P and U-chart
- 格式:xls
- 大小:52.50 KB
- 文档页数:1

控制图基础知识介绍一. 前言:为使现场的质量状况达成目标,均须加以管理。
我们所说的 “管理”作业,一般均用侦测产品的质量特性来判断 “管理”作业是否正常。
而质量特性会随着时间产生显著高低的变化;那么到底高到何种程度或低至何种状态才算我们所说的异常?故设定一合理的高低界限,作为我们分析现场制程状况是否在 “管理”状态,即为控制图的基本根源。
控制图是于1924年由美国品管大师修哈特(W.A.Shewhart)博士所发明。
而主要定义即是[一种以实际产品质量特性与依过去经验所研判的过程能力的控制界限比较,而以时间顺序表示出来的图形]。
二.控制图的基本特性:一般控制图纵轴均设定为产品的质量特性,而以过程变化的数据为刻度;横轴则为检测产品的群体代码或编号或年月日等,以时间别或制造先后别,依顺序点绘在图上。
在管制图上有三条笔直的横线,中间的一条为中心线(Central Line,CL),一般用蓝色的实线绘制;在上方的一条称为控制上限(Upper Control Limit,UCL);在下方的称为控制下限(Lower Control Limit,LCL)。
对上、下控制界限的绘制,则一般均用红色的虚线表现,以表示可接受的变异范围;至于实际产品质量特性的点连线条则大都用黑色实线绘制。
控制状态:三.控制图的原理:1.质量变异的形成原因:一般在制造的过程中,无论是多么精密的设备、环境,它的质量特性一定都会有变动,绝对无法做出完全一样的产品;而引起变动的原因可分为两种:一种为偶然(机遇)原因;一种为异常(非机遇)原因。
(1)偶然(机遇)原因(Chance causes):不可避免的原因、非人为的原因、共同性原因、一般性原因,是属于控制状态的变异。
(2)异常(非机遇)原因(Assignable causes):可避免的原因、人为的原因、特殊性原因、局部性原因等,不可让其存上控制界限(UCL) 中心线(CL) 下控制界限(LCL)在,必须追查原因,采取必要的行动,使过程恢复正常控制状态,否则会造成很大的损失。

QC七大手法试题(答案)
qc七大手法}
部t:工:姓名:
1.
qc七大手法是指哪七大手法t目前工作所用到的有哪几n型t(20分)1.查z表2.柏拉d3.特性要因d(~骨d)4.直方d5.管制d6.散布d7.e法2.
查z展毛什么促进作用t分槟募割t(10分后)
作用:利用查z表砹私猬f罨蚴占以作分析之用分:cz用/用3.
柏拉d存有什么促进作用t须要d建构主义右图的哪些原产m行分析t(10分后)
作用:用碓o定改善的目需要d形分析的目樗卓w不良80%的目4.
招怡纯e出来pchart.uchart.x-rchart的算是公式t(10分后)(1)x-r管制
dclx=xuclx=x+a2rlulx=x-a2rr管制dclr=ruclr=d4rlclr=d3r
(2)p管制dcl=pucl=p+3*p(1-p)/nlcl=p-3*p(1-p)/n(3)u管制
dclu=uuclu=u+3*u/nlclu=uc3*u/n~骨d箭^向右表示什么意思t箭^向左又表示什么意思t (10分)箭^向右表示原因分析,箭^向左表示σ咦非5.
什么就是t分槟募割t(10分后)
是指wcwg的差o分楣餐原因和特殊原因
7.扣z10000pcsled半成品灯lfs偏焊接8pcsr杂物s5pcsr银胶甩胶3pcsr漏焊
1pcso出来的柏拉d。
(30分后)。

The out of control limit refer to 超出控制界限点的定义如下:1.Point out of UCL & LCL.有点超出控制上限和控制下限。
2.7 points continuously up or down. 连续7点上升或连续7点下降。
3.Points appear in one side of CL.(there ’re 10/12/14/16 points in continuous 11/14/17/20 points) 11点中10点,14点中12点,17点中14点,20点中16点落在中心线一侧4.Continuous 7 points appear in one side of CL. 连续7点落在中心线一侧。
5.Continuous 14 points fluctuate up and down.连续14点相邻点上下交替。
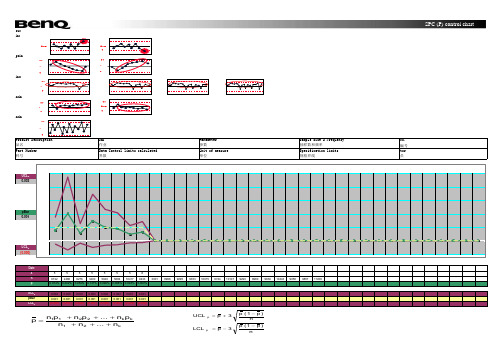
Operation Chart No. 图表编号Operator 管制界限 (参考图表)作业员555555566722248092763400504056841041794333001899692959353100159744101079290898098301044390589857114560.074%0.202%0.054%0.147%0.099%0.088%0.048%0.064%0.0020.0050.0010.0030.0020.0020.0010.0010.0010.0010.0010.0010.0010.0010.0010.001(0.000)(0.001)(0.000)(0.001)(0.000)(0.000)(0.000)(0.000)Form No.:BQSR-0K-007-01(031110)pLCL p UCL p0.0020.001pBarLCL p(0.000)DateXnSpecification limits 品名料号单位UCL ppBarParameter Product DescriptionPart NumberData Control limits calculated 参数Unit of measure 作业Sample size & Frequency 抽样数和频率规格界线SPC (P) control chartAverLAverU L Ave UL AverULAverU L Aver U L Aver UL Aver-0.100%0.000%0.100%0.200%0.300%0.400%0.500%pk21k k 2211n ...n n p n ...p n p n p ++++++=n )p 1(p 3p LCL n )p 1(p 3p UCL pp --=-+=art。

控制图的类型及用途
1.Xbar-R控制图Xbar-R.zip
对于计量数据而言,这是常用最基本的控制图。
它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。
2.Xbar-S控制图Xbar-S.zip
当样本大小n>10或12,这时应用极差估计总体标准差的效率降低,需要用S 图来代替R图。
3.Me-R控制图Me-R.zip
用中位数图代替均值图。
由于中位数的计算觉得,所以多用于现场需要把测定的数据直接记人控制图进行控制的场合,这时为了简便,当然规定奇数个数据。
4.X-Rs,控制图X-Rs.zip
多用于下列场合:对每一个产品都进行检验,采用自动化检查和测量的场合;取样费时、昂贵的场合以及如化工等过程,样品均匀,多抽样也无太大的意义的场合。
由于它不像前三种那样能取得较多的信息,所以它判断过程变化的灵敏都也要差一些。
5.p控制图p-chart.zip
用于控制对象为不合格品率或合格率等计数值质量指标的场合。
常见的不良率有不合格品率、废品率、交货延迟率、缺勤率、差错率等等。
6.np控制图np-chart .zip
用于控制对象为不合格品数的场合。
由于计算不合格品率需要进行除法,比较麻烦,所以样本大小相同的情况下,用此图比较方便。
7.C控制图c-chart .zip
用于控制一部机器,一个部件一定的长度,一定的面积或任一定的单位中所出现的缺陷数目。
8.U控制图u-chart .zip
当样品的大小保持不变时可用C控制图,而当样品的大小变化时则应换算为平均每单位的缺陷数后再使用U控制图。
SPCSPC(Statistical Process Control,统计过程控制或统计制程控制)目录∙ 1 什么是SPC∙ 2 SPC起源与发展∙ 3 3σ原理简介∙ 4 SPC技术原理∙ 5 SPC控制图及计算∙ 6 SPC控制图(管制图)的实施∙7 SPC控制图(管制图)异常的判断及处理∙8 制程能力指数(参数)CPK∙9 SPC的发展特点∙10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年休哈特博士在贝尔实验室发明了品质控制图。
2. 1939年休哈特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5.SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7.ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。
QC七大手法试题(答案)QC七大手法���}部�T: 工��: 姓名:1.QC七大手法是指哪七大手法�t目前工作所用到的有哪几�N��型�t(20分) 1. 查�z表2. 柏拉�D 3. 特性要因�D(�~骨�D) 4. 直方�D5. 管制�D6. 散布�D7.���e法 2.查�z表有什么作用�t分�槟募割��t(10分)作用: 利用查�z表�砹私猬F�罨蚴占�����以作分析之用分��:�c�z用/����用 3.柏拉�D有什么作用�t需要�����D形上所示的哪些分布�M行分析�t(10分)作用:用�碓O定改善的目��需要�����D形分析的��目�樗��卓��w不良80%的��目 4.����出分�e��出P Chart.U Chart.X-R Chart的��算公式�t(10分)(1) X-R管制�D CLx=X UCLx=X+A2R LULx=X-A2R R管制�D CLr=R UCLr=D4R LCLr=D3R(2) P管制�D CL=P UCL=P+3 * P(1-P)/n LCL=P-3*P(1-P)/n (3) U管制�D CLu = u UCLu = u + 3* u/n LCLu = u �C 3* u/n �~骨�D箭�^向右表示什么意思�t箭�^向左又表示什么意思�t(10分)箭�^向右表示原因分析, 箭�^向左表示�Σ咦非� 5.什么是�����t����分�槟募割��t(10分)����是指���w�c���w�g的差���o分�楣餐�原因和特殊原因7. 抽�z10000 PCS LED半成品灯�l�F�s偏焊8 PCS�r杂物�s5 PCS�r银胶甩胶3 PCS�r漏焊1PCS�o����出的柏拉�D。
(30分)感谢您的阅读,祝您生活愉快。
SPCSPC(Statistical Process Control,统计过程控制或统计制程控制)目录∙ 1 什么是SPC∙ 2 SPC起源与发展∙ 3 3σ原理简介∙ 4 SPC技术原理∙ 5 SPC控制图及计算∙ 6 SPC控制图(管制图)的实施∙7 SPC控制图(管制图)异常的判断及处理∙8 制程能力指数(参数)CPK∙9 SPC的发展特点∙10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年休哈特博士在贝尔实验室发明了品质控制图。
2. 1939年休哈特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5.SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7.ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。