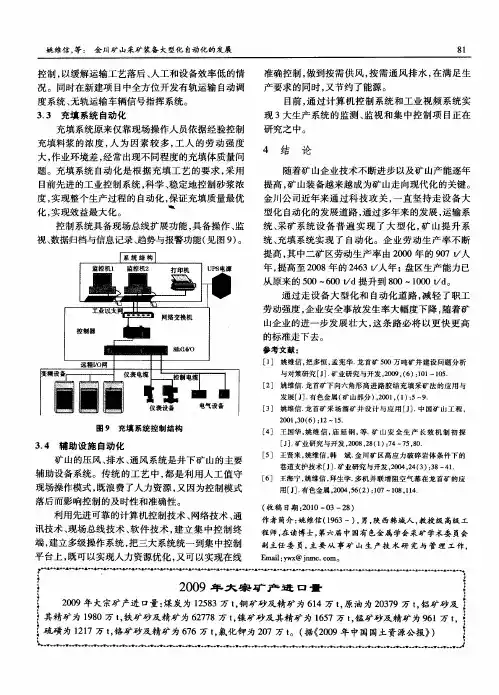
金川矿山采矿装备大型化自动化的发展_姚维信
- 格式:pdf
- 大小:1.93 MB
- 文档页数:4
探索有色金属行业的人工智能与自动化应用近年来,随着科技的不断进步和发展,人工智能和自动化技术在各个行业中得到了广泛的应用。
有色金属行业作为重要的基础产业之一,也开始积极探索并应用人工智能与自动化技术,以提高生产效率、降低成本和提升产品质量。
本文将探讨有色金属行业中人工智能与自动化应用的现状和前景,并分析其带来的影响与挑战。
一、智能化采矿设备与智能物流系统在有色金属行业中,采矿是一个重要的环节。
传统的采矿方式存在一些问题,如劳动强度大、作业环境差、效率低下等。
而引入人工智能与自动化技术,可以实现采矿设备的智能化。
通过使用智能化设备,可以提高采矿效率,减少人力投入,并且降低了工作人员的劳动强度和作业环境的危险性。
同时,在物流环节中,智能化系统也得到了广泛运用。
例如,借助物联网技术,可以实现对矿石和金属的智能化追踪和管理,提高运输效率和安全性。
此外,自动化装卸设备的引入,也加快了物流运输的速度,提高了物流效率。
二、人工智能在冶炼过程中的应用在有色金属冶炼过程中,人工智能技术也得到了广泛的应用。
例如,通过建立冶炼过程的模型,结合数据分析和机器学习算法,可以实现冶炼过程的智能化控制和优化。
这不仅提高了冶炼过程的精度和稳定性,还减少了能源的浪费和环境污染。
此外,人工智能技术还可以应用于冶炼产物的分析和检测。
利用先进的数据处理和识别算法,可以对冶炼产物进行精确的分析和检测,提高产品质量,降低质量损失,减少了人力成本和时间成本。
三、智能化仓储与供应链管理在有色金属行业中,仓储和供应链管理是一个细致而复杂的工作。
传统的仓储和供应链管理需要大量的人工参与,容易出现人为误差和操作不及时等问题。
而引入人工智能与自动化技术后,可以实现仓储和供应链管理的智能化。
通过智能化仓储系统,可以实现对货物的智能分类、管理和追踪。
依靠人工智能技术,可以进行智能化的货物分配,提高仓储效率和货物管理的精确性。
同时,借助自动化装卸设备的使用,可以提高装卸效率,降低操作成本,并减少劳动强度。
对自动化技术在选矿厂中的运用及进展的探讨摘要;本文通过笔者在矿山工作多年以来,对自动化技术控制在选矿厂进展的作用作了分析。
关键词;铁矿;选矿;破碎作业;自动化技术控制;进展0 引言我国有色金属钢铁产量位居世界第一,年处理矿石2.6亿多t。
选矿工业是传统的基础工业,已具备相当规模,从业人员众多,但除少数大型选厂有一些自动化装备外,大多数选厂还是人工操作,在旧的管理方式下运作。
突出问题是能耗高、效率低、自动化水平低、劳动强度大,选矿技术经济指标低,而且随矿石性质及操作条件的变化很不稳定。
解决这些问题的重要方法就是开发研究选矿工业生产过程的关键技术、装备、仪器仪表,实现选矿工业生产过程的自动化。
据报导,实现选矿工业过程自动化可使破碎机提高台时处理能力10%~15%,磨矿机提高台时处理量5%~10%,生产成本降低3%~5%,劳动生产率提高25%一50%,能耗和原材料消耗显著降低,劳动强度大大减轻,产品质量可以提高而且稳定。
实现选矿工业生产过程自动化主要包括破碎作业、磨矿分级作业、选别作业、浓缩过滤作业、尾矿输送作业等全套选矿生产过程的自动控制,通过计算机网络系统实现在线优化生产调度和管理,使整个选矿生产过程处于最佳状态,最大限度地提高产量、精矿品位和金属回收率等技术经济指标,达到高产优质、减人增效、节能降耗的目的。
1 选矿过程自动控制技术的新进展1.1 破碎作业参数的检测和控制对于国产圆锥破碎机,由于其排矿口尺寸不能动态调整,生产中采用固定排矿口,定期进行人工重新调整的方法来控制产品粒度。
控制系统主要选取主传动电机的功率(或电流)作为被控参数,控制策略一般采用恒功率或优化功率方式,动态调整给矿机给矿量的大小,使主机的负荷稳定在设定的要求之内;同时检测破碎机润滑系统的温度、压力、流量等,具有完备的保护功能。
国外圆锥破碎机控制系统的主参数控制选取了主传动电机功率和破碎机排矿口尺寸两个参数作为被控变量,通过检测给矿量、油压、功率、油温、排矿口尺寸等来动态调整排矿口尺寸和给矿速率,其目标函数是排矿口尺寸最小、给矿量最大。
采矿工程M ining engineering 选矿过程中自动化的新发展研究杨林昆,廖钦桓,冯 煜,刘春雪,徐海蓉(山东黄金集团蓬莱矿业有限公司,山东 烟台 265400)摘 要:随着科技的发展,以及国家对信息化和自动化的要求,选矿过程中自动化也在逐渐发展中。
以人工智能以及信息化代人工不仅可以解放生产力,并且可以极大的提高生产效率,使得选矿过程中进行采集的数据更加准确,分析数据更加完善,减少对矿物资源的浪费。
目前很多企业都已经将选矿过程与信息化、自动化相结合,开发出一系列的选矿自动化系统。
通过分析,能充分了解目前我国选矿自动化系统尚且存在的目的,让选矿自动化系统朝着集成化的方向继续发展,让选矿行业更受益于信息化与自动化,更高的提高生产效率。
关键词:选矿;自动化;发展趋势中图分类号:TD92 文献标识码:A 文章编号:1002-5065(2021)03-0049-2New development of automation in mineral processingYANG Lin-kun, LIAO Qin-huan, FENG Yu, LIU Chun-xue, XU Hai-rong(Shandong Gold Group Penglai Mining Co., Ltd,Yantai 265400,China)Abstract: With the development of science and technology, as well as the national requirements for information and automation, automation in the mineral processing process is also gradually developing. Artificial intelligence and information technology can not only liberate the productivity, but also greatly improve the production efficiency, making the data collected in the mineral processing process more accurate, the analysis data more perfect, reducing the waste of mineral resources. At present, many enterprises have developed a series of mineral processing automation systems by combining the mineral processing with information and automation. Through the analysis, we can fully understand the existing purpose of China's mineral processing automation system, make the mineral processing automation system continue to develop in the direction of integration, make the mineral processing industry benefit from information and automation, and improve the production efficiency.Keywords: mineral processing; automation; development trend随着人工智能的发展,将信息化和自动化与选矿过程相互结合有了很大的发展。
论采矿设备的自动化作者:刘翔宇来源:《科技创新导报》 2013年第12期刘翔宇(内蒙古煤矿设计研究院有限责任公司内蒙古呼和浩特 010010)摘要:矿山装备是矿山走向现代化的关键。
矿山设备的自动化是促进采矿产业发展和经济发展的重要内容。
文章主要是针对采矿设备的自动化内容进行了简单的分析。
关键词:采矿自动化信息化中图分类号:F406.4 文献标识码:A 文章编号:1674-098X(2013)04(c)-0030-01我国虽然是一个能源消耗大国,但是可供开发的矿石资源却十分有限。
尤其是我国的采矿技术和设备与发达国家相比还有比较大的差距,采矿设备陈旧、自动化程度比较低,致使国内的自产矿石无法满足国民经济发展的需求。
近些年来,随着全球经济一体化趋势的不断增强,国内的许多矿山项目引进了国外的一些先进设备。
再加上国内企业和研究机构对采矿设备的不断研究和创新,各种新型的采矿设备和技术也得到了推广和应用,我国的采矿产业得到了很大的发展。
但是,对于采矿技术的深入研究,提高采矿设备的自动化程度在提高我国能源产量、促进我国经济发展方面有着重要的意义。
1 采矿设备的发展方向2012年的矿业目标就是广泛吸收各相关学科的先进技术,创造更高效率、更低成本的采矿模式。
我国目前所使用的采矿设备生产效率低,自动化程度差,这成为制约矿山事业快速发展的一个瓶颈。
在过去的20多年时间里,采矿设备的遥控自动化作业技术得到了重视。
各采矿发达国家、世界知名的采矿设备制造公司、矿山软件开发公司都进行了这方面的研究和实践。
实现采矿设备的自动化对于矿山事业的发展是非常重要的。
第一,凿岩机械趋向全自动化。
近年来,自动化凿岩及自动凿岩机械也相继出现。
挪威、日本、法国、美国、英国、德国、芬兰、瑞典及俄罗斯等国家的许多厂家都参与了采矿设备自动化发展的研究。
由国际镍有限公司、鹰桥有限公司、加拿大矿山自动化与机器人学中心(CCARM)等开展的矿山自动化计划(MAP)就是为采矿业在机器人学和人工智能方面进行研究。
摘要:磷元素是动植物生长不可或缺的重要元素之一。
由于对磷元素需求的快速增长,加大了磷矿资源的开采和加工力度,同时产生大量固体废弃物,即磷尾矿。
磷尾矿中含有许多有用组分,应对其进行回收利用。
目前,磷尾矿的综合利用逐渐成为热点,综合利用主要是尾矿再选、制备建筑材料、生产磷肥、胶结充填几个方面。
关键词:磷尾矿综合利用研究引言磷元素是动植物生长不可或缺的重要元素之一。
磷矿是指在经济上可被利用的磷酸盐类矿物的总称,是一种重要的工农业矿物原料。
目前,磷矿资源主要应用于制取磷肥,也用于提取黄磷、赤磷、磷酸和其他磷酸盐类及磷化合物,应用于医药、食品、火柴、染料、制糖、陶瓷、化工、冶金、军事等[1]。
由于现代农业对磷肥需求的快速增长,加大了磷矿资源的开采和加工力度,产生大量的磷尾矿及其他工业废弃物,不仅危害矿场周围的生态环境,还形成了大面积的采空区,导致地表山体塌陷和滑坡等地质灾害的发生。
开采产生的大量磷尾矿,造成许多资源环境问题,磷尾矿的综合利用难题亟需解决。
一、中国磷矿资源概况1.磷矿主要矿床类型及其分布世界上最重要的磷矿资源主要为海相沉积型磷块岩,其分布广,储量大,产量高。
海相磷块岩可分为地槽型和地台型,其中以地台型矿床工业意义最大。
地台型海相磷块岩储量约占世界磷矿总储量的60%以上[2]。
中国磷矿矿床的类型有4类(夏学惠,2012),以海相沉积型磷块岩为主,占全国总储量的85%,此外还有变质型磷灰石矿床和岩浆型磷灰石矿床储量占14.6%[3]。
2.磷矿资源的主要特点中国磷矿资源丰富,是优势矿产之一。
根据《全国矿产资源储量通报》统计,中国磷矿资源十分丰富,全国磷矿矿产地约500处,赋矿层位不少于24个。
截止到2010年底,全国磷矿资源储量为186. 3亿t(基础储量,29. 6亿t;储量,9. 1亿t;资源量,156. 7亿t),位居世界第二位(舒国文,2012)。
但中国磷矿“丰而不富”,其中五氧化二磷含量大于等于30%的磷富矿资源储量矿石量26. 5亿t,含量小于30%的磷矿资源储量矿石量159. 8亿t,目前可供利用资源储量动态可供开采35年左右[4]。
自动控制系统在金矿选矿中的应用研究随着科技的快速发展和各种新技术的兴起,自动控制系统已经应用到了很多行业中。
其中,在金矿选矿中,自动控制系统的应用也越来越受到关注和重视。
那么,在金矿选矿中,自动控制系统到底有哪些应用呢?它们的功能又是什么呢?接下来,我们就来进行一番深入的探讨。
一、自动控制系统在矿山中的应用介绍矿山是众多的实体生产企业之一,它的生产过程是以矿石冶金为主的过程,而地球内所储存的贵重金属是丰富的。
那么,如何从大量的矿石中提取出目标金属成分呢?这就需要用到金矿选矿设备来完成。
而金矿选矿设备一般采用的就是自动控制系统,它可以通过自动测量、自动分析、自动控制等一系列的措施,实现矿石的智能化、自动化、高效化等重要目标,同时,有效保障了金矿选矿的生产安全和生产效率。
二、自动控制系统的应用功能1、自动化控制自动控制系统最主要的功能就是自动化控制。
在金矿选矿过程中,它可以通过贵金属等元素的自动检测来自动调整每个生产环节的参数,保证重要金属元素的提取率。
在生产过程中,通过自动化控制,生产效率和质量也能够大大地提高。
2、在线检测自动控制系统可以实现对矿石颗粒的自动化检测,且精度高。
通过在生产过程中对矿石的颗粒大小、磨矿程度、数量和质量进行在线检测,可以根据实时采集到的矿石数据,及时调整工艺参数,使得提取率得以最大化。
3、数据分析自动控制系统可以通过收集、存储和分析大量的生产数据,使得矿石的提取率和质量都得到了大幅提升。
通过数据分析,金矿选择才能更好地实现精炼和提纯等工艺技术,以实现良好的选矿效果,同时还可以帮助企业通过大数据分析来发现生产过程中的漏洞和问题,为企业的生产过程提供更好的管理和改进方案。
4、故障诊断自动控制系统可以实现精准的故障诊断和分析,避免由于设备故障引发的生产事故和损失,同时也减少了维修成本和生产停工的时间,提高了企业的生产效率。
三、自动化控制技术的应用案例需要说明的是,自动控制技术的应用必须照顾到不同的矿石特点和提取工艺,比如黄金、银等含铜多金属矿抽析、铅锌多金属矿浮选等,需要根据不同的矿物特征和选矿技术进行优化。

金川矿山废石—全尾砂高浓度充填工艺试验研究乔登攀;姚维信【摘要】废石和尾砂是矿山企业的大宗工业废料且不存在来源不足问题,如何高效利用废石和尾砂进行充填采矿是采矿界的前沿性课题.本文结合金川公司充填工艺介绍了废石-尾砂高浓度管输充填新技术,并阐述了该技术中高浓度充填和膏体充填的特点,且充填成本低.【期刊名称】《有色金属科学与工程》【年(卷),期】2011(002)006【总页数】5页(P57-61)【关键词】充填;全尾砂;废石;高浓度充填【作者】乔登攀;姚维信【作者单位】昆明理工大学国土资源工程学院,昆明650093;昆明理工大学国土资源工程学院,昆明650093【正文语种】中文【中图分类】TD853.34自20世纪70年代以来,澳大利亚、前苏联等国试验成功了在空区内先倒入块石充填,再向块石中压注水泥净浆或水泥砂浆的充填工艺,如Mount Isa矿、Kidd Creek矿,1973年Mount Isa矿开始块石胶结充填工艺应用[1-3].我国则试验成功了在块(碎)石倒入采空区的同时,将水泥砂浆用管路输送注入空区自淋混合胶结充填.如大厂锡矿、铜录山铜矿等试验成功了块石—水泥砂浆自淋混合充填工艺,结果表明充填体强度高且充填成本低.个别矿山则试验成功了在采空空区的上部,用电耙、无轨设备或溜槽进行废石与水泥砂浆的混合拌制,而后利用空区自落条件充填采空区的块石胶结充填工艺.红透山铜矿在井下建立了一套块石倒运与充填系统并形成较大充填能力,达到了废石不出坑[4-5].一般情况下,块石胶结充填体在试块强度3 MPa条件下水泥含量小于100 kg/m3,仅是尾砂胶结充填水泥用量的一半,从而使成本大幅度降低.生产实践表明,在相同水泥用量的条件下,与其他胶结充填工艺相比较,块石胶结充填体强度更高,充填体稳定性比细砂胶结充填好得多,能有效保证二步矿房(矿柱)回采时的安全.空场嗣后块石胶结充填采矿法矿石贫化小、能力大、废石提运少,也能够缓解地表堆放废石引起的诸多问题,是当前胶结充填工艺的发展方向之一.但是,目前块石充填工艺需利用采空区落差条件,通过充填料分流输送和自淋混合方式实现胶结充填,仅以空场(分段或阶段)嗣后充填方式实现,对分层采矿法(上向或下向)并不适用,因而目前块石充填应用仍非常有限[6].金川镍矿规模大、埋藏深,矿岩破碎且蠕变特征明显、地应力大,其开采难度世界罕见.金川矿山在复杂的工程地质条件下遇到了各种各样的涉及到充填采矿的技术问题,在长期的大规模工业生产实践和国内外的科技合作中,从未间断过开展充填采矿领域的试验研究,其中一批重大问题多次列入国家重点科技攻关计划,积累了丰富的充填采矿经验和大量的技术资料.金川矿山先后进行过VCR法、上向分层进路式胶结充填法和下向分层胶结充填法试验;经过几十年探索最终定型为下向水平分层进路式胶结充填采矿法,发明和应用成功了下向六角形进路式充填法.目前,金川三大矿山(龙首矿、二矿区、三矿区)已形成1000万t/a的生产规模,是全球应用下向水平分层充填法规模最大、机械化程度最高的矿山.2010年,龙首矿西部贫矿开采项目开始投产,另外金川四矿区工程也已开工建设.根据金川公司的总体规划,“十二五”末,所属四大矿山的生产能力将超过1200万t/a,届时,充填能力将达到400万m3/a以上.经调查,金川矿山地表堆放的可用于充填的废石量总计约1800万t,今后废石量将超过130万t/a,2009年废石综合出窿费用高达约1.96亿元.废石外排不仅会大大影响到矿山周边区域的生态环境,也是矿山生产中的沉重负担,如何处理大量工业废石是解决金川公司矿山周边生态环境保护与污染防治、矿山生产提运压力的重中之重.因此,研究粗粒级废石破碎集料高浓度充填技术非常重要[7].金川矿区井下废石混合料主要来自矿山生产掘进和巷道返修所产生的废石.金川矿山充填管道主要有内径110 mm和80 mm两种,一般要求骨料粒径不能超过管径的1/5~1/4,故试验将工程废石的破碎粒度确定为-16 mm.废石破碎集料对于充填料浆配合比设计的主要影响因素是集料级配.通过筛分统计,金川矿区废石破碎集料的粒度级配见表1.经测定,废石破碎集料的加权平均粒径为dav=5.803 mm,中位粒径d¯c=5.235 mm,d60=7.023 mm,d10=0.391 mm,则有d60/d10=17.96.显然,按塔博条件(塔博研究认为:当d60/d10=4~5时,物料的密实度最好,即最佳颗粒级配.)废石破碎集料的级配并不好,粗粒料偏多,细粒级含量偏小,料浆由于难以形成絮网结构,管道输送(无论是泵压或自流输送)中料浆易发生泌水现象而导致堵管.因此,需要添加相应的细粒料—全尾砂进行骨料级配优化.金川公司全尾砂是一选厂与二选厂排放的尾砂混合物.金川全尾砂平均粒度细,氧化镁含量高,渗透系数小(15 mm/h).应用激光粒度分析仪对金川公司全尾砂进行分析,见表2.金川矿山充填所用的胶结材料为325级增强复合水泥,水泥比重3.1 t/m3,密度1.1 t/m3,其比表面积为 3100~3300 cm2/g.通过测试与分析,金川公司破碎废石集料和全尾砂的有关参数见表3.废石-全尾砂胶结充填料浆是一种低标号的多相混合体.理想状态下的充填料浆,其组分如废石集料、全尾砂和水泥是相互均匀分散的,相互填充.对于料浆中体积占绝大多数的废石集料而言,良好的级配不仅可以减少离析现象,改善料浆拌合物的工作性,而且增加了废石集料颗粒之间的嵌锁能力.实际上,破碎废石集料与全尾砂是不能用来选配的.一定程度上是不能选别的,只能应用,也只能采用合适的比例来确定最大密实度.根据废石—全尾砂高浓度浆体的环管试验和流动性度试验结果,获得了金川废石—全尾砂高浓度料浆的配合比参数为:最优废石尾砂比为6.0∶4.0,最适宜管输充填的料浆重量浓度为77%~79%,浆体坍落度≥22 cm,325#水泥添加量为260 kg/m3,该配合比条件下的胶结体工业强度满足下向水平分层进路式充填法人工假顶的强度要求[8-9].工业试验共进行了废石全尾砂比5∶5和6∶4两种配合比试验,完成了进路充填量10080 m3.工业试验充填管道最长1858 m,最短1650 m,管道系统总垂直落差492 m,最大充填倍线为4.78,最小为4.35.废石-全尾砂充填料浆骨料粒级范围比较大(0~16 mm),不同于金川矿山现用的棒磨砂骨料,充填起始阶段需要迅速提高料浆浓度,以防止堵管并保证充填体的整体性和稳定性.工业试验废石—全尾砂料浆搅拌在二矿区膏体系统中完成,主搅拌为ATDⅢ-Ф700型双螺旋搅拌输送机,搅拌轴长达6 m,设计搅拌槽的最大容积为5 m3,设计生产能力为35~90 m3/h,采用2×30 kW电机传动.工业试验中要求充填导流水和洗管水不能进入采空进路,如此方能真实反映进路内充填体脱水情况和胶结体强度.但由于受采场充填接管方式和移管安全等因素影响,实际上难以进行分离导流水和洗管水.工业试验中充填进路脱水情况,采用与矿山现用的自流和膏体充填采场脱水情况相比较,分别设定了无水、少量水、中等水、大量水4个层次进行定性分析.无水指进路内无法用泵进行脱水,即实际没有脱水.少量水是指进路内用泵进行了脱水,但脱水量明显少于平常膏体充填脱水量.中等水是指进路脱水量与脱水时间与膏体充填相当.大量水是指进路脱水量与自流充填相当.试验共完成了15条进路充填,经统计无水情况有4条,占26.7%;进路中有少量水有7条,占46.6%;采场中等水有4条,占26.7%.结果表明,尽管充填引流水和洗管水仍然进入采场,但废石—全尾砂高浓度充填料浆的脱水量明显少.如果充填中能将引流水和洗管水进行分流,废石—全尾砂高浓度(77%~79%)充填不需要人工脱水,自然脱水即可[10].试验期间,由充填站按规范(密度壶)进行了料浆取样与装模.试块装模时要求进行自然装填,不可振动和捣实.试块压裂结果见图1.由图1可见:①强度试块中仍存在全尾砂团块和少量的水泥团块,表明存在水泥浆搅拌不均匀和尾砂强力搅拌不均匀现象;②试块中粗粒级的废石分布比较均匀,无离析分层,表明应用废石—全尾砂配制成的高浓度料浆具有良好的抗离析性.根据进路内充填体的脱水情况、流动性及强度试块压裂情况综合来看,只要将配合比和料浆浓度控制稳定,并解决了引流水与洗管水,就可以达到进路内充填体不脱水及充填体不离析的目标.工业试验中在金川二矿区1178 m分段6盘区3分层28号进路进行了强度直接测试,结果见表4.进路内充填胶结体的工业强度分布特征为:由进路充填下料点到进路中部小隔墙处充填体强度总体呈降低趋势,但强度降幅很小,分析认为这种强度的变化是由于进路内充填料浆的长距离自流动而造成的;沿进路高度方向充填体强度总体呈“下高上低”特点,这是由于进路内充填料浆的轻度离析造成的.由于充填中引流水、洗管水没有排出采场,并且充填过程中也偶尔出现供料中断、供料不稳等情况,造成料浆浓度变化和料浆的不均匀,引起充填体强度变化.根据进路内充填体揭露情况,并结合试块压裂后骨料分布情况,试验组对比设定了均匀层(粗骨料分布均匀,骨料填隙效果好)、粗砂层(粗粒废石有较明显富集现象)、细砂层(粗粒废石少,细粒料明显多)、细浆层(较为明显的水泥尾砂浆).现场测定结果为:①进路内充填体底部、顶部和中间部位均不同程度的出现细浆层.分析认为,进路底板细浆层应属充填引流层,起始浓度低,并且充填浓度提高需要10 min左右;进路内充填体顶部细浆层应属充填结束时洗管水进入等造成料浆浓度降低而引起离析分层,进路充填体中部的细浆层则是由于系统供料不稳甚至骨料中断(如放砂、皮带偏斜、斜溜槽偶尔堵塞后采用大水冲洗等)造成短时间内料浆浓度降低或配合比不稳定引起.测定结果表明所有细浆层的厚度都较小;②充填均匀层基本达到了充填体70%以上,充填体底部无明显的“锅底”状离析形态;③根据现场测定结果,废石尾砂比为5∶5料浆的流动坡面角基本保持在0.38~1.26°,废石尾砂比为6∶4料浆的流动坡面角基本保持在0.55~1.19°,进路内充填下料点处有不太明显的“锥堆”现象,表明料浆总体流动性很好,废石—全尾砂高浓度料浆应属高流态浆体[11-12].废石—全尾砂高浓度料浆泵压管输充填工艺是可行的,并且得到了长距离管道输送和长距离进路自然流动试验的证明,该项技术集中了高浓度充填和膏体充填的优点,且成本低.废石—全尾砂高浓度料浆具有良好的稳定性、自然流动性和管输特性,充填体的强度高.由于粗粒级废石破碎集料的应用,有效降低了水泥用量.经矿山统计和类比估算,废石—全尾砂高浓度料浆泵压管输充填成本约为86.48元/m3,是金川矿山现用的-5 mm棒磨砂高浓度自流充填成本的66.25%,是棒磨砂—分级尾砂膏体泵压管输充填成本的88%,成本优势非常明显,推广应用前景广阔.【相关文献】[1]R.Cowling.Twenty-five years of mine filling—developments and directions[C]//Sixth International Symposium on Mining with Brislane:April,1998:3-10.[2]J.Nantel.Recent developments and trends in backfill practices in Canada[C]//SixthInternational Symposium on Mining with Backfill.Brislane:1998:11-14.[3]P.Farsangi,A.Hayward,F.Hassani.Consolidated rockfill optimizatiom at Kidd Creek Mines[M].CIM Bulletin,1996:129-134.[4]周爱民.矿山废料胶结充填[M].北京:冶金工业出版社,2007:1-20.[5]孙恒虎,黄玉诚,杨宝贵.当代胶结充填技术[M].北京:冶金工业出版社,2002:3-19.[6]刘同有.充填采矿技术与应用[M].北京:冶金工业出版社,2001.[7]乔登攀.金川矿山废石充填浆体制备与管输流变特性研究[D].昆明:昆明理工大学,2009.[8]乔登攀,程伟华,张磊,等.现代采矿理念与充填采矿[J].有色金属科学与工程,2011(2):7-14.[9]张秀勇.金川二矿区废石—全尾砂高浓度料浆泵压管输充填系统研究[D].昆明:昆明理工大学,2010:15-22.[10]苑雪超.金川矿山废石—全尾砂高浓度充填料浆搅拌方式研究[D].昆明:昆明理工大学,2010:11-17.[11]XU Yu-hai,XU Xin-qi,LI Jian-xiong,et al.High concentration backfilling,its rheologic properties and parameters in gravity flow[C]//In The Nonferrous MetalsSociety of China,eds.Proceedings of the 8th International Symposium on Mining withBackfill.Beijing:2004:304-307.[12]SVEN M,ASMUS F,YANG Jian-ying.State of the art admixtures forhigh performance SCC in China[C]//YU Zhi-wu,SHI Cai-jun,KHAYAT K.H,etaleds.Proceedingsof1stInternational Symposiumon Design,Performance and Use of Self-consolidating Concrete.Paris:RILEM Publication SARL,2005:129-136.。
采矿行业中的智能化技术应用现状与发展趋势在当今科技飞速发展的时代,智能化技术正以前所未有的速度渗透到各个行业,采矿行业也不例外。
智能化技术的应用为采矿行业带来了显著的变革,不仅提高了生产效率和安全性,还降低了成本和对环境的影响。
一、智能化技术在采矿行业中的应用现状1、自动化采矿设备自动化铲运机、凿岩台车和装药车等设备已经在一些大型矿山得到应用。
这些设备能够按照预设的程序和路径进行作业,减少了人工操作的误差和风险。
例如,自动化铲运机可以根据矿山的地形和矿石分布情况,自动规划最佳的铲装路线,提高了铲装效率。
2、智能矿山监测系统通过安装在矿山各个部位的传感器,如位移传感器、应力传感器、温度传感器等,可以实时监测矿山的地质结构、设备运行状态和环境参数。
这些数据被传输到中央控制系统进行分析和处理,一旦发现异常情况,系统会及时发出警报,为矿山的安全管理提供了有力保障。
3、数字化矿山建模利用地理信息系统(GIS)、三维建模技术和虚拟现实(VR)技术,构建数字化的矿山模型。
这个模型可以直观地展示矿山的地质结构、矿体分布和开采进度,为矿山的规划、设计和生产决策提供了科学依据。
4、无人驾驶矿车在一些条件适宜的矿山,无人驾驶矿车已经开始投入使用。
这些矿车通过激光雷达、摄像头和卫星定位等技术实现自主导航和避障,不仅提高了运输效率,还减少了因人为因素导致的事故。
5、智能选矿技术基于机器学习和图像识别技术,智能选矿系统能够对矿石进行快速准确的分析和分类,提高选矿的精度和效率。
同时,智能控制系统还可以根据矿石的性质和市场需求,实时调整选矿工艺参数,实现选矿过程的优化。
二、智能化技术在采矿行业中的发展趋势1、更高程度的自动化和智能化未来,采矿设备将具备更强的自主决策能力和学习能力,能够根据复杂多变的矿山环境进行自适应调整。
例如,智能凿岩设备可以根据岩石的硬度和节理分布自动调整凿岩参数,提高凿岩效率和质量。
2、大数据与人工智能的深度融合随着矿山监测数据和生产数据的不断积累,大数据分析和人工智能技术将在采矿行业中发挥更大的作用。
智能化矿山采矿技术中的安全管理问题分析发布时间:2022-12-06T05:54:17.870Z 来源:《福光技术》2022年23期作者:杜昆成初兆阳张志鹏[导读] 煤矿行业在我国社会经济发展中发挥着至关重要的作用,但是由于煤矿开采现场工作环境复杂,对采矿人员的安全意识、责任意识、风险防范意识要求较高,智能化、信息化、自动化技术的应用虽然提高了煤矿企业的生产效率,但是对基层工作人员的专业技能,对各类设备的熟练程度提出了更高的要求,安全管理模式也要随着生产方式的变化做出调整和优化,才能充分发挥出智能生产设备应有的价值,推动煤矿企业的创新发展。
招金矿业股份有限公司夏甸金矿山东烟台 265400摘要:随着科学技术的持续发展,信息化、智能化、数字化、自动化技术被广泛运用于各个行业,矿山开采工作具有一定的危险性,尤其对于井下作业来说,其工作难度高、风险因素多、安全管理难度大。
将智能管理系统应用于矿山开采安全管理中可以提高安全管理效率,本文主要分析了矿山采矿现存的主要安全问题,从建立信息管理系统、加强风险评估体系等方面对安全管理措施展开了探讨,旨在为相关人员提供参考。
关键词:智能化;采矿技术;安全管理煤矿行业在我国社会经济发展中发挥着至关重要的作用,但是由于煤矿开采现场工作环境复杂,对采矿人员的安全意识、责任意识、风险防范意识要求较高,智能化、信息化、自动化技术的应用虽然提高了煤矿企业的生产效率,但是对基层工作人员的专业技能,对各类设备的熟练程度提出了更高的要求,安全管理模式也要随着生产方式的变化做出调整和优化,才能充分发挥出智能生产设备应有的价值,推动煤矿企业的创新发展。
1.矿山采矿技术安全管理的重要性在矿山日常作业中,加强技术安全管理可以为工作人员提供安全的工作环境,保证采矿工作的顺利开展,提高矿山企业的经济效益和社会效益,加强矿山采矿安全管理需要从规范矿工作业流程、预防安全事故、提高工作人员安全防范意识等方面出发,将安全放在首要位置,让矿工规范自身工作行为、提高责任意识。
探究电气自动化控制对矿山设备的重要作用曹江新(西部黄金伊犁有限责任公司伊宁835000)摘要自动化控制技术在我国各个行业中,都占据着非常重要的地位和作用,尤其我国矿山开采行业中。
自动化控制技术主要是利用网络控制系统,对设备、人员进行集中化管理,从而实现自动化生产的模式。
因此,本文对自动化控制技术对矿山设备生产的重要作用,进行了简要的分析和阐述,希望对矿山企业的发展,给予一定的帮助。
关键词自动化控制技术矿山设备重要作用矿山开采行业是我国经济发展的基础,相应的生产设备也在不断的提升,并且在不断发展的过程中,逐渐的将自动化控制技术应当到其中。
在矿山企业生产的过程中,通过自动化控制技术可以对生产设备进行全面的控制,保证其设备处于安全、稳定的运行状态,以此来有效的提升矿山生产的效率,为其行业的发展带来良好的经济效益。
但是,如何充分的展现出自动化控制技术在矿山设备中的效果是非常重要的,这也是本文主要阐述的重点。
1自动化控制技术对矿山设备中的重要性自动化控制技术在矿山设备运用的过程中,通过利用网络控制技术对其设备的运行状态,进行一定程度上的控制,以此保证矿山设备处于安全、稳定的运行状态,获得了良好的经济效益。
由此可见,自动化控制技术在矿山设备生产的过程中,起到了非常中重要的作用和意义。
1.1保证矿山设备的运行状态对于自动化控制技术自身来说,控制系统的质量与稳定性有着直接性的联系。
换句话说,可靠性是矿产设备的一个重要因素。
因此,自动化控制技术在矿山设备重要作用分析的过程中,可以从可靠性展开分析,通过利用相应的网络监控系统,对矿山设备的运行状态进行全面的控制,避免矿山设备发生故障,影响矿山开采工作的正常开展。
另外,自动化控制技术在矿山设备重要作用分析的过程中,自动化控制技术与运程、通信等技术,进行有效的结合,可以对设备进行实时的监控,将矿山设备的整个运行状态全面的传输到矿山开采调度中心,这样可以为工作人员在对设备的调控好规划,提供了重要的参考信息,保证了矿山设备处于安全、稳定、可靠的运行状态。
浅谈半自磨机在金川选矿的发展现状和今后发展趋势鲁培兴【摘要】本文通过简要介绍半自磨机的发展状况,以及金川选矿半自磨机的发展现状,根据目前金川新建、改扩建或技术改造项目中采用半自磨机的发展方向,最后归结出金川选矿现代半自磨机的发展趋势是采用大型化、高可靠性的半自磨机,向自动控制、自动化方向发展.【期刊名称】《有色设备》【年(卷),期】2018(000)004【总页数】3页(P1-3)【关键词】半自磨机;大型化;高可靠性;自动化【作者】鲁培兴【作者单位】西藏天圆矿业资源开发有限公司,西藏谢通门857001【正文语种】中文【中图分类】TD4530 前言金川选矿碎磨工艺流程现主要有两种形式,分别是三段一闭路破碎+球磨流程的常规碎磨工艺、粗碎+半自磨+球磨的半自磨碎磨工艺。
其中半自磨碎磨工艺具有运营成本低、占地少、粉尘污染少的特点。
金川新建、改扩建或技术改造项目中选矿碎磨工艺已开始广泛采用半自磨碎磨工艺。
1 半自磨机的发展状况20世纪50年代末,半自磨机开始应用于矿山生产。
目前,国内半自磨机已达到系列化﹑规格化和标准化的程度,产品齐全,使用可靠,深受国内外用户欢迎。
2 金川半自磨机的发展现状目前,金川集团股份有限公司选矿厂二选矿车间、金川集团股份有限公司铜冶炼厂铜选矿车间、广西金川有色金属有限公司选矿分厂陆续采用了半自磨碎磨工艺。
2.1 金川选矿的生产工艺2.1.1 金川选矿厂二选矿车间的生产工艺二选矿车间建成投产于1967年2月,原设计能力为6 000 t/d。
经1983年和1992年一、二期改扩建,处理能力达到9 000 t/d。
后经扩能降耗技术改造,从2014年开始,生产改造同时进行,现处理能力达到15 500 t/d,由一个新建的11 000 t/d选矿系统和一个优化升级改造的碎矿系统与两个磨浮系统4 500 t/d的生产能力组成,11 000 t/d选矿系统采用半自磨碎磨工艺,4 500 t/d选矿系统采用常规碎磨工艺。
金川矿区高应力破碎岩体条件下的巷道支护技术
王贤来;姚维信;韩斌
【期刊名称】《矿业研究与开发》
【年(卷),期】2004(24)3
【摘要】金川矿区的工程地质条件复杂,岩体软弱破碎,地压大,约有25%的巷道处于不良岩层中,巷道支护是金川镍矿遇到的一个主要问题。
作者对金川矿区不良岩层巷道变形及破坏规律进行了全面的调查研究,系统的总结了金川矿区采用的各种巷道支护方式的支护效果,尤其是对喷锚网支护、巷道注浆加固支护、多种方式联合支护进行了详细的阐述,并根据金川矿区多年来的工程实践,总结出了在类似的高应力破碎岩体条件下各种井巷工程的最佳支护方式。
【总页数】4页(P38-41)
【关键词】高应力;不良岩层;巷道支护;喷锚网支护;注浆加固;联合支护
【作者】王贤来;姚维信;韩斌
【作者单位】金川集团公司龙首矿;中南大学资源与安全工程学院
【正文语种】中文
【中图分类】TD353
【相关文献】
1.金川二矿区深部高应力碎胀蠕变岩体巷道变形特征与支护技术研究 [J], 王永才;康红普
2.金川矿区高应力破碎岩体条件下的巷道支护技术与工程实践 [J], 王贤来
3.高应力复杂空区群条件下破碎岩体巷道支护方案浅析 [J], 沈九州
4.金川矿区深部高应力破碎岩体巷道支护技术研究及应用 [J], 杨亚平;杨有林;穆玉生;韩斌
5.金川1号力学试验巷道的设计与施工——喷锚网支护结构在金川高应力破碎岩体中的应用 [J], 谷志孟;白世伟
因版权原因,仅展示原文概要,查看原文内容请购买。
依靠科技进步,发展金川的选矿技术
马学仁
【期刊名称】《有色矿山》
【年(卷),期】1996(000)003
【摘要】阐述了金川镍矿的选矿技术发展和进步,系统地介绍流程结构,技术指标、药剂制度、设备、自动化等情况,生产力总结了金川选矿技术的现状。
【总页数】5页(P33-37)
【作者】马学仁
【作者单位】无
【正文语种】中文
【中图分类】TD9-11
【相关文献】
1.优化金川贫矿选矿技术指标的研究 [J], 刘广龙
2.依靠科技进步提高金川二矿区富矿石选矿指标 [J], 李松春
3.蓬勃发展中的兰州金川金属材料技术有限公司——访兰州金川金属材料技术有限公司 [J],
4.依靠科技进步发展传统产业──广西制糖工业依靠科技进步的几点做法 [J], 韦如花
5.金川二矿区富矿石选矿技术经济指标分析 [J], 陈晓东
因版权原因,仅展示原文概要,查看原文内容请购买。