高铬钢球铸造过程中的工艺关键点
- 格式:doc
- 大小:28.50 KB
- 文档页数:1
钢球浇铸作业指导书第一篇:钢球浇铸作业指导书一、引言钢球是一种常见的工业原料,用于各种机械设备的生产制造中。
钢球浇铸作业是生产过程中的一项重要工作,它直接影响着产品的质量和性能。
本文将为大家详细介绍钢球浇铸作业的步骤和注意事项,以帮助操作人员正确进行作业,确保生产的顺利进行。
二、作业步骤1. 准备工作在进行钢球浇铸作业之前,首先要做好充分的准备工作。
包括:检查各种设备是否正常运转,准备好所需的原材料和工具,保证作业环境的安全和整洁。
2. 配制合金液将所需的合金原料按照一定的比例加入到熔炉中,加热并搅拌均匀,直至完全熔化。
注意要根据具体的要求和工艺配制合适的合金液,并严格控制熔炼的温度和时间,以确保所得的合金液质量合格。
3. 注入模具将预先准备好的模具放置在工作台上,根据需求和产品规格,将合金液缓慢而均匀地注入模具中。
在注入过程中要注意控制注液的速度和压力,避免出现气泡和浮渣等可能影响产品质量的问题。
4. 待冷却注入完成后,将模具放置在通风良好的地方,等待合金液的冷却固化。
根据具体的生产要求,冷却时间可有所不同,一般需要等到合金液完全凝固后方可进行下一步操作。
5. 模具打开待合金液完全凝固后,将模具放置在卸模机上进行卸模。
注意在卸模过程中要轻柔细致,避免对钢球产生损坏,同时要及时清理模具内的残留物。
6. 清理和整理取出卸模后的钢球,对其进行清理和整理。
首先要使用抛光机等工具将表面的氧化物和杂质去除,然后按照规格进行分装和分级。
7. 产品质检对浇铸完成的钢球产品进行质检,检查其表面光洁度、尺寸精度、硬度等指标是否符合要求。
如发现质量问题,应立即进行整改,确保产品质量合格。
三、注意事项1. 安全第一作业人员在进行钢球浇铸作业时,要时刻注意安全,穿戴好防护设备。
严禁在作业过程中随意触摸设备和材料,避免发生意外事故。
2. 加热控制合金液的熔炼过程中,要严格控制加热的温度和时间,确保熔炼的充分和均匀。
过高的温度和过长的熔炼时间都可能导致合金液质量下降。
试分析高铬铸铁的生产工艺要点摘要:近年来,国内对高铬铸铁的生产形成了一套较为统一和科学的生产方法和体系,但在具体生产工艺上,仍有很多值得注意的地方,文章结合生产实际对高铬铸铁的生产工艺要点进行了分析,这对提高和改进高铬铸铁的生产工艺具有重要意义。
关键词:高铬铸铁;生产工艺;要点目前我国高铬铸铁的生产工艺研究稳步推进。
已经形成了较为统一和科学的生产工艺和体系,但是国内高铬铸铁铸件的质量却参差不齐,在实际生产过程中还有很多需要引起我们注意的问题,文章结合对高铬铸铁的生产工艺的多年研究和生产实践,详细论述了高铬铸铁生产工艺中的常见要点,希望能为高铬铸铁的生产提供有力的参考。
1高铬铸铁生产工艺简述在铸铁铁件生产领域,高铬铸铁的生产和应用一直备受关注,由于高铬铸铁的优良的耐磨性和抗氧化性,在工业领域应用十分广泛,是一种十分可贵的合金碳化物,因此,高铬铸铁可以用于制造许多性能优良、抗外力磨损和适应高温差和流量冲击以及能抗酸碱和高温氧化物质的铸件。
因此,就高铬铸铁的生产工艺而言,就需要在提高硬度的前提下,尽可能减少铸件的内应力,增加抗磨性,因为这无疑对延长使用铸件寿命和提高铸件的使用效率十分有利。
因此对于高铬铸铁生产工艺的研究就必须充分考虑到合金碳化物的选择和熔炼技术,包括炉前处理工艺和铸造工艺的设计。
近年来,随着复合变质处理技术和其它冶金处理技术的不断革新与进步,业内研究者在对传统冶金技术和高铬铸铁冶炼和生产工艺分析的基础上,通过不断试验,开发一种更现代冶金处理技术。
这一技术主要通过实现铸态组织和亚温处理的马太组织来实现。
这一先进生产工艺的发展和应用,改变了过去高铬铸铁在生产上的单一、简单的工艺设计流程。
优质高铬铸铁一般由马氏体,部分合金碳化物和少量残余奥氏体等组成,在金属领域曾被誉为“第三代金属抗磨材料”,因为其具有优良的合金抗磨性能,此外在矿山、水泥、冶金、水电等重工业领域,高铬铸铁的应用也十分的广泛。
高铬合金铸造工艺流程
1、原料准备:首先需要将高纯度的铸铁合金、铬铁、钒铁、硅铁等原料按一定比例称量,为熔炼做准备。
2、熔炼:将准备好的原料放入电炉中进行熔炼。
在熔炼过程中,需要注意保持炉温恒定和炉气流畅,以保证原料能够充分熔化。
此外,对于高铬合金材料,还需要进行微合金化处理和调质,以改善其性能。
3、铸造:熔炼好的铁水经过调整后浇筑到模具中成型。
这一步骤可以采用独特的金属模或砂模浇铸成型工艺。
对于高铬钢球的生产,还可以运用先进的无水化树脂砂造型技术。
4、热处理:铸造完成后,需要对产品进行高温淬火+回火处理。
这一过程旨在获得马氏体基体,从而达到较高的硬度和耐磨性。
对于高铬铸铁,如果不含其他合金元素,空淬能淬透的最大直径为20mm,要提高淬透性,必须加入合金元素。
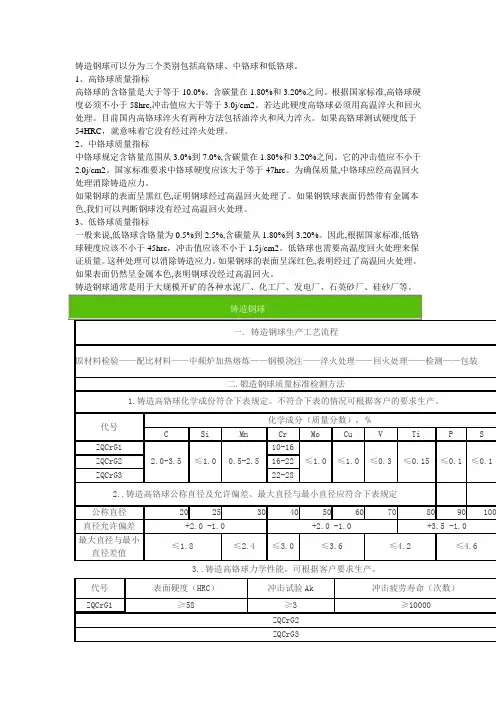
铸造钢球可以分为三个类别包括高铬球、中铬球和低铬球。
1、高铬球质量指标
高铬球的含铬量是大于等于10.0%。
含碳量在1.80%和3.20%之间。
根据国家标准,高铬球硬度必须不小于58hrc,冲击值应大于等于3.0j/cm2。
若达此硬度高铬球必须用高温淬火和回火处理。
目前国内高铬球淬火有两种方法包括油淬火和风力淬火。
如果高铬球测试硬度低于54HRC,就意味着它没有经过淬火处理。
2、中铬球质量指标
中铬球规定含铬量范围从3.0%到7.0%,含碳量在1.80%和3.20%之间。
它的冲击值应不小于2.0j/cm2。
国家标准要求中铬球硬度应该大于等于47hrc。
为确保质量,中铬球应经高温回火处理消除铸造应力。
如果钢球的表面呈黑红色,证明钢球经过高温回火处理了。
如果钢铁球表面仍然带有金属本色,我们可以判断钢球没有经过高温回火处理。
3、低铬球质量指标
一般来说,低铬球含铬量为0.5%到2.5%,含碳量从1.80%到3.20%。
因此,根据国家标准,低铬球硬度应该不小于45hrc,冲击值应该不小于1.5j/cm2。
低铬球也需要高温度回火处理来保证质量。
这种处理可以消除铸造应力。
如果钢球的表面呈深红色,表明经过了高温回火处理。
如果表面仍然呈金属本色,表明钢球没经过高温回火。
铸造钢球通常是用于大规模开矿的各种水泥厂、化工厂、发电厂、石英砂厂、硅砂厂等。
3..铸造高铬球力学性能,可根据客户要求生产。
高铬铸铁的软化退火工艺高铬铸铁是一种具有高强度、高硬度、高耐磨性和高耐腐蚀性的铸造材料。
然而,由于其高铬含量,使得高铬铸铁的加工难度较大,同时也会影响其机械性能。
因此,对于高铬铸铁的软化退火工艺的研究具有重要的意义。
高铬铸铁的软化退火工艺主要包括两个方面:退火温度和退火时间。
退火温度是指高铬铸铁在退火过程中所达到的温度,而退火时间则是指高铬铸铁在退火过程中所保持的时间。
这两个因素的选择对于高铬铸铁的软化效果有着重要的影响。
首先,退火温度的选择是影响高铬铸铁软化效果的重要因素。
一般来说,高铬铸铁的退火温度应该在临界温度以下,以避免高铬铸铁的过度软化。
同时,退火温度也应该足够高,以确保高铬铸铁的晶粒得到充分的生长和再结晶。
一般来说,高铬铸铁的退火温度应该在700℃~800℃之间。
其次,退火时间的选择也是影响高铬铸铁软化效果的重要因素。
一般来说,高铬铸铁的退火时间应该足够长,以确保高铬铸铁的晶粒得到充分的生长和再结晶。
同时,退火时间也应该避免过长,以避免高铬铸铁的过度软化。
一般来说,高铬铸铁的退火时间应该在2小时~4小时之间。
在高铬铸铁的软化退火工艺中,还需要注意一些细节问题。
例如,在退火过程中需要保持高铬铸铁的表面清洁,以避免表面氧化和污染。
同时,在退火过程中需要保持高铬铸铁的温度均匀,以确保高铬铸铁的晶粒得到充分的生长和再结晶。
此外,在退火过程中还需要注意退火气氛的选择,以避免高铬铸铁的表面氧化和污染。
总之,高铬铸铁的软化退火工艺对于高铬铸铁的机械性能和加工性能具有重要的影响。
在实际应用中,需要根据具体情况选择合适的退火温度和退火时间,并注意一些细节问题,以确保高铬铸铁的软化效果和机械性能得到最优化的提升。
铸造钢球生产工艺流程
铸造钢球生产工艺流程大致可以分为以下几个步骤:
1. 原料准备:首先,需要选择优质的钢材作为原料,通常选择碳素钢或合金钢。
然后,将钢材切割成小块,以便后续加工。
2. 加热:将切割好的钢材放入炉中进行加热。
加热的目的是使钢材达到足够的塑性,便于后续的成型操作。
加热温度通常在1000°C左右。
3. 钢球成型:将加热好的钢材取出,放入预定的钢球模具中。
模具的设计决定了钢球的形状和尺寸。
通常,模具是由两个半球形部分组成,将两部分模具合并后,夹住钢材进行挤压成型。
成型过程中,钢材会在模具中形成球状。
4. 温度调节:成型后的钢球通常还会保持高温状态。
为了使钢球达到所需的硬度和韧性,需要进行温度调节。
将成型后的钢球放入特定的冷却介质中,通常是水或油,使钢球迅速冷却。
5. 硬度检测:冷却后的钢球会进行硬度检测。
常用的方法是使用硬度计进行测试,通常使用Rockwell硬度计进行测试。
测
试结果将决定钢球的质量和标准,以及后续的处理步骤。
6. 表面处理:经过硬度检测后,钢球可能会进行表面处理。
常见的表面处理方式包括打磨、抛光和喷涂防锈漆等。
这些处理可以提高钢球的表面质量和抗腐蚀能力。
7. 包装和储存:经过表面处理后,钢球会进行包装,通常使用塑料袋或纸箱包装。
包装完毕后,将钢球存放在合适的环境中,以防止锈蚀和损坏。
铸造钢球生产工艺流程中每个步骤的细节和参数会根据具体的要求和生产设备而有所不同。
以上是一个简要的概述,以供参考。
高铬铸铁生产工艺高铬铸铁是一种具有高硬度、高耐磨、高抗腐蚀性能的合金材料,在工业生产中被广泛应用于制造耐磨耗零部件,如球磨机磨球、破碎机锤头等。
下面将介绍高铬铸铁的生产工艺。
首先,高铬铸铁的原材料主要由高铬铁、高碳铬铁和铁水组成。
高铬铁是指铁含量大于90%的合金铸铁,其中铬含量在12-30%之间;高碳铬铁是指铬含量在15-30%之间,碳含量在2-4%之间的合金铸铁。
将高铬铁和高碳铬铁与铁水按一定比例配料,放入电炉中加热熔化。
炉温要控制在1600-1650℃,保证合金的熔化。
其次,炉温达到设定温度后,将炉渣清理干净,然后加入球化剂。
球化剂主要含有稳定性好、还原性强的合金化合物,如硅铬合金、硅钙合金等。
球化剂可以改善高铬铸铁的球化效果,保证铸件的组织均匀致密,并提高其硬度和耐磨性能。
然后,将经过球化处理的合金液倒入砂型中,进行铸造。
铸造时要确保砂型的质量,避免产生缺陷和砂眼。
此外,还需控制浇注温度和浇注速度,以避免铸件出现裂纹和内部组织不均的情况。
浇铸结束后,等待铸件冷却至室温。
最后,将冷却好的铸件进行退火处理。
退火温度一般控制在900-950℃,并保持一定的保温时间。
退火可以消除铸件内部的残余应力,改善铸件的塑性和韧性,并提高其综合性能。
退火结束后,进行表面处理,如修整、打磨等,以保证铸件的表面光洁度和精度。
需要注意的是,在高铬铸铁的生产过程中,应严格控制炉温、浇注温度和退火温度,以及其他工艺参数的操作。
同时,还要进行严格的质量控制,对生产中的原材料和成品进行检测和测试,确保生产的高铬铸铁具有良好的质量和性能。
综上所述,高铬铸铁的生产工艺包括原料配料、熔化、球化、铸造、退火和表面处理等步骤。
通过科学的操作和严格的质量控制,可以获得具有高硬度、高耐磨、高抗腐蚀性能的高铬铸铁材料,满足工业生产的需求。
Cr12MoV钢在锻造时有哪些难点及要点要克服呢?Cr12MoV钢是我国最常用的冷作模具钢之一。
这一类高碳高铬钢锻件锻造工艺十分复杂,保证锻件质量难度较大,容易造成巨大的经济损失。
其锻造的难点为:1、该钢种由于含碳和含铬都很高,合金元素多,晶体结构复杂,是莱氏体组织,脆性大,很难塑性变形。
2、锻造需要严格控制锻造温度范围,始锻温度为1100℃-1150℃,终锻温度为900℃-950℃。
根据工件大小合理选择保温时间,既要保证热透,又要防止晶粒长大,防止过热过烧。
3、需锻前准备。
加热前清除钢锭表层的气化皮和表面裂纹。
采用切削加工后,进行磁力探伤,钢锭里外不能残留裂纹。
其锻造要点是1、首先锻透铸锭冒口作为夹钳口,其尺寸应使以后锻打滚动锻件方便。
2、一般需要多次锻打,对于轴辊类锻件,采用开式滚压,砧座应带有半径为15cm-60cm的圆弧。
3、大型锻件宜采用液压机锻造,压头工作行程首次不要超过15mm,以后各次不超过30-50cm.4、大型锻件一般需要多次滚压,每次锻比分别控制在1.2-1.29;1.25-1.4;1.32-1.42,即逐次增加,以此来选择钢锭直径。
5、加热温度应在1180℃-1200℃,终锻温度为1040℃-1120℃,终锻温度为不能低于900℃,入炉温度为20℃-40℃。
6、每次锻打后要进行退火处理。
7、去除料头工序必须单独进行,其温度应在1100℃-1120℃。
8、若需进行镦粗或冲孔,必须加镦粗环。
Cr12MoV 钢有高淬透性,截面为300 ~40 0㎜以下者可以完全淬透,在300 ~40 0℃时仍可保持良好硬度和耐磨性,韧性较Cr12 钢高,淬火时体积变化最小。
可用来制造断面较大、形状复杂、经受较大冲击负荷的各种模具和工具。
例如,形状复杂的冲孔凹模、复杂模具上的镶块、钢板深拉深模、拉丝模、螺纹挫丝板、冷挤压模、冷切剪刀、圆锯、标准刀具、量具等。
Cr12MoV模具钢淬透性、淬火回火后的硬度、强度、韧性比CR12高,直径为300~400mm以下的工作可完全淬透,淬火变形小,但高温塑性较差。
高铬铸铁熔炼工艺要求(1) 出炉温度高铬铸铁的熔点比一般铸铁高,约为1200 ℃,出炉温度约为1500 ℃,熔炼选用中频感应电炉。
(2) 炉衬采用酸性或碱性炉衬均可,炉衬的配比、打结、烘干和烧结均按常规工艺进行。
(3) 装料一般按正常顺序加料,先将灰生铁、钼铁等难熔铁合金装入炉底,而后将废钢等按照下紧上松的原则装填(有助于塌料) 。
(4) 送电熔化将电炉功率调至最大进行熔化,由于Cr 的熔炼损耗较大( 约5 % ~15 %) ,故铬铁应在最后加入,通常是待废钢全部熔化后加入烤红的铬铁。
(5) 脱氧待金属炉料全部熔化并提温至1480 ℃后,再加入锰铁、硅铁及铝进行脱氧。
(6) 浇注在中频感应炉中熔化,温度不必太高,温度达到1480 ℃时即可出炉,铁液在包内应停留一段时间进行镇静,视工件大小不同可在1380 ~1410 ℃之间进行浇注。
高铬铸铁生产工艺要点(1) 高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在铸造工艺上要将铸钢和铸铁的特点结合起来考虑,必须充分注意铸件的补缩问题,其原则与铸钢件相同( 采用冒口和冷铁,且遵循顺序凝固原理) 。
由于合金中铬含量高,易在铁液表面结膜,所以看起来铁液流动性差,但实际上流动性较好。
(2) 造型宜采用水玻璃硅砂等强度高且透气性好的砂型,涂料应采用耐火度高的高铝粉或镁粉与酒精混合拌制。
另外,为获得细晶粒组织和好的表面质量,在铸件外形不太复杂的情况下,金属型铸造也被广泛采用。
(3) 高铬铸铁的收缩量与铸钢相近,模样制作上其线收缩率可按1. 8 % ~2 % 进行计算。
在砂型制作上,其冒口大小可按碳钢的规定进行计算,而浇注系统则按灰铸铁计算,但需把各截面积增加20 % ~30 % 。
浇冒口的选择应注意两个方面: 一是要保证铸件工作带( 使用部位) 的质量; 二是要尽量提高铸件的成品率。
(4) 由于高铬铸件的冒口不易切除,因此造型时在冒口形式上宜采用侧冒口或易割冒口。
高铬铸铁铸造工艺加工刀具及切削参数高铬铸铁成分及性能高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的重要分支,是继普通白口铸铁、镍硬铸铁而发展起来第三代白口铸铁。
1,高铬铸铁生产及铸造工艺1,出炉温度高铬铸铁的熔点比一般铸铁高约铸铁高,约1200摄氏度,出炉温度1500摄氏度,熔炼中频感应电炉。
2,炉衬采用酸性或碱性炉衬均可,炉衬的配比、打结、烘干和烧结均按常用工艺进行。
3,装料一般顺序加料,先将灰生铁、钼铁等难容铁合金装入炉底,而后将废钢等按照。
依次装入炉底4,脱氧待金属炉料全部熔化并提温1480摄氏度后再按顺序加工0.5%锰铁硅铁铝进行脱氧。
5,浇注在中频感应炉中融化温度不必太高,温度达到1480摄氏度即可出炉高铬铸铁的硬度KmTBcr12HRC46-56KmTBcr15moHRC46-58KmTBcr26HRC46-56高铬铸铁生产工艺要点1,高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在铸造工艺上要将铸钢和铸铁的特点结合起来考虑,2,造型宜采用水玻璃硅砂封强度高且透气性好的砂型,涂料耐火度高的高铝粉或镁粉与酒精混合伴制为获得细晶粒组织和好的表面质量,在铸件外形不大复的情况下金属型铸造广泛采用。
3,由于高铬铸件的冒口不易切除,因此造型时在冒口形式上宜采用侧冒口。
高铬铸铁热处理工艺1,退火一般生产中采用快速退火工艺升温至950度并保温三个小时停炉,随后随炉冷却至400度然后打开炉门。
继续缓冷至300一下出炉至室温。
2,淬火将机械加工后的铸件室温装炉缓慢升温至600度并保温半小时半小时不超越过将炉升温至淬火温度950-980度后保温2-4小时3,回火对淬火后的铸件进行230-260的回火处理。
具体工艺为;室温装炉,升温至230-260度保温然后出炉空冷。
4,白口铸铁中国早在春秋时代就制成了抗磨性良好的白口铸铁,用作一些抗磨零件。
这种铸铁具有高碳低硅的特点,有较高的硬度,但很脆,用得最广泛的是含铬量为12%~20%的高铬白口铸铁,组织中形成(cr,Fe)7C3的碳化物。
高铬铸铁磨球的生产工艺方斌【摘要】通过中频炉调整和配制高铬磨球合金成分,采用炉前稀土硅铁变质处理,磨球的冲击韧性可得到明显的改善,再经高温(960℃油淬)调质处理后,磨球韧性和耐磨性显著提高.实践表明,该种磨球单耗低(约58g/t煤),破碎率<0.5%,使用寿命是低铬磨球的2.3倍.%Impact toughness of grinding ball could be obviously improved with MF furnace adjusting and preparation of high Cr grinding ball alloy and modification with RE ferrosilicon. High temperature adjustment of oil quench at 960℃ can obviously increase both toughness and wear-resistance of grinding balls which have been proved in practice to be with lower energy consumption ( 58g per ton coal ) and break rate <0.5% while service life 2.3 times more than that of lower Cr ones.【期刊名称】《中国铸造装备与技术》【年(卷),期】2011(000)001【总页数】2页(P23-24)【关键词】高铬铸铁磨球;变质处理;热处理【作者】方斌【作者单位】安徽理工大学,安徽淮南市,232000【正文语种】中文【中图分类】TG251.2球磨机是水泥、电力、矿山等行业研磨工序的主要设备,磨球是球磨机主要易损件之一。
淮化集团公司热电厂先后使用过抗磨锻钢磨球、球墨铸铁磨球和低铬铸铁磨球。
高铬球恒温浇铸工艺对比传统手工浇铸使用恒温浇铸生产线浇铸而成的高铬球对比传统手工浇铸拥有很大优势。
浇铸的抛物线仅10厘米,完全确保在几乎恒定的温度范围内浇铸,保证铁水浇铸期间温差变化小,提升高铬球综合性能。
另外针对不同材质、不同规格的高铬球,采用不同的浇铸温度来进行科学控制,从而确保了高铬球质量的稳定性。
而手工浇铸时无法实时掌握浇铸成的高铬球的温度,导致生产出的高铬球相关技术指标很难达到规定水平。
恒温机械浇铸对比传统手工浇铸高铬球使用恒温浇铸工艺确保了生产出的高铬球质量稳定,高铬球浇铸过程中文档实时控制,保证温差在三十度以内,浇铸过程机械化确保了高铬球的产量,极大减少铁水飞溅伤害操作人员的几率同类类厂家生产的高铬球由于使用人工浇铸,在浇铸过程中由于时间问题无法保证温度不变,浇铸的温度高,后浇铸的温度低,特别是在冬天,其前后温差高达一百度以上,导致生产出来的高铬球质量参差不齐。
熔炼后的铁水上层通常漂浮一层铁渣,如果直接浇铸会导致高铬球球体内部出现夹渣,而高铬球生产时采用底漏式浇铸保证了高铬球球体内部无夹渣,高铬球内外硬度差小。
减少高铬球使用过程中出现剥落破碎率高“苹果”球等不合格现象。
传统手工生产时使用浇瓢倾倒式浇铸,而且浇铸口上方没有放置过滤网,导致铁水上层漂浮的灰渣直接倾倒进高铬球球体内部,这样铸造而成的高铬球球体内部有夹渣,导致高铬球内外硬度相差过大,高铬球使用寿命低,加剧了高铬球的破碎率。
恒温浇铸工艺的特点:·实时监控温度,恒温保温浇铸确保了高铬球质量的稳定性·滴漏式浇铸避免球体内部出现夹渣·浇铸口上方安置过滤网进一步控制夹渣先进的恒温浇铸生产工艺生产的高铬球球体光滑,内外硬度差小,高耐磨性,高韧性,高硬度,低破碎率,这些都是用手工浇铸生产的高铬球所无法比拟的。
高铬球的低磨耗能降低磨机每日装球量,低破碎率能够保护磨机内衬板的使用寿命,响应了国家节能减排的正常,减少生产成本,提升企业发展空间。
高铬钢球铸造过程中的工艺关键点
一般而言,耐磨材料公司的终端客户主要包括矿业,水泥,建筑和电厂。
耐磨钢球的性能好坏关乎着终端客户企业的成本和效益。
当前随着耐磨铸件行业各耐磨材料公司技术水平提高,更高性能、更高研磨效率的高铬钢球取代低效率钢球的趋势日益明显。
高铬钢球,就是在原有化学成分上添加微量的合化金,铬,猛等元素金属,运用先进的无水化树脂砂造型,油淬热处理工艺等技术,生产出来的韧性好,耐磨性高的高性能耐磨钢球。
这种产品性能优良,能延长耐磨钢球的使用周期,降低耐磨材料企业的生产成本、人力成本。
下面我们浅析一下高铬钢球铸造工艺的几个关键点:
1.高铬钢球铸造时浇注温度要低,有利于细化树枝晶和共晶组织,而且可避免出现因温度过高而造成的收缩过大及表面粘砂等缺陷。
浇注温度一般比其液相线(1290~1350~C)高55~C左右,轻小件一般控制在1380~1420~C,壁厚100ram 以上的厚重件控制在1350~1400~C。
2.高铬铸铁的收缩量与铸钢相近,模样制作上其线收缩率可按1.8%2%进行计算。
在砂型制作上,其冒口大小可按碳钢的规定进行计算,而浇注系统则按灰铸铁计算,但需把各截面积增加20%30%。
浇冒口的选择应注意两个方面:一是要保证铸件工作带(使用部位)的质量;二是要尽量提高铸件的成品率。
3.高铬铸铁铸造性能较差,其热导率低,塑性差,收缩量大,且有大的热裂和冷裂倾向,在高铬钢球铸造工艺上要将铸钢和铸铁的特点结合起来考虑,必须充分注意铸件的补缩问题,其原则与铸钢件相同(采用冒口和冷铁,且遵循顺序凝固原理)。
由于高铬钢球合金中铬含量高,易在铁液表面结膜,所以看起来铁液流动性差,但实际上流动性较好。
4.由于高铬铸件的冒口不易切除,因此造型时在冒口形式上宜采用侧冒口或易割冒口。
5.高铬钢球铸造时,造型宜采用水玻璃硅砂等强度高且透气性好的砂型,涂料应采用耐火度高的高铝粉或镁粉与酒精混合拌制。
另外,为获得细晶粒组织和好的表面质量,在铸件外形不太复杂的情况下,金属型铸造也被广泛采用。
6.要注意不能让铸件出现受阻收缩,以免造成开裂。
另外,浇注后开箱温度过高也极易造成铸件开裂,540℃以下的缓冷是十分必要的,应使铸件在铸型中充分冷却,然后再开箱清砂,或开箱后先勿清砂而堆在一起(铸件、浇冒系统等)围干砂缓冷。
开箱周围环境必须保持干燥,不得潮湿有水,否则极易造成铸件裂纹。