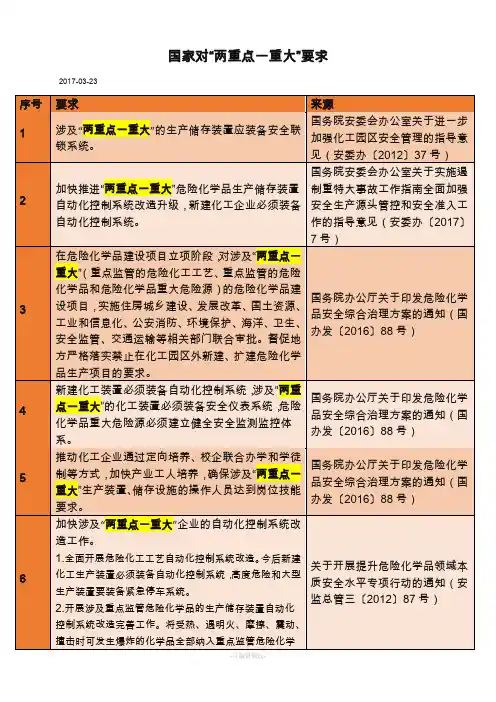
精细化工企业安全管理-自动化控制1自动化控制要求1.1涉及“两重点一重大”的生产装置和储存设施应设置紧急切断装置和自动化控制系统。
构成一级或者二级重大危险源的生产装置,应装备紧急停车系统。
1.2高危工艺装置应实现原料处理和投料、反应、后处理和产品储存(包装)等全流程自动化,高危工艺所在的厂房内同时布置的其他装置也应实现自动化。
涉及爆炸性危险化学品的工艺装置应实现自动化控制。
使用硝化物的工艺装置经工艺危险性分析具有爆炸风险的,应实现自动化控制。
1.3企业应在下列场所设置紧急停车按钮:——涉及高危工艺,因超温、超压可能引起火灾、爆炸的反应设备的现场。
——构成一级、二级危险化学品重大危险源的危险化学品的罐组防火堤外、泵站、装卸站。
1.4涉及易燃、有毒等固体原料经熔融成液体相变工艺过程的设施,应设置温度/压力远传、温度/压力超限报警、温度/压力与热(冷)媒或泄放系统联锁。
1.5可燃、有毒及强腐蚀性液体槽车充装应设置流量自动控制、高液位停止充装等功能。
1.6带有高液位联锁功能的可燃液体和类别1、类别2急性毒性的液体储罐应配备两种不同原理的液位计或液位开关,安全仪表系统高液位联锁测量仪表和基本控制回路液位计应分开设置。
危险化学品压力储罐应设置两套不同取源点的压力测量仪表,且其中至少一套具有远传功能。
1.7企业的仪表气源总管应设置压力测量仪表,实现远传、报警联锁功能。
1.8涉及危险化学品重大危险源的仓库除设置现场信号外,其室内的温度、湿度以及可燃/有毒气体浓度的监控信号应引入控制室集中监控,并做好仓库区室外气温、湿度、风速、风向等环境参数的监测。
1.9企业应针对以太网-先进物理层(Ethernet-APL)、远程通用I/O等新型工业控制网络中防腐、防爆、检维修等技术内容,编制相关规程并贯彻执行。
2自动化控制仪表2.1应根据精细化工生产的特点和需要,设置相应的基本过程控制系统(BPCS)、安全仪表系统(SIS)、可燃/有毒气体检测报警系统(GDS)。
危险化学品两重点一重大的自动化控制和紧急停车系统1. 自动化控制系统在危险化学品工业中的应用在危险化学品工业中,自动化控制是保障生产安全和提高生产效率的重要手段之一。
自动化控制可以避免人为操作错误导致的事故风险,并能够实时监测和控制化学品生产过程中的各个环节。
以下将重点介绍危险化学品工业中的两种自动化控制系统。
自动化控制系统一:计算机监控系统计算机监控系统是一种基于计算机技术的自动化控制系统,它通过实时采集、传输和处理各种数据信息,对危险化学品生产过程进行全面监控和控制。
该系统可以实时监测化学品的温度、压力、流量等重要参数,并对异常情况进行及时报警和处理。
同时,计算机监控系统还可以进行生产工艺的优化和调整,确保化学品的质量和产量达到预期目标。
自动化控制系统二:PLC控制系统PLC控制系统(可编程逻辑控制器)是一种常用于危险化学品工业的自动化控制设备。
它具有稳定可靠、反应速度快、可编程性强等特点。
PLC控制系统通过连接传感器、执行器等设备,实现对化学品生产过程的全面控制。
它可以根据预设的条件和逻辑判断,自动调节温度、压力、液位等参数,确保化学品的生产过程稳定和安全。
2. 紧急停车系统在危险化学品工业中的重要性危险化学品工业生产过程中,使用紧急停车系统可以实现对生产过程的及时停止,以应对突发的危险情况。
紧急停车系统具有以下重要功能:一重大:快速反应能力紧急停车系统能够实时监测工艺过程中的异常情况,并且在检测到事故风险时,迅速发出停车指令。
这种快速反应能力可以有效避免事故的发生,保护工作人员的安全。
二重点:灵敏度和准确性紧急停车系统能够对危险物料的泄漏、火灾、爆炸等情况作出准确的判断,并及时采取停车措施。
这种灵敏度和准确性可以最大程度地减小事故的影响范围,降低损失。
三重大:全面覆盖工艺流程紧急停车系统可以覆盖整个危险化学品生产过程中的每个环节,包括原料输入、反应过程、产物分离等。
这种全面覆盖能力可以确保在任何环节发生问题时,及时停止生产,避免事故的扩大。
两重点一重大(实用版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如成语大全、谜语大全、汉语拼音、美文、教案大全、实用模板、话题作文、写作指导、试题题库、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, this store provides various types of practical materials for everyone, such as idioms, riddles, pinyin, American writing, lesson plans, practical templates, topic essays, writing instructions, test question banks, other materials, etc. If you want to know different materials Format and writing, please pay attention!两重点一重大为严格管控“两重点一重大”危险化学品生产企业安全风险,有效遏制危险化学品重特大事故的发生,要进行“两重点一重大”安全监督检查,本店铺精心为大家整理两重点一重大,希望对你有帮助。
危险化学品“两重点一重大”的自动化控制和紧急停车系统一、概述:众所周知,化工生产、储存过程中的介质,多为危险化学品,有着易燃、易爆、毒性、腐蚀性的特点;并且多在高温、高压条件下操作。
特别是大型化工装置,如:炼油厂、化肥厂等对自动化控制和安全联锁要求很高,一旦忽视此,即容易造成事故。
例如:美国德克萨斯炼油厂“”事故即为此例!1.美国德克萨斯炼油厂火灾爆炸事故概述:2005年3月23日中午1时20分左右,英国石油公司(BP)美国德克萨斯炼油厂的碳氢化合物车间发生了火灾和一系列爆炸事故。
15名工人被当场炸死,170多人受伤。
许多装置被毁,爆炸波及周围8平方公里的范围,造成重大损失。
爆炸的发生是由于操作人员向分馏塔中过量进料并过度加热分馏塔造成的,当爆炸发生时,分馏塔内的液位几乎超过正常值的20倍,分馏塔上的两套液位指示报警均失效!同时装置开车时水蒸汽或N2使塔内压力突然升高,使大量液态烃进入临近放空塔,从塔顶泄出,遇到发动着的汽车(点火源)发生燃烧和爆炸!2.近年来国家安全生产监管总局多次发布相关文件对危险化学品“两重点一重大”自动化控制和紧急停车系统提出了严格要求,详细叙述如下:二、法规和标准要求1.安监总管三[2012]87号文《关于开展提升危险化学品领域本质安全水平专项行动的通知》在其工作目标中提到:“全面完成涉及重点监管危险化工工艺的化工装置、涉及重点监管危险化学品的生产储存装置和重大危险源(以下统称“两重点一重大”)的自动化控制系统改进,本质安全水平得到明显提升;对未经过正规设计的在役化工装置进行安全设计诊断,全面消除安全设计隐患……”。
在其重点任务中要求加快涉及“两重点一重大”企业的自动化控制系统改进工作。
2.“第一个重点”是:重点监管的危险化工工艺。
(1)2009年安监总管三[2009]116号文《国家安全监管总局关于公布首批重点监管的危险化工工艺目录的通知》中列出了15种重点监管的危险化工工艺装置要在2012年底前全面完成自动化控制系统改造。
危险化学品“两重点一重大”的自动化控制和紧急停车系统一、概述:众所周知,化工生产、储存过程中的介质,多为危险化学品,有着易燃、易爆、毒性、腐蚀性的特点;并且多在高温、高压条件下操作。
特别是大型化工装置,如:炼油厂、化肥厂等对自动化控制和安全联锁要求很高,一旦忽视此,即容易造成事故。
例如:美国德克萨斯炼油厂“3.23”事故即为此例!1.美国德克萨斯炼油厂火灾爆炸事故概述:2005年3月23日中午1时20分左右,英国石油公司(BP)美国德克萨斯炼油厂的碳氢化合物车间发生了火灾和一系列爆炸事故。
15名工人被当场炸死,170多人受伤。
许多装置被毁,爆炸波及周围8平方公里的范围,造成重大损失。
爆炸的发生是由于操作人员向分馏塔中过量进料并过度加热分馏塔造成的,当爆炸发生时,分馏塔内的液位几乎超过正常值的20倍,分馏塔上的两套液位指示报警均失效!同时装置开车时水蒸汽或N2使塔内压力突然升高,使大量液态烃进入临近放空塔,从塔顶泄出,遇到发动着的汽车(点火源)发生燃烧和爆炸!2.近年来国家安全生产监管总局多次发布相关文件对危险化学品“两重点一重大”自动化控制和紧急停车系统提出了严格要求,详细叙述如下:二、法规和标准要求1.安监总管三[2012]87号文《关于开展提升危险化学品领域本质安全水平专项行动的通知》在其工作目标中提到:“全面完成涉及重点监管危险化工工艺的化工装置、涉及重点监管危险化学品的生产储存装置和重大危险源(以下统称“两重点一重大”)的自动化控制系统改进,本质安全水平得到明显提升;对未经过正规设计的在役化工装置进行安全设计诊断,全面消除安全设计隐患……”。
在其重点任务中要求加快涉及“两重点一重大”企业的自动化控制系统改进工作。
2.“第一个重点”是:重点监管的危险化工工艺。
(1)2009年安监总管三[2009]116号文《国家安全监管总局关于公布首批重点监管的危险化工工艺目录的通知》中列出了15种重点监管的危险化工工艺1装置要在2012年底前全面完成自动化控制系统改造。
这15种重点监管的危险化工工艺为:○1光气及光气化工艺;○2电解工艺(氯碱);○3氯化项目;○4硝化工艺;○5合成氨工艺;○6裂解(裂化)工艺;○7氟化工艺;○8加氢工艺;○9重氮工艺;○10氧化工艺;○11过氧化工艺;○12胺基化工艺;○13磺化工艺;○14聚合工艺;○15烷基化工艺。
116号文中详细地说明了这15种的典型工艺、重点监控的工艺参数、安全控制的基本要求和宜采用的控制方式。
对此,黑龙江省安监局、发改委、工信委、住建厅四单位联合发出了《关于印发黑龙江省提升危险化学品领域本质安全水平专项行动实施方案的通知》(黑安监联字[2012]9号文)。
截止目前,我省59个在役重点监管危险化工工艺装置已全部完成了自动化改造工作。
(2)今年安监总管三[2013]3号文《国家安全监管总局关于公布第二批重点监管危险化工工艺目录和调整首批重点监管危险化工工艺中部分典型工艺的通知》中又补充了3个危险化工工艺:○1新型煤化工工艺;○2电石生产工艺;○3偶氮化工艺。
调整了8个重点监管的危险化工工艺。
3号文中详细地说明了这些典型工艺、重点监控的工艺参数、安全控制的基本要求和宜采用的控制方式。
文中要求涉及第二批重点监管危险化工工艺的化工企业在2014年底前完成自动化改造工作。
到目前需要重点监管的危险化工工艺已达18个。
3.“第二个重点”是:重点监管的危险化学品名录。
(1)2011年,安监总管三[2011]95号文《国家安全监管总局关于公布首批重点监管的危险化学品名录的通知》中列出了氯、氨等60个重点监管的危险化学品名录,同时要求相关企业装备功能完善的自动化控制系统。
同年安监总管三[2011]142号文中给出了首批重点监管的危险化学品安全措施和应急处理原则。
(2)今年又公布了安监总管三[2013]12号文《第二批重点监管危险化学品名录的通知》。
列出了氯酸钠、氯酸钾等14个重点监管的危险化学品名录,同时给出了安全措施和应急处置原则。
文件还要求相关企业积极开展涉及重点监管危险化学品的生产、储存设施自动化监控系统改造提升工作,高度危险和大型装置要依法装备安全仪表系统(紧急停车或安全联锁)并确保2014年底前完成。
4.“一重大”是:危险化学品重大危险源。
2(1)2009年发表了《危险化学品重大危险源辨识》GB18218-2009。
标准的全部技术内容为强制性的。
(2)2011年国家安监总局第40号令做出了《危险化学品重大危险源监督管理暂行规定》,此规定第三章第十三条要求:(一)重大危险源配备温度、压力、液位、流量、组分等信息的不间断采集和检测系统以及可燃气体和有毒有害气体泄漏检测报警装置,并具备信息远传、连续记录、事故预警、信息存储等功能;一级或二级重大危险源,具备紧急停车功能。
记录的电子数据的保存时间不少于30天。
(二)重大危险源的化工生产装置装备满足安全生产要求的自动化控制系统;一级或二级重大危险源,装备紧急停车系统(ESD)。
(三)对重大危险源中的毒性气体、剧毒液体和易燃气体等重点设施,设置紧急切断装置;毒性气体的设施,设置泄漏紧急处理装置。
涉及毒性气体、液化气体、剧毒液体的一级或二级重大危险源,配备独立的安全仪表系统(SIS)。
(四)重大危险源中储存剧毒物质的场所或者设施,设置视频监控系统。
以上措施可以有效地保证重大危险源的安全。
三、化工生产、储存装置中的自动化控制与紧急停车系统。
下面就以上相关文件中对于“两重点一重大”提出的自动化控制和紧急停车系统做个介绍:(一)概述:1.自动化控制定义:利用自动化仪表对工艺过程中的参数,如:温度、压力、物位、流量、成分等进行监测和控制。
2.自动化是保证生产装置生产安全操作、平稳运行、提高效率(高产、低耗)的基本条件和重要保证。
工业自动化仪表技术包括生产工艺过程中各种工况的检测、转换、显示和控制。
3.自动化仪表的分类:自动化仪表可简单地分为检测仪表、显示仪表、控制仪表、执行器四大类。
如图所示:3检测仪表流量压力物位温度成分分析显示仪表控制仪表指示仪记录仪累计器信号报警器屏幕显示器基地式调节器气动单元组合仪表电动单元组合仪表集散型控制系统DCS可编程控制器PLC可编程调节器工业控制机IPC组装式仪表计算机控制系统安全控制系统FSC执行器气动调节阀电动调节阀4.自动化仪表的主要品质要求:○1精确度:测量值与实际值的误差大小。
○2灵敏度:表示仪表对被测介质的参数变化的灵敏程度。
○3变差等。
5.工业控制仪表的发展:工业自动化仪表已从模拟仪表技术真正步入数字化和智能化技术领域。
(1)模拟仪表:包括基地式仪表,单元组合仪表(气动、电动)和组装式仪表。
○1基地式仪表:此仪表是把测量、显示、调节所有功能组装在一块仪表内。
是工业自动化仪表早期发展的产物,现在已经很少使用。
4○2单元组合仪表:国内生产的单元组合仪表主要为电动单元组合仪表DDZ-Ⅱ型(已淘汰),DDZ-Ⅲ型和气动单元组合仪表QDZ-Ⅳ。
(2)数字式控制仪表:包括智能数字化仪表、集散型控制系统(DCS),可编程控制器(PLC)及工业控制计算机(IPC)等。
○1智能数字化仪表:是利用微处理技术制成的一台数字化仪表,可以对被测参数进行测量、显示及控制,多用于小型装置或辅助生产装置,如水处理装置、换热站等。
○2集散型控制系统(DCS)作为当代先进科技结晶的集散型控制系统(DCS),自1975年问世以来,经过30多年的改进、发展,已经成为一种相当成熟的控制仪表。
DCS的重要特点是把过程控制、监视、信息管理有机地结合在一起,采用开放系统和标准的通讯协议,解决了不同厂家产品设备的互联问题。
由于采用了功能强大的工作站和32为微处理器,增加了程控、批量控制的能力。
新一代的DCS更注重于信息网络和管控一体化,技术特点体现在:a.单元结构功能齐全;b.完善的控制功能;c.丰富的窗口技术;d.速度>5~10Mbps的局域网通讯;e.采用通用化的UNIX或Windows操作系统,资源共享,信息集中管理,管控一体化;f.采用冗余、容错技术,故障自诊断技术,可靠性高;g.组合灵活,扩展方便。
现代DCS的基本设计思想是信息集中、控制分散、配置灵活、组态方便。
○3可编程控制器(PLC)可编程控制器(PLC)是与DCS同期发展并取得广泛应用的数字式控制仪表。
PLC早期开发的目的是为了取代继电器,实施程序(逻辑)控制。
通过编程进行逻辑运算,大大地提高灵活性。
PLC进行逻辑运算速度非常快,在逻辑控制上明显占有优势。
随着微电子技术的发展,PLC自身也在不断提高技术性能,拓宽应5用范围。
多数PLC采用高性能处理器及实时多任务操作系统,在更快速地进行逻辑控制的同时也普遍增加回路控制功能,向DCS应用领域渗透。
现代的PLC技术特点是:a.功能齐全(逻辑控制,回路控制);b.网络通讯功能增强;c.具有丰富的图形显示功能;d.编程标准化有利于PLC系统开放化。
○4工业PC机:近年来,工业自动化领域另一项发展很快的数字控制仪表是工业PC机控制(IPC)。
IPC采用的是通用的微处理器(CPU),可以具有很强的运算功能和速度。
通讯采用标准化总线,有丰富的图形显示及多媒体技术,采用通用性强的UNIX 或Windows实时多任务操作系统,可提供方便、友好的人机画面。
IPC较之原来的PC机在可靠性、抗干扰能力、模板设计方面都有了很大改进。
由于PC机价格低廉,所以IPC具有很好的性能价格比。
IPC采用的是模块化结构,系统构成,拓展十分灵活。
由于它具备的优点及性能,且可靠性在不断提高,在过程控制中会得到进一步的推广应用。
6.工业过程安全控制仪表的发展随着生产装置大型化、生产操作复杂化,对生产过程安全控制的要求越来越高。
安全控制的目的是:○1避免人员或生产设备的损伤;○2避免由于事故造成的环境污染;○3减少事故停车的损失。
安全控制一般包括两方面内容:○1信号报警:这是警告操作人员,生产操作已偏离正常工况,应引起警觉;○2联锁/停车系统,这是当生产将要发生事故时而采取的紧急措施,避免事故的放生,保障操作人员和相关设备的安全。
在早期的石油化工装置中,信号报警采用闪光报警器,联锁/停车系统则大多选用继电器或固态逻辑插卡。
由于DCS、PLC的出现,信号报警和联锁、停车6系统的实施有了新的发展,微处理器为报警信息储存、快速处理提供了良好的手段。
在考虑信号报警和联锁、停车系统设计时,应该遵循下列原则:○1系统的构成可选用有触点或无触点回路,但必须动作可靠。
○2信号报警节点可利用仪表内部节点也可另外设置报警接点。
重要的报警点和联锁、停车用的接点则应单独设置。
○3联锁、停车系统动作前应设置预报警信号。
为确保安全,重要的联锁(停车)故障检出器应设置两个或三个以上经逻辑“或门”发出信号,即2取1或3取2系统。