炼铁工艺设计原则
- 格式:docx
- 大小:12.88 KB
- 文档页数:4
高炉炼铁工艺设计规范一、设计原则1.安全设计优先。
设计应确保高炉炼铁过程的操作安全,避免事故的发生。
2.高效节能设计。
设计应力求最大限度地提高高炉的冶炼效率,减少能源的消耗。
3.环境友好设计。
设计应考虑降低对环境的污染,减少有害气体和固体废弃物的排放。
二、高炉炼铁主要工艺流程1.炉前处理。
包括铁矿石的预处理、燃料和还原剂的配制等。
2.炉内冶炼。
包括矿石还原、熔化和析出熔渣、生成高炉煤气等。
3.高炉煤气处理。
包括净化、干燥和利用高炉煤气。
4.高炉渣处理。
包括渣料的脱水处理和利用。
三、炉前处理1.铁矿石的配合比应合理,确保冶炼过程的稳定性和冶炼指标的达标性。
2.铁矿石的浸出特性要进行充分的实验研究,以确定浸出的最佳工艺参数。
3.高炉燃料的选择应综合考虑成本、环境友好性和能源的有效利用。
四、炉内冶炼1.高炉内部的结构设计应保证炉缸的良好通风,以保证冶炼过程中的燃烧效率。
2.炉缸内的冷却系统设计应考虑耐用性和冷却效果,以确保高效的冷却。
3.高炉炼铁时,应定期对高炉进行倒渣、换衬等操作,以保持高炉的正常运行。
4.高炉内的矿石还原过程应控制在适宜的温度和还原度范围内,以保证冶炼指标的达标。
五、高炉煤气处理1.高炉煤气的净化应采用适当的设备和工艺,以去除其中的有害物质和尘埃。
2.煤气的干燥设备应保证干燥效果良好,以确保后续的煤气利用过程的正常运行。
3.高炉煤气的利用应采用先进的技术,以最大限度地提高煤气的利用效率,并减少对环境的污染。
六、高炉渣处理1.高炉渣的脱水处理应采用适当的设备和工艺,以去除渣中的水分,并达到可使用的要求。
2.渣的利用应采用最佳工艺,如制砖、制磷肥等,以最大限度地提高渣的综合利用效率。
七、安全管理1.在工艺设计中应考虑高炉作业人员的安全,在设计中提供安全防护装置和设备。
2.并应为高炉作业人员提供防护用品和紧急避险通道,并进行相应的安全培训。
3.在设计中考虑高炉熔铁和高炉煤气的安全处理和防护,确保高炉作为整个冶炼系统的安全运行。
冶金行业炼铁工艺规程一、引言炼铁是冶金行业中最重要的工序之一,其工艺规程对于提高炼铁效率、降低能耗、改善产品质量具有重要意义。
本文将对炼铁工艺规程进行论述,包括炼铁工艺流程、技术参数、设备要求和操作规范等。
二、炼铁工艺流程2.1 原料准备炼铁过程中的原料主要包括铁矿石、焦炭和熔剂。
其中,铁矿石应具有一定的矿石品位和矿石结构,可以通过研磨、磁选等方式进行预处理。
焦炭作为还原剂和燃料,应具有一定的强度和热值,可以通过筛分、烘干等方式进行处理。
熔剂的选择应根据炼铁工艺流程和原料性质进行合理搭配。
2.2 炼铁炉料炼铁炉料是指将铁矿石、焦炭和熔剂按一定比例混合而成的混合料。
炉料的配制应根据炼铁炉型和工艺要求进行调整,以确保炉料的均匀性和适宜性。
2.3 炼铁冶炼过程炼铁冶炼过程主要包括还原、溶解、析出和渣化等步骤。
首先,焦炭在高温下与铁矿石发生还原反应,将其中的氧元素去除,得到还原铁。
然后,在高温下,还原铁与熔剂和渣相反应,使铁溶解在熔渣中,生成铁水。
最后,通过控制渣化过程,将不溶于铁水的杂质和杂质元素析出到渣相中,从而提高铁水的纯度。
2.4 炼铁产品处理炼铁产品主要包括炼铁渣和生铁。
炼铁渣是冶炼过程中产生的废渣,可以通过磁选、重选等方式进行处理和回收利用。
生铁作为最终产品,需要进行铸造、热处理和质量检验等工序,以满足不同需求的用户要求。
三、技术参数3.1 铁矿石品位铁矿石品位是指铁矿石中的铁元素含量,直接影响着炼铁的效率和产品质量。
一般来说,品位越高,炼铁效率越高,能耗越低。
因此,在选矿过程中应选择品位较高的铁矿石。
3.2 炉料比例炉料比例是指铁矿石、焦炭和熔剂在炼铁过程中的配比比例。
合理的炉料比例可以提高炼铁效率,降低能耗,保证炉料的稳定性和均匀性。
3.3 炉温和保温时间炉温是指进入炉内的炉料的温度,保温时间是指炉料在炉内的停留时间。
合理的炉温和保温时间可以提高炼铁的产量和质量,降低能耗。
3.4 渣化程度渣化程度是指杂质和杂质元素在炼铁过程中析出到渣相中的程度。
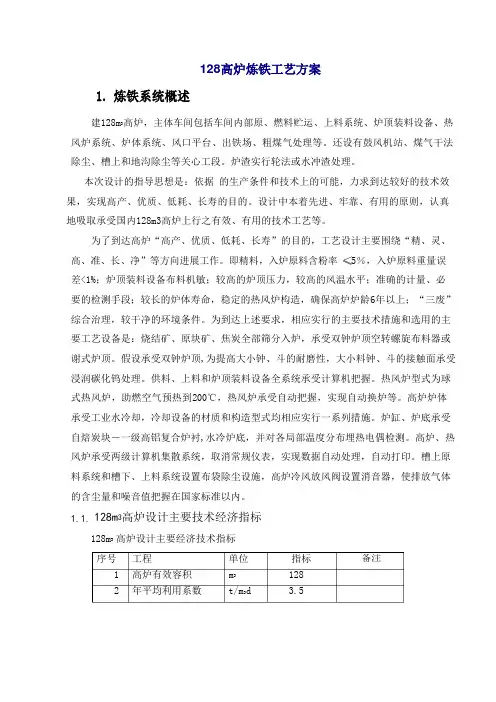
序号12 工程高炉有效容积年平均利用系数单位m3t/m3d指标1283.5备注128高炉炼铁工艺方案1.炼铁系统概述建128m3高炉,主体车间包括车间内部原、燃料贮运、上料系统、炉顶装料设备、热风炉系统、炉体系统、风口平台、出铁场、粗煤气处理等。
还设有鼓风机站、煤气干法除尘、槽上和地沟除尘等关心工段。
炉渣实行轮法或水冲渣处理。
本次设计的指导思想是:依据的生产条件和技术上的可能,力求到达较好的技术效果,实现高产、优质、低耗、长寿的目的。
设计中本着先进、牢靠、有用的原则,认真地吸取承受国内128m3高炉上行之有效、有用的技术工艺等。
为了到达高炉“高产、优质、低耗、长寿”的目的,工艺设计主要围绕“精、灵、高、准、长、净”等方向进展工作。
即精料,入炉原料含粉率≤5%,入炉原料重量误差<1%;炉顶装料设备布料机敏;较高的炉顶压力,较高的风温水平;准确的计量、必要的检测手段;较长的炉体寿命,稳定的热风炉构造,确保高炉炉龄6年以上;“三废”综合治理,较干净的环境条件。
为到达上述要求,相应实行的主要技术措施和选用的主要工艺设备是:烧结矿、原块矿、焦炭全部筛分入炉,承受双钟炉顶空转螺旋布料器或谢式炉顶。
假设承受双钟炉顶,为提高大小钟、斗的耐磨性,大小料钟、斗的接触面承受浸润碳化钨处理。
供料、上料和炉顶装料设备全系统承受计算机把握。
热风炉型式为球式热风炉,助燃空气预热到200℃,热风炉承受自动把握,实现自动换炉等。
高炉炉体承受工业水冷却,冷却设备的材质和构造型式均相应实行一系列措施。
炉缸、炉底承受自焙炭块-一级高铝复合炉衬,水冷炉底,并对各局部温度分布埋热电偶检测。
高炉、热风炉承受两级计算机集散系统,取消常规仪表,实现数据自动处理,自动打印。
槽上原料系统和槽下、上料系统设置布袋除尘设施,高炉冷风放风阀设置消音器,使排放气体的含尘量和噪音值把握在国家标准以内。
1.1.128m3高炉设计主要技术经济指标128m3 高炉设计主要经济技术指标5:210 11 12 风温水平 年工作日 高炉一代寿命℃日 年1100~1150350 6~8年3 年平均冶炼强度 t/m 3d 1.9254 入炉焦比 kg/t-Fe 5505 烧结矿使用率 % 90~956 渣铁比 kg/t 4607 综合矿入炉品位 % 608 炉顶煤气压力 kPa 609 混合煤气CO 含量% 181.2. 规模及物料平衡烧结矿 球团熔剂焦炭 7.48煤气铁水 3.56~ 3.9×10415 Nm 3/h水渣 7.821×128m 3高炉年产炼钢生铁17万t/年,主要物料平衡如下计算单位:万t/年 1.3. 产品及副产品 1.3.1. 生铁高炉炉容128m 3,设计利用系数3.5t/m 3.d ,年产炼钢生铁15万吨。

设计规范1总则1.0.1 为贯彻科学发展观和《钢铁产业发展政策》,保证高炉炼铁工艺设计做到技术先进、经济合理、节约资源、安全实用、保护环境,制定本规范。
1.0.2 本规范适用于高炉炼铁的新建&改造工程的工艺设计。
1.0.3 新建高炉的有效容积必须达到1000m3级以上。
沿海深水港地区建设钢铁项目,高炉有效容积必须大于3000m3。
1.0.4 工艺设计应以精料为基础,采用喷煤、高风温、高压、富氧、低硅冶炼等炼铁技术。
“十字”方针:高效、优质、低耗、长寿、环保1.0.5 高炉炼铁工艺设计除应执行本规范的规定外,尚应符合国家现行有关标准、规范的规定。
2术语高炉有效容积effective volume of blast furnace高炉有效高度高炉有效容积利用系数作业率焦比煤比小块焦比燃料比炼铁工序单位能耗富氧率3基本规定3.01 高炉应分为1000m3,2000m3,3000m3,4000m3,5000m3炉容级别。
每个级别应代表一个高炉有效容积范围。
3.0.2 高炉炼铁工艺设计,应按本规范的要求落实原料、燃料的质量和供应条件。
3.0.3 高炉炉容应大型化,新建高炉车间或炼铁厂的最终规模宜为2~3座。
3.0.4 高炉炼铁工艺设计应结合国情、厂情进行多方案比较,经综合分析后,提出推荐方案。
3.0.5 高炉炼铁工艺设计,必须设置副产物&能源的回收利用设施。
节能、降耗&环保设施应与高炉主体工程同时设计,同时施工,同时投产。
3.0.6新建或改建的高炉及附属设施应执行国家关于废气、废水、固体废弃物、噪声等有关法规和规定。
3.0.7 在选择高炉设备时应提高设备的可靠性和监控水平。
3.08 熔融状态的铁水、熔渣采用铁路或厂区道路运输。
进入高炉的固体废弃物料和运出的物料宜采用胶带运输。
4原料、燃料和技术指标4.1 原料和燃料的要求4.1.1 入炉原料应以烧结矿和求团矿为主,应该用高碱度烧结矿,搭配酸性球团矿或者部分块矿,在高炉中不宜加入溶剂。
冶金炼铁工艺标准冶金炼铁是一项重要的工艺,用于将铁矿石转化为纯净的金属铁。
早在古代,人类就开始使用炼铁技术,如今,随着科技的进步和工艺的不断完善,冶金炼铁已经成为一个高度规范化的行业。
本文将从炼铁工艺的各个环节,介绍相关的标准和规程,以期提高冶金炼铁工艺的质量和效率。
1. 原料准备原料准备是冶金炼铁工艺的第一个环节。
其中包括铁矿石的选矿、磨矿和配料等过程。
为了确保原料的质量和性能,必须有严格的标准和规程。
例如,在选矿环节,应该根据铁矿石的成分和矿石的矿物组成,选择适当的矿石。
同时,磨矿的过程中,需要控制颗粒大小和均匀性,以确保后续工艺的顺利进行。
在配料环节,应根据不同的炼铁工艺和原料特性,合理选择和配比原料。
这些标准和规程的执行,有助于提高炼铁工艺的效率和金属铁的质量。
2. 炉料预处理炉料预处理是冶金炼铁工艺的重要环节,包括炉料的预热、预还原、预干燥等过程。
在这些过程中,必须符合一系列标准和规程,以确保炉料的温度和含氧量控制在适当的范围内。
例如,在炉料的预热过程中,需要根据炉料的类型和性质,确定适当的加热温度和时间。
同时,在预干燥过程中,需要控制炉料的含水量,以减少在炉内的蒸汽和水汽的形成。
这些标准和规程的落实,可以提高炉料的燃烧效率和炼铁过程的稳定性。
3. 炼铁工艺炼铁工艺是冶金炼铁的核心环节,包括高炉炼铁、直接还原炼铁、电解炼铁等多种工艺。
针对不同工艺,有相应的标准和规程。
例如,在高炉炼铁中,应根据高炉炉容和炉型,控制炉温、炉压和炉内气氛,以确保炼铁过程的稳定性和金属铁的质量。
同时,直接还原炼铁中,需要保证还原效率和还原反应的选择性。
这些标准和规程的执行,有助于提高炼铁工艺的效率、降低能耗和减少环境污染。
4. 炼铁设备炼铁设备是冶金炼铁工艺的重要组成部分,包括高炉、还原炉、电解槽等。
为了确保设备的正常运行和长寿命,必须有严格的标准和规程。
例如,在高炉的设计和制造过程中,需要符合相关的机械设计和安全标准,保证设备的结构强度和稳定性。
冶金行业炼铁工艺规范引言:随着工业化进程的不断推进,冶金行业的发展日趋重要。
炼铁作为冶金行业的重要环节,其工艺规范对于保证产品质量和生产安全至关重要。
本文将就冶金行业炼铁工艺规范进行探讨,包括工艺流程、设备要求、能源利用等方面,并就几个关键问题进行深入分析。
1. 前处理工艺前处理工艺是指将铁矿石进行预处理,以提高炼铁过程中的矿石可用性和冶炼效率。
常见的前处理工艺包括矿石的粉碎、矿石的磁选、矿石的浸出等。
其中,矿石的粉碎是指将原始矿石进行细碎,以提高矿石的可用性。
矿石的磁选是指利用矿石的磁性差异进行分选,以去除其中的杂质。
矿石的浸出是指使用酸和碱溶液将矿石中的杂质进行溶解,以实现纯化的目的。
2. 高炉冶炼过程高炉冶炼是炼铁的核心环节,其工艺规范对于保证产品质量和节能减排具有重要意义。
在高炉冶炼过程中,关键问题包括颗粒物的控制、燃烧控制、原料配比等。
颗粒物的控制主要是通过合理设计高炉的布料系统和炉顶除尘设备,降低颗粒物排放量。
燃烧控制主要是通过优化燃烧条件,提高煤气的利用率,并采用先进的燃烧技术,减少燃烧产生的氮氧化物排放。
原料配比包括铁矿石品种和比例的选择,以及合理利用废旧钢铁。
3. 钢渣处理工艺钢渣是高炉冶炼过程中产生的一种副产品,其综合利用对于资源的高效利用和环境保护具有重要意义。
钢渣处理工艺包括磨碎、磁选、矿石浸出等。
磨碎是指将钢渣进行细碎,以提高钢渣的活性和可用性。
磁选是指利用钢渣的磁性差异进行分选,以得到高纯度的钢渣。
矿石浸出是指使用酸和碱溶液将钢渣中的有害物质进行溶解,以实现钢渣的纯化和回收。
4. 能源利用与节能减排能源利用与节能减排是冶金行业炼铁工艺规范的重要组成部分。
常见的能源利用方式包括高炉煤气发电、余热回收、焦炉煤气利用等。
高炉煤气发电是指利用高炉煤气中的热能发电,以提高能源利用效率。
余热回收是指利用高炉余热进行蒸汽发电、供热等,以实现能源的综合利用。
焦炉煤气利用是指将焦炉煤气作为燃料,用于高炉冶炼过程中的燃烧,以减少能源消耗。
冶金炼铁工艺标准概述:炼铁技术是冶金行业中的关键环节,对于保障国家工业发展和经济建设具有重要意义。
本文将对冶金炼铁工艺标准进行探讨,从原料准备到成品冶炼等方面,系统介绍炼铁工艺相关规范与标准。
一、原料准备铁矿石是炼铁的主要原料,选择合适的矿石对于冶炼质量起着决定性作用。
针对铁矿石的标准,应关注硫含量、含水率、灰分、磷含量等物理与化学指标。
此外,还需对矿石的粒度、堆密度等进行规范,以提高炉料的均匀性和流动性。
二、高炉冶炼工艺高炉冶炼是冶金炼铁的核心步骤,以铁矿石还原为铁的同时,产生大量的炉渣。
为保证高炉冶炼正常进行,需要建立高炉冶炼工艺的相关规范。
包括适宜的高炉煤气含量、炉渣成分与性能、温度控制、高炉压差、吹风等要素的规定,确保高炉冶炼过程的稳定性和高效性。
三、炼铁副产品处理炼铁过程中,除了铁的冶炼,还产生了多种副产品,如炉渣、煤气、焦炭灰等。
这些副产品的处理对于环保和资源利用具有重要意义。
在处理炼铁副产品方面,需建立相关规范,包括炉渣的综合利用、煤气的净化与回收、焦炭灰的资源化利用等,以最大程度减少环境污染和资源浪费。
四、成品冶炼经过高炉冶炼后,产生的铁水需要进行后续处理,以得到满足市场需求的成品铁材。
成品冶炼阶段需建立相关工艺标准,包括转炉冶炼、电炉冶炼、连铸等。
这些工艺在炼铁工业中起着重要作用,通过对冶炼工艺要素的规范,确保成品的质量、性能以及生产效率。
五、质量检测与监控炼铁工艺标准还应包含质量检测与监控方面的要求。
通过建立质量检测的标准与方法,对炼铁过程中的关键工艺参数进行实时监测,可以及早发现问题并采取相应措施,确保生产质量和安全。
同时,建立合理的质量管理体系,进行产品质量追溯与溯源,提高市场竞争力和消费者信任度。
结语:本文主要探讨了冶金炼铁工艺标准,从原料准备、高炉冶炼、炼铁副产品处理、成品冶炼以及质量检测与监控等方面进行了论述。
通过建立合理的规范与标准,可以保证炼铁工艺的稳定性、高效性和质量可控性,推动我国冶炼技术向更高水平发展,为国家经济建设和工业发展作出贡献。
1.炼铁工艺设计原则: 先进性经济性可靠性;2.有效容积利用系数ηv (t/m3·d):每立方米高炉有效容积每天生产的合格生铁量。
3.焦比K (Kg/t铁):冶炼每吨合格生铁所消耗的焦碳量,一般焦比400~600Kg/t,大炉取小值,小炉取大值。
4.冶炼强度I(t/m3·d):每立方米高炉有效容积每天燃烧的燃料量一、车间规模的确定:由全厂金属平衡决定,并考虑与原燃料资源条件相适应1、高炉座数的确定:金属平衡和煤气平衡(一般以2~4座为宜)太少:检修时影响全厂铁水和煤气供应太多:运输紧张,生产率低2,、高炉有效容积(Vu)的确定:钟式高炉:大钟开启时大钟下沿距铁水中心线这段距离所对应的容积无钟高炉:溜槽垂直位置下沿距铁水中心线这段距离所对应的容积3、平面布置应遵循的原则:安全,方便只有一个出铁场,中、小高炉:一列式、并列式多铁口的大、中型高炉:岛式、半岛式二、高炉本体设计1、高炉炉型五段式炉型:炉喉、炉身、炉腰、炉腹、炉缸。
适应了高炉内炉料流和煤气流的运动规律。
2、炉缸、炉底工作环境:高温、渣铁化学侵蚀、气—固—液—粉多相冲击。
高炉长寿的关键3、炉底、炉缸作用:储存渣铁、保证燃烧空间4、死铁层作用:减少铁水环流速度(隔绝铁水流动对炉底的冲刷侵蚀)、(其相对固定的热容)有利于炉底温度的均匀稳定5、矮胖型的优点:a:有利于改善料柱的透气性,稳定炉料和煤气流的合理分布,并减轻炉料和煤气流对炉身和炉胶的冲刷。
b:炉缸容积较大,死铁层较深,可减少渣铁环流对炉底炉缸砖衬的冲刷。
c:风口数目增加有利于高沪的强化冶炼。
6、炉衬是由耐火砖、耐火材料组成的衬里高炉炉衬的作用:减少高炉的热损失;构成高炉的工作空间;保护炉壳和其它金属结构免受热应力和化学侵蚀;炉衬材质:1、陶瓷质耐材(主要由Al203组成)特点:此类耐材具有耐磨,抗渣铁浸蚀能力强,但耐急冷急热性(热震)差,易剥落的特点。
2、C质耐材:抗热震能力强,导热性高,抗渣铁能力强,但易氧化的特点,所以风口附近不能用。
冶金冶炼工艺规范随着工业的发展,冶金冶炼工艺在各个行业中扮演着重要的角色。
为了确保工艺操作的安全和高效,制定和遵守冶金冶炼工艺规范尤为重要。
本文将分为四个部分,分别介绍冶金冶炼工艺规范的概述、冶金冶炼工艺的基本原则、常见的冶金冶炼工艺及其规范要求以及冶金冶炼工艺规范的执行与监督。
一、冶金冶炼工艺规范概述冶金冶炼工艺规范是为了确保冶金冶炼过程的安全、高效和环保而制定的一系列指导性文件。
这些文件涵盖了冶金冶炼过程的各个环节,从原料处理到最终产品的生产都有相应的规范要求。
冶金冶炼工艺规范旨在提供操作指南,确保工艺操作符合工业标准和行业要求。
二、冶金冶炼工艺的基本原则1. 安全原则:冶金冶炼过程可能存在一些危险因素,例如高温、高压等,因此安全是冶炼操作的首要原则。
各个环节的操作人员应受过相关培训,并严格遵守相关安全规定,采取必要的防护措施。
2. 质量原则:冶金冶炼产品的质量直接影响着下游工业的生产效果和产品品质。
因此,冶金冶炼过程中的各项控制参数和工艺要求必须达到规定的标准,以保证最终产品的质量。
3. 环保原则:冶金冶炼过程产生的废气、废水和固体废物对环境会造成污染。
冶炼厂要积极采取环保措施,减少对环境的影响,并符合国家环保法律法规的规定。
4. 节能原则:冶金冶炼过程消耗大量的能源。
为了保障资源的可持续利用,冶炼厂应采取节能措施,优化工艺流程,减少能源消耗。
三、常见的冶金冶炼工艺及其规范要求1. 炼铁工艺:炼铁是冶金冶炼中最常见的工艺之一,其规范要求包括原料选用、高炉操作、铁水处理等方面。
在高炉操作中,需要确保炉温、风量、矿石成分等参数符合要求,并对炉渣、煤气进行合理处理。
2. 炼钢工艺:炼钢是将生铁转化为钢的工艺过程。
炼钢的规范要求涉及到炼钢炉的操作、冶炼温度、合金加入比例等方面。
同时,还需做好钢水的净化、调温、调质等工艺控制。
3. 有色金属冶炼工艺:有色金属冶炼包括铜、铝、锌、铅等金属的冶炼过程。
工艺规范要求主要涵盖金属矿石的选矿、冶炼温度、炉型选择以及废渣和废水的处理等。
1•炼铁工艺设计原则:先进性经济性可靠性;
2•有效容积利用系数n v (t/m3 • d):每立方米高炉有效容积每天生产的合格生铁量。
3•焦比K (Kg/t铁):冶炼每吨合格生铁所消耗的焦碳量,一般焦比400~600Kg/t,大炉取小值,小炉取大值。
4•冶炼强度I (t/m3 • d):每立方米高炉有效容积每天燃烧的燃料量
一、车间规模的确定:
由全厂金属平衡决定,并考虑与原燃料资源条件相适应
1、高炉座数的确定:金属平衡和煤气平衡(一般以2~4座为宜)太少:检修时影响全厂铁
水和煤气供应
太多:运输紧张,生产率低
2、、高炉有效容积(Vu )的确定:
钟式高炉:大钟开启时大钟下沿距铁水中心线这段距离所对应的容积
无钟高炉:溜槽垂直位置下沿距铁水中心线这段距离所对应的容积
3、平面布置应遵循的原则:安全,方便
只有一个出铁场,中、小高炉:一列式、并列式
多铁口的大、中型高炉:岛式、半岛式
二、高炉本体设计
1、高炉炉型五段式炉型:炉喉、炉身、炉腰、炉腹、炉缸。
适应了高炉内炉料流和煤气流的运动规律。
2、炉缸、炉底工作环境:高温、渣铁化学侵蚀、气一固一液一粉多相冲击。
高炉长寿的关键
3、炉底、炉缸作用:储存渣铁、保证燃烧空间
4、死铁层作用:减少铁水环流速度(隔绝铁水流动对炉底的冲刷侵蚀)、(其相对固定
的热容)有利于炉底温度的均匀稳定
5、矮胖型的优点:
a:有利于改善料柱的透气性,稳定炉料和煤气流的合理分布,并减轻炉料和煤气流对炉身和炉胶的冲刷。
b:炉缸容积较大,死铁层较深,可减少渣铁环流对炉底炉缸砖衬的冲刷。
c:风口数目增加有利于高沪的强化冶炼。
6、炉衬是由耐火砖、耐火材料组成的衬里高炉炉衬的作用:
减少高炉的热损失;构成高炉的工作空间;保护炉壳和其它金属结构免受热应力
和化学侵蚀;
炉衬材质:
1、陶瓷质耐材(主要由AI203组成)
特点:此类耐材具有耐磨,抗渣铁浸蚀能力强,但耐急冷急热性(热震)差,易剥落
的特点。
2、C质耐材:抗热震能力强,导热性高,抗渣铁能力强,但易氧化的特点,所以风口附近不能用。
高炉内衬设计:
1、炉底、炉缸的工作环境及破损原因:a:热应力破损和铁的渗透; b :高温渣铁环流破损;c:碱金属,重金属的沉积;d:操作和原料成分的波动
在以上破坏机理中,热应力破损和铁的渗透是最主要的破坏方式
考虑主要的破坏机理,设计时考虑:
a加快热传递,降低温差△ t (美国“ VCAR ”为代表的热压小C砖结构)
b•降低铁水渗透侵蚀(法国“ SAVOIC ”为代表的陶瓷杯结构)
2炉腹、炉腰及炉身中下部:
1、破损机理:
i)下降炉料及上升高温、高压煤气的磨损,这里的磨损相当严重,特别是炉腹部位
ii)初渣的侵蚀,初渣含大量FeO, MnO等,流动性好,易与砖中Si02反应而侵蚀耐材iii)碱金属和锌蒸汽造成的碳素沉积和化学反应。
3炉身上部与炉喉:
破损机理:
a•机械力破损(最主要的原因)包括固体炉料的撞击与磨损;气流的冲刷等。
b.炉喉部位,还有装料时温度的剧变。
三、高炉冷却设计
1、冷却目的:a保护耐材,维护合理炉型;b确保形成稳定渣皮;c保护钢结构(炉壳、支撑结构等)
2、冷却介质(热容量大,导热能力好,价廉,易获得):主要用水,和电、风、汽化等。
3、冷却设备:
a光面冷却壁:冷却强度大、冷却均匀。
多用于炉底,炉缸部位
b镶砖冷却壁:特点:耐磨、耐冲刷,易结渣皮代替炉衬的工作。
多用于炉腹、炉腰以及炉身中下部
c带凸台的镶砖冷却壁:除具有一般镶砖冷却壁的优点以外,还起到了对上部砖衬的支托作用使用冷却壁的优点:
炉壳开孔少,密封性和强度好,冷却均匀,炉衬内壁光滑,下料阻力小。
冷却板特点(插入式):(适合于厚炉衬)
冷却强度大(铜),可维持较厚的砖衬,由于插入砖衬中,故和砖的接触面较大,冷却效果较好,同时也能支承砌体。
但冷却不均匀,炉衬侵蚀后凸凹不平,影响炉料下降,炉壳开孔多,密封性差。
、4、炉底冷却::多采水冷炉底
5、风口冷却:风口装置前端由大、中、小三个水套组成。
对风口的冷却就是指对这三个套主要是小套的冷却。
损坏原因主要是铁水的熔损和炉料(焦炭、煤粉)的磨损。
延长风口寿命的措施有:
1)提高水速、水压(提高冷却强度)
2)改进材质、结构(即要考虑导热好,如用纯度高的Cu,又要考虑耐磨,可喷涂耐磨涂料)
3)改进水质(如用纯水闭路循环)
4)改进喷枪结构(减少磨损)
6、高炉钢结构与基础
支撑结构设计的原则:承重部位不受热,受热部位不承重。
同时还要考虑到炉前工作空间的大小。
四、高炉车间原料系统
1、混料目的:(采取平铺直取法)以稳定入炉成分
2、高炉上料方式:
皮带上料比料车上料的优点:
①连续上料能力大,满足大高炉供料要求;
②改善了炉顶受力状态,使之不受钢绳水平力;
③皮带上料料流均匀;
④设备维修简单,寿命长;
⑤矿槽远离高炉,有利于高炉炉前布置
一般推荐<1500m3的高炉多采用料车上料
3、布料:将炉料合理的分布入炉喉,要求在半径方向合理分布,在圆周方向上尽量均匀(偏析现象)
4、炉顶裝料装置的发展:单钟式、双钟式、钟阀式及三钟四钟式、无钟炉顶
5、无钟炉顶(相对钟式炉顶)的特点:
1、以溜槽代钟布料,布料方式灵活,布料合理。
2、以阀代钟密封(以小面积代替大面积密封)密封效果好。
3、造价低,资金回收快(约2年),维修量少,工作可靠,实际生产日期长。
五、高炉送风系统
1、热风炉的工作式间歇式的,燃烧-储存-高炉
2、热风炉分类:
内燃式:燃烧室和蓄热室在一个外壳内一考贝式、改造型(霍戈文式)
外燃式:将燃烧室独立出来-科泊式、地得式、马琴式、新日铁式
顶燃式:燃烧室在蓄热式的顶部
3、燃烧室的形状(利于气流分布并结构稳定):圆形、眼睛形、复合型
4、内燃式特点:
a悬链式拱顶
b拱顶与大墙分离
c大量采用相互独立的砌体结构,留有膨胀缝避免了由于温度不同使砌体产生的的内
应力而造成砌体破坏(隔墙)
d大量采用组合砖以提高砌体的稳定性和整体性。
(拱顶)
e在隔墙下部两层砖之间夹一块钢板和耐材填料,降低△ t,防止短路。
f从矩形陶瓷燃烧器代替金属套筒燃烧器,改善燃烧。
5、外燃式热风炉特点:
①结构稳定(两室分开,且有波纹管相连可以单独胀缩)
②燃烧室及拱顶结构形式有利于烟气分布,T风高。
③占地多,投资多。
6、顶燃式热风炉特点:
①蓄热室面积大,气流分布均匀,可获得高风温
②消除了内燃式热风炉隔墙开裂的问题
③燃烧器装在拱顶,整个结构简练合理,投资少
六、高炉煤气系统
1、喷煤对高炉的影响主要有三个:①炉缸煤气量增加;②料柱阻损增加;③T理降低
由此看出,喷煤会使AP上升,透气性变坏,T理下降
2、富氧对高炉的影响:①炉缸煤气量减少;②料柱阻损降低;③T理增高
3、回收利用的方法:烧热风炉、锅炉、加热炉等;余压发电;富化还原气。
净化方法:湿法除尘:喷水雾化;干法除尘:过滤。
干法除尘是今后除尘设备的发展方向
4、湿法除尘:重力除尘器(粗除尘)、炉顶余压发电设备一TRT余压发电
5、干法除尘:布袋除尘器(除尘效果取决于:①
七、渣铁处理设备
出铁场:为减少渣中带铁,将主沟做成T型结构,
温控;②布袋质量)以保证渣铁分离。