专业术语 日语
- 格式:xls
- 大小:9.50 KB
- 文档页数:1

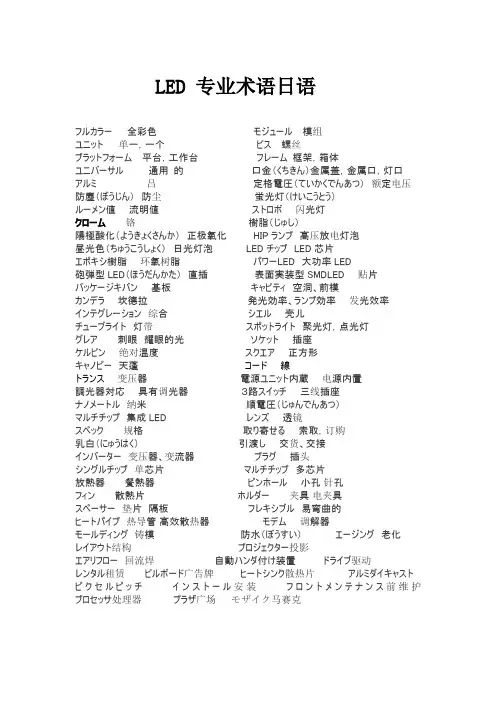
LED 专业术语日语フルカラー全彩色モジュール模组ユニット单一,一个ビス螺丝プラットフォーム平台,工作台フレーム框架,箱体ユニバーサル通用的口金(くちきん)金属盖,金属口,灯口アルミ吕定格電圧(ていかくでんあつ)额定电压防塵(ぼうじん)防尘蛍光灯(けいこうとう)ルーメン値流明値ストロボ闪光灯クローム铬樹脂(じゅし)陽極酸化(ようきょくさんか)正极氧化HIPランプ高压放电灯泡昼光色(ちゅうこうしょく)日光灯泡LEDチップLED芯片エポキシ樹脂环氧树脂パワーLED 大功率LED砲弾型LED(ほうだんかた)直插表面実装型SMDLED 贴片バッケージキバン基板キャビティ空洞、前模カンデラ坎德拉発光効率、ランプ効率发光效率インテグレーション综合シエル壳儿チューブライト灯带スポットライト聚光灯,点光灯グレア刺眼耀眼的光ソケット插座ケルビン绝对温度スクエア正方形キャノピー天蓬コード線トランス变压器電源ユニット内蔵电源内置調光器対応具有调光器3路スイッチ三线插座ナノメートル纳米順電圧(じゅんでんあつ)マルチチップ集成LED レンズ透镜スペック规格取り寄せる索取,订购乳白(にゅうはく)引渡し交货、交接インバーター变压器、变流器プラグ插头シングルチップ单芯片マルチチップ多芯片放熱器餐熱器ピンホール小孔针孔フィン散熱片ホルダー夹具电夹具スペーサー垫片隔板フレキシブル易弯曲的ヒートパイプ热导管高效散热器モデム调解器モールディング铸模防水(ぼうすい)エージング老化レイアウト结构プロジェクター投影エアリフロー回流焊自動ハンダ付け装置ドライブ驱动レンタル租赁ビルボード广告牌ヒートシンク散热片アルミダイキャストピクセルピッチインストール安装フロントメンテナンス前维护プロセッサ处理器プラザ广场モザイク马赛克。
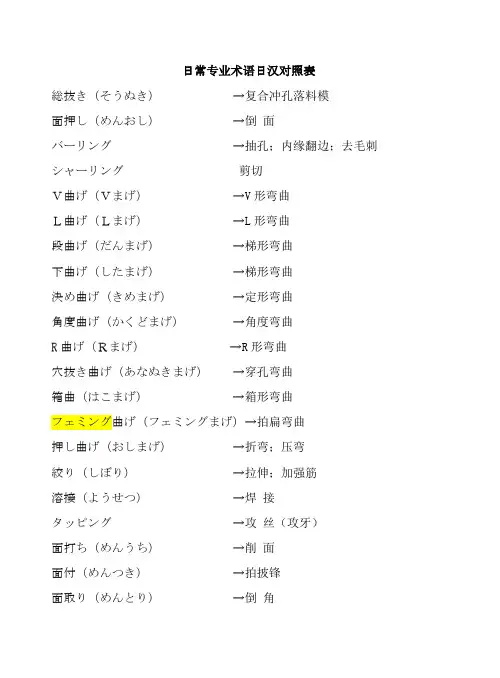
日常专业术语日汉对照表総抜き(そうぬき)→复合冲孔落料模面押し(めんおし)→倒面バーリング→抽孔;内缘翻边;去毛刺シャーリング剪切V曲げ(Vまげ)→V形弯曲L曲げ(Lまげ)→L形弯曲段曲げ(だんまげ)→梯形弯曲下曲げ(したまげ)→梯形弯曲決め曲げ(きめまげ)→定形弯曲角度曲げ(かくどまげ)→角度弯曲R曲げ(Rまげ)→R形弯曲穴抜き曲げ(あなぬきまげ)→穿孔弯曲箱曲(はこまげ)→箱形弯曲フェミング曲げ(フェミングまげ)→拍扁弯曲押し曲げ(おしまげ)→折弯;压弯絞り(しぼり)→拉伸;加强筋溶接(ようせつ)→焊接タッピング→攻丝(攻牙)面打ち(めんうち)→削面面付(めんつき)→拍披锋面取り(めんとり)→倒角球出し(たまだし)→球面加工エンボス→凹凸印;凸包分割(ぶんかつ)→分割バリ無き(バリなき)→去毛刺カシメ→铆接脱脂(だっし)→脱脂化学メッキ(かがくメッキ)→化学镀膜シャーリング→剪切送りピッチ(おくりピッチ)→进位间距穴抜き(あなぬき)→冲孔、穿孔穴明け(あなあけ)→冲孔スクイージング→压印順送り(じゅんおくり)→级进连续模(顺送开料)外抜き(がいぬき)→外形落料(剪口目視(もくし)→目视酸化皮膜(さんかひまく)→酸化被膜矢印(やじるし)→箭头基準(きじゅん)→基准データム→基准ハイスピン→高速销隅R(すみR)→四角公差(こうさ)→公差潰し工程(つぶ後しこうてい)→熔化工程緩和(かんわ)→缓和,放大プレス機(プレスキ)→冲床タイハイド→闭模スプリングパッグ→回弹絞りコーナー(しぼりコーナー)→翻边円弧(えんこ)→圆弧熱処理(ねつしょり)→热处理低温焼鈍(ていおんやくどん)→不完全退火,低温退火低温焼なましメッキ→电镀ボルスター→垫板クリアランス→间隙ブランク→开料ストリッパ→卸料板コイルクレードル→卷料架スライド→滑块テンション板→张力板クラッチ→离合器ギア→齿轮スクリュー→螺丝,螺旋,螺钉ガイドプーり→倒轮絞りポンチ→拉伸冲头シーマー→封口机キカピン→自动卸料冲头パーツ→零件四ネジ(よんネジ)→四头螺钉ベース→模座プラッグ→插头コンセント→插座データ→数据、资料型試(けいし)→试模へミング→卷边ビード→卷边半抜き(はんぬき) →半拔、凸台ショックマーク→冲撞痕テーパ加工(テーパかこう)→锥型加工コーナー→棱クリアランス角(クリアランスかく)→模具间隙パイロット穴(パイロットあな)→定位孔トリミング→切毛边、修边曲げモーメント→弯矩ネジレ→转矩トルク→转矩、扭矩回転トルク(かいてんトルク→回转扭矩出張り(でばり)→突边凸出部明細書(めいさいしょ)→清单倒れ(たおれ)→歪斜金型(かながた)→模具止めピン(とめピン)→回形针皿加工(さらかこう)→打斜孔タップ→丝锥ダイハイト→模高ボール盤(ボールばん)→钻床バンク→车床旋盤フライス盤(フライスばん)→铣床マシニング→机床ナンバリング→编号バリ→毛刺端子(たんし)→端子ラジアルボール盤→摇臂钻ダイフェス→模面カエリ→毛刺方向曲げ逃げ(まげにげ)→避位型逃げ(けいにげ)→避位ノッチ→切口切り欠き(きりかき)→切口穴欠き(あなかき)→切口内側の曲げ(ねいがわのまげ)→弯曲内侧引き抜き力(ひきぬきりょく)→拉力マッチング→接刀ダレ側(ダレがわ)→光滑面マーク→记号座くり(ざくり)→底坐リベット→铆钉スクラップ処理(スクラップしょり)→连料处理ラック→锯齿、齿条バラツキ→偏差逃げ(にげ)⇒ニゲ→工艺槽姿ゲージ(すがたゲージ)→治具ズレ→错位,不吻合エッジ→棱,边,边缘レイアウト図(レイアウトず)→设计图チェックポイント→检查点,检验点サンプル→样品,标本,试料;样本総抜き(そうぬき)→复合冲孔落料模突起(とっき)→突起カシメ軸の浮き(カシメじくのうき)→铆接轴的浮动端面ヘソ(たんめんヘソ)→切断面旋削(せんさく)→车削。

日语专业术语Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】端部浇口end gate端部浇口是指设置在制品壁厚部端面的浇口,是最普通的一种,浇口行踪多数是通过机械加工等除去。
(图)制品流道(横浇道)中心浇口center gate中心浇口是指利用制品内部的孔或窗口,并在该部位上设置的浇口。
环形浇注系统ring gate环形浇注系统就是指按照制品端部的形状,以圆形或椭圆形状设置的浇口。
公差tolerance公差是指所规定的允许最大值与允许最小值的差。
例如,嵌入方式的允许最大尺寸与允许最小尺寸间的差。
允许差tolerance;allowance(1)是所规定的基准值与所规定的界限值。
(2)是允许试验数据上下不同的界限。
收缩量shrinkage allowance收缩量是指当压铸件成型后,估计制品的收缩,而事先放大模具尺寸的比例。
精加工余量finishing machining allowance 精加工余量就是指在压铸件素材形状中留有因精加工而需要的加工余量。
时效变化secular change;aging change 在E、合金材料中进行说明,请见P.。
分型面铸造parting line分型面铸造是指模具构成中,可动模具与固定模具之间的分型面,中子等的模具分型面。
分型线parting line分型线是指可动模具与固定模具之间分型面的分型面铸造线。
起模坡度draft起模坡度是指为方便从模腔部侧面壁或者销、中子等模具处抽出压铸件而设置的斜度。
沉割under cut沉割是指不能与模具打开方向平行进行压铸件抽拔的部位,通常是使用拉拔中子、置中子、崩坏性中子等后形成的。
- 31-1 -- 31-2 -- 32 -- 33-1 -- 33-2 -铸造用镁合金生铁块magnesium base alloy ingot for die castings是镁合金压铸件上使用的原材料生铁块。
⽇语专业术语DCS T4 设计端部浇⼝end gate端部浇⼝是指设置在制品壁厚部端⾯的浇⼝,是最普通的⼀种,浇⼝⾏踪多数是通过机械加⼯等除去。
(图)制品流道(横浇道)中⼼浇⼝center gate中⼼浇⼝是指利⽤制品内部的孔或窗⼝,并在该部位上设置的浇⼝。
环形浇注系统ring gate环形浇注系统就是指按照制品端部的形状,以圆形或椭圆形状设置的浇⼝。
公差tolerance公差是指所规定的允许最⼤值与允许最⼩值的差。
例如,嵌⼊⽅式的允许最⼤尺⼨与允许最⼩尺⼨间的差。
允许差tolerance;allowance(1)是所规定的基准值与所规定的界限值。
(2)是允许试验数据上下不同的界限。
收缩量shrinkage allowance收缩量是指当压铸件成型后,估计制品的收缩,⽽事先放⼤模具尺⼨的⽐例。
精加⼯余量finishing machining allowance精加⼯余量就是指在压铸件素材形状中留有因精加⼯⽽需要的加⼯余量。
时效变化secular change;aging change在E、合⾦材料中进⾏说明,请见P.。
分型⾯铸造parting line分型⾯铸造是指模具构成中,可动模具与固定模具之间的分型⾯,中⼦等的模具分型⾯。
分型线parting line分型线是指可动模具与固定模具之间分型⾯的分型⾯铸造线。
起模坡度draft起模坡度是指为⽅便从模腔部侧⾯壁或者销、中⼦等模具处抽出压铸件⽽设置的斜度。
沉割under cut沉割是指不能与模具打开⽅向平⾏进⾏压铸件抽拔的部位,通常是使⽤拉拔中⼦、置中⼦、崩坏性中⼦等后形成的。
- 31-1 -- 31-2 -- 32 -- 33-1 -- 33-2 -DCS T5 合⾦材料铸造⽤镁合⾦⽣铁块magnesium base alloy ingot for die castings 是镁合⾦压铸件上使⽤的原材料⽣铁块。
作为以JIS规格化的铸造⽤镁合⾦⽣铁块(JIS H 2222)的种类有MD1B、MD1D、MD2B、MD3B、MD4等,其他还规格化了JIS规格相关的4种。

コンピューターやIT業向けの専門用語:備考:Levelの判定基準: 3-よく使われる;2-普通;1-あまり使われない;0-使われない。
N0Japanese(仮名)Japanese(漢字)Chinese1それいがいのそれ以外の其他的2おしこむ押し込む按下去3せいぎょち制御値控制值4まず首先5へんこうかのうとする変更可能とする能变更6ひつようがある必要がある需要7メール邮件8ていしゅつぶつ提出物提出物9しようしない使用しない不使用10おされる押される被按下11さくせいちゅう作成中正在作成中12セルをけつごうするセルを結合する合并单元格13ブランキング消除14テンポラリへんすうテンポラリ変数临时变量15たいしょ対処处理16たいしょ対処应付17プレゼンツール说明工具18とりはずす取り外す卸下19の的20きょうせいしゅうりょう強制終了强制终了21メイン主22さくせいじつ作成日作成日23かんしじかん監視時間监视时间24フローせいぎょフロー制御流量控制25すべてちゅうごくごとする全て中国語とする全部为中文26がいようず概要図概要图27カラー颜色28セーブ保存29ちゅうおうぞろえ中央揃え居中30メインメニュー主菜单31いかのとおりとする以下の通りとする如下32おうか押下按下33しんきせいさくする新規製作する新规制做34うたんぞろえ右端ぞろえ右端对齐35ダイアログをとじるダイアログを閉じる关闭对话框36いっしき一式一份37かいはつけいかほうこく開発経過報告开发过程报告38へんこうりれき変更履歴变更履历39しんきファイル新規ファイル新规文件40パッキング压缩41マイドキュメント我的文档42せっちほうほう設置方法设置方法43ぜんじゅつ前述前述44じこくせってい時刻設定时刻设定45ポイント要点46コマンドいじょうしゅうりょうコマンド異常終了命令异常终了47れんぞくじっこう連続実行连续执行48しょきち初期値初始值49テキストボックスのたかさテキストボックスの高さ文本框的高度50メモリー内存51かくしよう各仕様各式样52よびだす呼出す调用53あとまわし後回し推迟54かいじょ解除解除55いじょうコード異常コード异常号56かいりょうてん改良点改良点57いちじてき一時的暂时的58ただしくおこなわれる正しく行われる正确进行59れんぞくじっこうしているか連続実行しているか是否连续执行60にゅうりょくふかのう入力不可能不可以输入61ふくすうぎょう複数行多行62じゅんずる順ずる按照63みちびきだし導き出し导出64どうさコマンドをそうしんしたあと動作コマンドを送信したあと在发送完动作命令后65かくリスト各リスト各列表66じっこうちゅう実行中执行中67ひだりぞろえ左揃え靠左68セルを結合し合并单元格69スイッチ转换70かくのうさき格納先保存处71オン打开72あたらしいメール新しいメール新邮件73はずす外す卸下74よういん要因主要因素75いじょうデータ異常データ异常数据76きやく規約规约77せっていデータ設定データ设定数据78せんたくされている選択されている被选中79つぎのてん次の点以下几点80ログかんりログ管理日志管理81もつ持つ持有的82ひょうじゅん標準标准83せっけいしょ設計書设计书84にはえいきょうがないには影響が無い不影响85クロックどうきしきクロック同期式时钟同期式86チームリーダー组长87どれくらいでしょうか多尐呢88すうちけい数値型数值型89にゅうでりょくきのう入出力機能输入输出功能90にちへんか日変化按日变化91きこう機構机构92よみだす読み出す读出93ひきあげる引き上げる拔出来94れんけつ連結结合95いかにしめす以下に示す如下显示96どうさシーケンス動作シーケンス动作顺序97はいち配置配置98エラーリカバリ错误恢复99テキストボックスのながさテキストボックスの長さ文本框的长度100しょしき書式格式101へんじがおそくなって返事が遅くなって回信晚了102れつばんごう列番号列号103リマーク再标记104サイズじゅんサイズ順按大小排列105および及び以及106ふめいてんがあれば不明点があれば如果有不明点的话107ぎじゅつしゃ技術者工程师108へんか変化变化109つけたす付け足す添加110じゅんじ順次按顺序111かきかえる書き換える改写112とする作为113につき对于114OFFする设为OFF115しもべ下辺下边116バイトごとにバイト毎に每字节117さたん左端左端118ほんぶんしょ本文書本文件119しごとにくぎりをつけました仕事に区切りをつけました工作告一段落120ふか不可不能English Level333333 mail333333 blanking3 temporary variable333 presentation tool3333 main333333 color3 save3 centering3 main menu33333 dialog33333 packing3 mydocument3333point3333 text box3 memory3333333333333333333 switch33 on33333333333333 clock3 team leader333333333333 error recovery3 text box3333 remark3333 engineer3333333333333 can't3。

储压器accumulator储压器是封入高压氮气的容器,即当压铸机进行射出时,在熔解金属压入的瞬间需要很大的射出力和速度,为此要利用每一周期的动作停止时间,积存能源(加压保持)气0* .札口工作油进出口(b)气囊形活塞形储压器pist on type accumulator活塞形储压器是指为了不使储压器内的氮气流向工作油侧,而采用活塞进行密封的结构的储压器。
(见上图a)气囊形储压器bladder type accumulator气囊形储压器是指为了不使储压器内的氮气流向工作油侧,而采用将氮气封入气囊(橡皮袋)内结构的储压器。
(见上图b)储压器压力accumulator pressure储压器压力是指能控制压铸机射出的储压器内的液压油。
叶片泵vane pump叶片泵是指转子内持有接近套管(定子)的叶片(翼),且能将叶片间吸入的液体从吸入侧压送到排出侧的形式泵。
进气过滤器suction strainer ;oil filter进气过滤器用于泵的吸入侧,是能过滤液体中异物的装置。
高压橡胶软管high pressure rubber hose高压橡胶软管就是将管接头的连接接头装载在有耐压性的软管两端上的管子。
油冷却器heat exchanger油冷却器是为了控制工作油升温而循环水进行冷却的装置。
压力表preaaure gauge压力表就是测定工作油以及空气等流体压力的计测仪表。
测水位旋塞阀gauge cock测水位旋塞阀是指安装在压力表的口处,通常处于紧闭状态,仅在测定油压时起关闭动作保护用的旋塞阀。
流量调节阀(速度调节阀)flow control valve ;speed control valve流量调节阀就是在液压回路内调整柱-14-1 -一次循环自动运转one cycle automatic operati on ;semiautomatic operati on一次循环自动运转就是操作人员操作启动开关或者按钮开关后,动作进行一周期后,机械自动停止的运转。
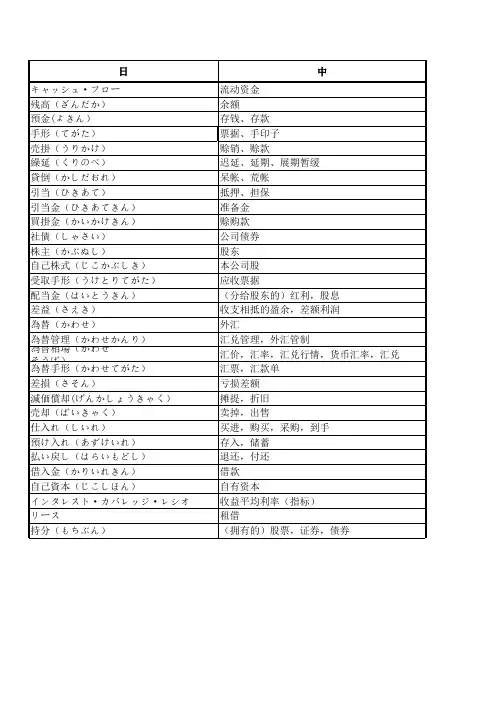
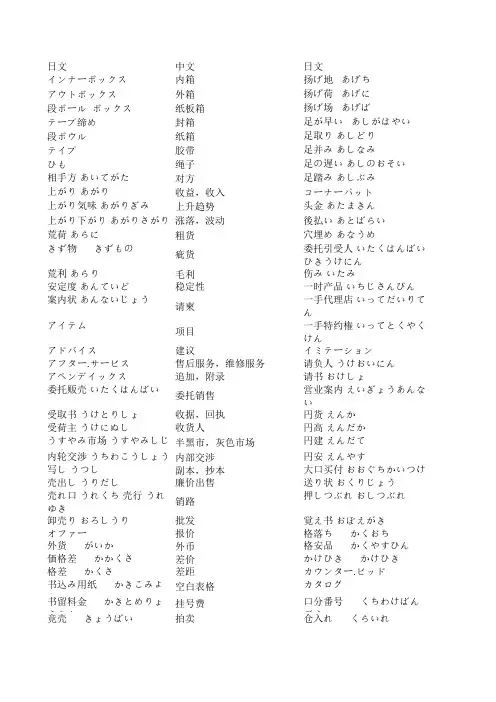
/simple/index.php?t1379.html日语学习娱乐网-> 实用日语-> 专业术语大集合(更新中……)登录-> 注册-> 回复主题-> 发表主题英桃小丸子2006-03-26 00:37汽车专用词汇(日语)ホーン喇叭マッドガイド挡泥板メーターベゼル仪表板边缘モーターアンテナ天线电机ラジエターコンデンスタンク冷却液罐ラッチアッシ锁闩ラジエターグリル散热器隔栅リターンチューブ回油管リヤライセンスプレートガーニッシュ后牌照板装饰リヤコンビランプ后组合灯リヤデフ後差速器リヤベンチレーション后通风装置リレー继电器ルーフドリップモール车顶切水条ルーフパッド车顶衬垫ルーフラック车顶行李架ルーム&マップランプ室灯及阅读灯レオスタットスイッチ可变电阻开关ワイパーモーター雨刮电机ワイパーリンク雨刮连杆スキッドプレート挡石板スタッドボルト双头螺栓スタビライザーバー稳定杆ストライカー撞针スプラッシュシールド防溅护罩スピリットピン(割りピン)开口销センタピラートリル中心立柱装饰板ダッシュパネルインシュレーター仪表板绝缘体ダイフレクター扰流板テールパイプ尾排气管デフロスター除霜器トルクコンバーター变矩器トレーリングアーム摇臂ハンドブレーキレバー手刹操纵杆ハーネスコネクターブラケット控制线束连接器支架ハイマウントストップランプ高位刹车灯バキユムホースz真空软管フードサポートロード引擎盖支撑杆ヒューエルタンク燃油箱トーコントロールタワーバー涡轮增压器控制牵引杆A/Cコンデンサー空调冷凝器HBB液压制动加力器RVメーターRV仪表(测海拔.倾斜度)アクセサリーソケット电源插座アルミホイール铝轮アンテナケーブル天线インパネ仪表板インデイケーターパネルオイルクーラー油冷却カーゴルームランプ行李内灯外気温センサー环境温度传感器キャタコン催化器キャニスターアッシ滤清罐グランドケーブル接地电缆グローブボックス杂物箱コラムカバー转向柱盖板クラスター组合仪表サイドシールガーニッシュ侧门槛装饰サクションホース吸入软管サンバイザー遮阳板サンルーフ遮阳顶棚ジャッキ千斤顶ドアラッチ:メス側ドアストライカー:オス側ドアキーシリンダー:キーロックのキー差込部プロペラシャフト旋转轴ファイナルギヤ主减速器ディファレンシャル差速器ホイールアライメント车轮定位キャンバ外倾コイルスプリングクラッチ线圈弹簧式离合器レリーズ分离器ダイやスプリングクラッチ膜片弹簧式离合器ベアリング轴承リトラクティングスプリング回位弹簧リザーブタンク储存罐(备用油箱)コニカルスプリング圆锥形弹簧コネクチィングロッド连杆スプリングリテーナ弹簧护圈変速比(へんそくひ)变速比トルクコンバータ扭距转换器プラネタリギヤユニット行星齿轮组ポンプインペラ泵叶轮タービンランナー(液力变距器)涡轮インターナルギヤ内齿轮ブラネタリピニオン行星小齿轮トランスファードリブンギヤ分动器被动齿轮トランスアクスル变速差速器サブシャフト辅助轴ユニバーサルジョイント万向节プロペラシャフト传动轴フックジョイント钩式万向节(用于传动轴)等速ジョイント等速万向节(用于驱动轴)フランジヨーク法兰*(法兰突出部位)ニードル滚针ニードルバルブ针阀ニードルローラベアリング滚针滚轴轴承ベアリングレース轴承座圈スバイダ十字轴ポールケージ(等速万向节)球保持架ファイナルギヤ主减速器(減速、トルクを増大する装置)ギヤキャリヤー齿轮支架アクスル桥.梁ロックナッド紧锁螺母ロックボルト紧锁螺栓シム垫片キングピン主销ナックルスピンドル转向节指轴ストラットサスペンション撑杆式悬架スタビライザ稳定器ナックルアーム转向臂タイロッド横拉杆(转向)コラムチューブ转向柱フレキシブルジョイント挠性接口?スチールボール钢球ハザード警示开关ターンシグナル方向指示信号ライトスイッチ照明开关ワイパースイッチ雨刮开关ハンドル手柄トーインゲージ前束量尺キャンパ外倾サイドスリーブ侧滑キャスタ主销后倾ターニング・ラジアス・ゲージ转弯半径测定仪エキゾーストブレーキ排气制动器エディー・カレント・リターダ涡流减速器ブレーキシュー制动蹄ブレーキドラム制动鼓床ホイールシリンダ制动分泵アンかピン固定销キャリパ制动钳リザーブタンク储备箱アクチュエータ促进器ロッド连杆英桃小丸子2006-03-26 00:37高尔夫词汇小总结(日语)高尔夫:ゴルフ高尔夫球服:ゴルフウェア高尔夫球手;打高尔夫的人:ゴルファー装高尔夫球杆的双轮手推车:ゴルフカート高尔夫球场:ゴルフコース;コース;ゴルフリンクス高尔夫鞋:ゴルフシューズ高尔夫袜:ゴルフホーズ高尔夫球:ゴルフボール高尔夫球式打法:ゴルフスイング得分;分数:スコア回合;场;圈:ラウンド高尔夫寡妇(因丈夫热衷高尔夫而独守空房的妻子)ゴルフウイドー犯规罚杆:ペナルティ禁止打入区域;界外:アウトオブバウンズ(OB)向球洞内击球:ホールアウト一杆进洞:ホールインワン逆风:アゲンスト球场内的起伏:アップダウン;アンジュレーション标准杆数以下;少于规定击球杆数:アンダーパー标准杆(数):パー铁头球杆:アイアン推杆:パター近距击球用的一种金属击球杆;P杆:ピッチングウエッジ障碍球杆;S杆:サンドウェッジ木杆:ウッド高尔夫球杆;高尔夫俱乐部:ゴルフクラブ果岭:グリーン;パッティンググリーン快果岭:ファーストグリーン慢果岭:スローグリーン果岭费:グリーンフィー果岭*:グリーンフォーク遮断球路的障碍物:クロスバンカー上半场(前九洞):アウト后半场(后九洞):イン球的硬度:コンプレッション球场内的小溪;5号木杆别称:クリーク沙坑:バンカー外内挥杆(杆头由外侧转向内侧):アウトサイドイン向外挥杆(杆头由球路内侧转向外侧):インサイドアウト标准杆少三杆:アルバトロス标准杆少二杆:イーグル标准杆少一杆:バーディ标准杆多一杆:ボギー标准杆多二杆:ダブルボギー(比赛结束时承认双方得分的)签字证明:アテスト球童:キャディ使球接近球穴:アプローチ;寄せ英桃小丸子2006-03-26 00:38会计用语日本語中国語英語収支一覧表对帐单statement of account財務諸表财务报表Financial Statement貸借対照表资产负债表Balance Sheet損益計算書盈亏计算书损益计算书Profit and Loss Statement 簿記簿记Book keeping財務会計财务会计financial accounting管理会計管理会计Management accounting月次報告月报monthly report流動資産流动资产current assets現金现金Cash銀行預金银行存款cash in bank受取り手形领收票据,收据notes receivable売掛金赊销款,赊欠款Account receivable棚卸資産财产目录,盘存inventory assets前払い金预付款advances to suppliers貸付金贷款loan receivable流動負債流动负债current liabilities支払手形付款票据Notes payable買掛金赊购款Accountspayable借入金借款loan未収金未收帐款Account receivable前受金预收货款Advancesreceived貸倒引当金坏帐准备金allowance for bad debts貸方贷记credit借方借记debit未払費用预提费用,未付费用accrued expenses未払賃金未付工资accrued payroll未払配当金未付股利Dividends payable監査审计audit総勘定元帳总帐general ledger減価償却費折旧費depreciation expense会計検査查帐会計監査会計审计accounting audit与信信贷额度連結決算合并结帐consolidated settlement of accounts 小口現金备用金,小额现款創立費开办费organization expense内部取引内部往来非居住者勘定境外帐户売上総利益率毛利率受取手形应收票据売掛金赊销货款運転資金周转资金売り上げ原価销售成本裏書き背书、签注売上高销售额受取利息收领利息営業権营业权営業外費用营业外费用営業外収益营业外收入営業成績营业成绩営業報告書营业报告営業損益营业盈亏海外投資国外投资外国法人外国法人外注加工費外购加工费買掛金赊购钱価格変動準備金价格变动资金貸し倒れ呆帐、倒帐貸し倒れ引当金倒帐资金貸付金贷款株式証券股票株主股东株主総会股东大会株主配当金股息、股东股利仮払い金暂付款関連業種有关产业金利利息期首期初期末期终繰延べ資産延期资产偶発債務意外债务経常収支比率经常收支率経常利益经常利润経営分析经营分析計上记录、列入権限の委譲授权減価償却費折旧费現金預金现金存款固定負債固定负债固定資産固定资产財源财源財務管理财务管理資本金资本、资本金支払い利息支付利息収益力收益力資金繰り资金周转収支バランス收支平衡資金効率资金周转效率所得税所得税借入金借款支払手形应付票据、支付票据人員削減裁员上場上市自己資本比率自己资本比率剰余金盈余税引き前当期利益税前利润前期繰り越し利益前期滚入盈余前期損益前期损益損益分岐点保本点総資本利益率总资本利润率総資本回転率总资本周转率損益計算書损益表増資增加资本棚卸し資産盘存资产貸借対照表借贷平衡表担保抵押、担保短期借入金短期借款長期借入金长期借款当期未処分利益本期未处理的利润投下資本投入资金当期利益本期利润特別損失特别损失特別利益特别利润特別償却特别折旧内部留保内部保留金評価損评估亏损不良在庫不良库存平均賃金平均工资法人税法人税法定準備金法定储备金無形固定資産无形固定资产メインバンク往来银行持ち株制度持股制度有形固定資産有形固定资产与信信贷、贷记、信用流動資産流动资产流動負債流动负债利益利润、赢利流通資本流动资本労務費人工费割引手形贴现票据一、资产类資産1001 现金現金1002 银行存款銀行預金1009 其他货币资金その他貨幣資金100901 外埠存款他地域預金100902 银行本票銀行小切手100903 银行汇票銀行手形100904 信用卡クレジットカード100905 信用证保证金信用状保証金100906 存出投资款預入投資金1101 短期投资短期投資110101 股票株式110102 债券債券110103 基金基金110110 其他その他1102 短期投资跌价准备短期投資評価損失引当金1111 应收票据受取手形1121 应收股利未収配当金1122 应收利息未収利息1131 应收账款売掛金1133 其他应收款その他未収入金1141 坏账准备貸倒引当金1151 预付账款前渡金1161 应收补贴款未収補助金1201 物资采购物資仕入1211 原材料原材料1221 包装物包装物1231 低值易耗品低額消耗品1232 材料成本差异材料原価差異1241 自制半成品自家製半製品1243 库存商品在庫商品1244 商品进销差价商品売買価格差1251 委托加工物资委託加工物資1261 委托代销商品委託代理販売商品1271 受托代销商品受託代理販売商品1281 存货跌价准备棚卸資産評価損失引当金1291 分期收款发出商品割賦販売製品1301 待摊费用前払費用1401 长期股权投资長期権益投資140101 股票投资株式投資140102 其他股权投资その他権益投資1402 长期债权投资長期債権投資140201 债券投资債権投資140202 其他债权投资その他債権投資1421 长期投资减值准备長期投資評価損失引当金1431 委托贷款委託貸付金143101 本金元金143102 利息利息143103 减值准备評価損失引当金1501 固定资产固定資産1502 累计折旧減価償却累計額1505 固定资产减值准备固定資産評価損失引当金1601 工程物资工事物資160101 专用材料専用材料160102 专用设备専用設備160103 预付大型设备款前払大型設備代金160104 为生产准备的工具及器具生産準備用工具及び器具1603 在建工程建設仮勘定1605 在建工程减值准备建設仮勘定評価損失引当金1701 固定资产清理固定資産処分1801 无形资产無形資産1805 无形资产减值准备無形資産評価損失引当金1815 未确认融资费用認識融資費用1901 长期待摊费用長期前払費用1911 待处理财产损溢未処理財産損益191101 待处理流动资产损溢未処理流動資産損益191102 待处理固定资产损溢未処理固定資産損益二、负债类負債2101 短期借款短期借入金2111 应付票据支払手形2121 应付账款買掛金2131 预收账款前受金2141 代销商品款代理販売商品代金2151 应付工资未払給与2153 应付福利费未払福利費2161 应付股利未払配当金2171 应交税金未払税金217101 应交增值税未払増値税21710101 进项税额仕入税額21710102 已交税金納付済税金21710103 转出未交增税未納増値税振替21710104 减免税款減免税額21710105 销项税额売上税額21710106 出口退税輸出還付21710107 进项税额转出仕入税額振替21710108 出口抵减内销产品应纳税额国内販売製品納付税額の輸出控除21710109 转出多交增值税過納付増値税振替21710110 未交增值税未納増値税217102 应交营业税未払営業税217103 应交消费税未払消費税217104 应交资源税未払資源税217105 应交所得税未払所得税217106 应交土地增值税未払土地増値税217107 应交城市维护建设税未払都市維持建設税217108 应交房产税未払不動産税217109 应交土地使用税未払土地使用税217110 应交车船使用税未払車船使用税217111 应交个人所得税未払個人所得税2176 其他应交款その他未納金2181 其他应付款その他未払金2191 预提费用未払費用2201 待转资产价值未振替資産価値2211 预计负债見積負債2301 长期借款長期借入金2311 应付债券未払債券231101 债券面值債券券面額231102 债券溢价債券割増231103 债券折价債券割引231104 应计利息未払利息2321 长期应付款長期未払金2331 专项应付款専用未払金2341 递延税款繰延税金三、所有者权益类所有者持分3101 实收资本(或股本) 払込資本金(或いは株式資本金)3103 已归还投资減資払戻金3111 资本公积資本準備金311101 资本(或股本)溢价資本金(或いは株式資本金)割増311102 接受捐赠非现金资产准备非現金資産受贈益準備金311103 接受现金捐赠現金受贈益311104 股权投资准备権益投資準備金311105 拨款转入交付金受入311106 外币资本折算差额外資資本換算差額311107 其他资本公积その他資本準備金3121 盈余公积積立金312101 法定盈余公积法定積立金312102 任意盈余公积任意積立金312103 法定公益金法定公益金312104 储备基金準備基金312105 企业发展基金企業発展基金312106 利润归还投资減資積立利益3131 本年利润当期利益3141 利润分配利益処分314101 其他转入その他振替314102 提取法定盈余公积法定積立金計上314103 提取法定公益金法定公益金計上314104 提取储备基金準備基金計上314105 提取企业发展基金企業発展基金計上314106 提取职工奖励及福利基金従業員奨励及び福利基金計上314107 利润归还投资減資積立利益314108 应付优先股股利未払優先株配当金314109 提取任意盈余公积任意積立金計上314110 应付普通股股利未払普通株配当金314111 转作资本(或股本)的普通股股利資本金(或いは株式資本金)組入普通株配当金314115 未分配利润未処分利益四、成本类原価4101 生产成本生産原価410101 基本生产成本基本生産原価410102 辅助生产成本補助生産原価4105 制造费用製造費用4107 劳务成本労務原価五、损益类損益5101 主营业务收入主要業務収入5102 其他业务收入その他業務収入5201 投资收益投資収益5203 补贴收入補助金収入5301 营业外收入営業外収入5401 主营业务成本主要業務原価5402 主营业务税金及附加主要業務税金及び附加5405 其他业务支出その他業務支出5501 营业费用営業費用5502 管理费用管理費用5503 财务费用財務費用5601 营业外支出営業外支出5701 所得税所得税5801 以前年度损益调整過年度損益調整英桃小丸子2006-03-26 00:40服装缝纫专用术语服装缝纫专用术语合印剪口開き止まり开口止位厚地厚料子当布垫布穴かがり锁眼荒裁ち毛裁いせ込み吃势色違い色差糸屑线头糸始末不良线头处理不良色泣き色花衿周り领大*领长上衿面领上前前门襟後仕上げ后整理後身頃后片薄地薄料子打ち合わせ搭门腕周り臂围裏カラー里领裏側里子里面上着上衣衿飾り领饰襟ぐり领围襟ぐり縫い代领围缝头衿先领尖衿芯领衬衿付けとまり撇门撇止口衿なし无领衿幅领宽押さえミシン明线落としミシン明线盖在缝头中间表地面料正面折り返し折边折伏せ縫い外包缝折り目折线返し縫い倒(回)针飾りミシン装饰缝纫线型入れ排版型紙样板肩下がり肩斜度片玉ポケット单开线口袋型崩れ走形肩ダーツ肩省肩幅肩宽仮縫い假缝かん止め打套结柄あわせ对花样生地面料着丈衣长生成り本色切り替え减开拼接变换拼接切り替え布拼接布切り込み剪口刀眼下前前里襟しつけ缭缝地縫い暗缝线地の目纱向芯地粘衬掬い縫い暗针穿缝裾上衣下摆裤脚边裾始末缝裤边寸法不足尺寸不足背丈后颈点至腰点背中心后背中心接着芯粘合衬背抜け前夹后单衬里背幅后背宽背山折線背连折线総裏全里袖開き見返し袖开衩袖ギャザー袖褶袖下袖底缝袖付け線上袖线袖縫い合わせ大小袖缝合袖マチ袖拼*袖山袖山台衿台领(座领)玉縁开线玉縁ポッケと开线口袋端ミシン边缘处盖线段取り替え换生产工艺二本針縫い双针缝縫い糸切れ缝线断开縫い代缝头縫いじわ抽褶縫いちぢみ缝纫起皱不平縫い調子悪い缝线不好縫い付け不良接线不好縫いとび(目とび) 跳针縫い止り打结结线縫い伸ばし缝纫拉长变形縫い目はずれ绽开开缝縫い目割り劈缝縫い忘れ漏缝布幅门幅布耳布边縫いはづれ跳针眠り穴平头眼伸びとめテープ粘衬嵌条箱ポッケと冲口口袋箱式口袋鳩目穴园头眼袋縫い来去缝袋布口袋布二つ折り双折边本縫い平缝ほつれ开缝前立て前襟巻き伏せ縫い双折边缝まつり縫い缭缝見返し贴边挂面三つ折三折边向こう布口袋垫布胸ポケット胸袋ヨック过肩脇下腋下脇縫い身缝缝和脇ポケット侧缝袋割る劈缝1,纸样パタ一ン/型纸2,样品サンプル3,颜色カラ一4,打样マス5,胸围バスト6,腰围ウエスト7,臀围ヒップ8,裤子パンツ9,衬衫シャツ10 上衣ジャケット11 裙子スカ一ト12 上裆股上13 下裆股下14 横裆渡リ,ワタリ15 膝围膝巾16 下摆裾巾17 门襟前立て18 衬里地19 袖口カフス20 衣袋ポケット21 腰耳ル一プ22 铆钉リベット23 插标ビスネ一ム24 拉练ファスナ一25 纽扣ボタン26 皮带,带子,腰带ベルト27 印花プリント28 灰色ゲレ一29粉色ビンク30 米色ベ一ジュ31紫色パ一プル32绿色グリ一ン33藏青コン34蓝色ブル一英桃小丸子2006-03-26 00:40 丈量单位和长、宽等的说法:尺寸表サイズ表measurement尺寸サイズsize日本工业标准规格JISサイズJapanese industrial standard size 公分,厘米センチメーターcenti-meter公米,米特メーターmeter英寸インチinch码ヤール(ヤード) yard长丈.長さlength宽巾width直径直径diameter纵,经縦vertical横,纬横side long,lateral horizontal 斜斜めdiagonal,bias圆円circle成品尺寸製品サイズfinished size不均匀尺寸,不规则尺寸イレギュラーサイズirregular size英桃小丸子2006-03-26 00:41物流用语物流用语是物质流通或物资流动的省略语。
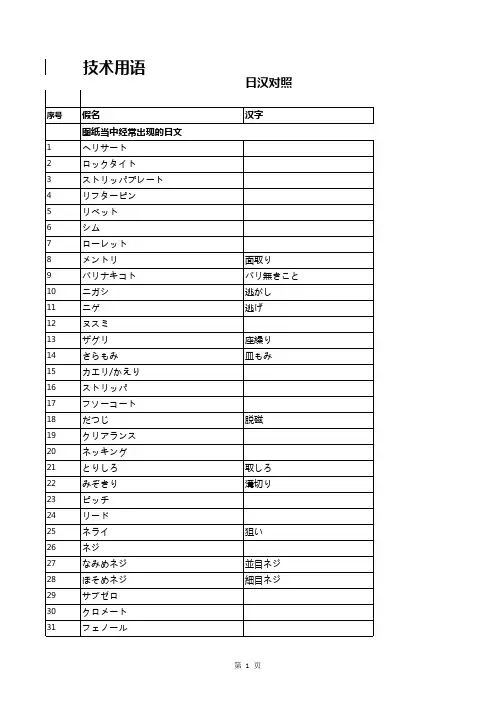
技术用语事故保全故障维修安培日常保全日常维修不儿卜伏特改善保全改进性维修抵抗τvca 电阻保全予防维修預防電圧电压予防保全預防性维修負荷:力、负荷生産保全生产维修^U-E 程度/等级/类别仮図面力草图直流直流設計図设计图検定矫正回路図电路图校正C5⅛v校验結線図接线图静電静电工程図工艺图絶縁心泌绝缘組立図面装配图劣化料。
力、恶化試作図面试作图原図厅人于原图量産図面批量生产图夕*一声损坏7°口7τ√^ 曲线图维修/保养力'一八一产一夕网板数据,机板数据配線⅛v⅛^ 配线発電機发电机磨耗⅛¾5 损耗/磨损设备用语横式着磁機着磁機TyV^一夕压断线端子机超音波超音波了〉口一歹卸料机洗浄器洗浄器-夕-插件机脱脂机力"氓铆接机捺印機¾ov^⅛ 蓋印机乾燥炉乾燥炉7才一夕V7卜升降叉车丰二T匕-夕固化箱^ψb√U-b 加热机^7v√>^ -砂轮机抽水机夕V -±-除垢器巻吉線機⅛⅛⅛^⅛卷线机印刷機印刷機(大力二XA)机械恒温槽恒温炉/烤箱O線機捻线机粉体塗装機粉体塗装機—夕一竖式実装機Co⅞5⅛ 実装機V7口一炉回流炉s×^y^-線加工機架接线加工机V二一夕打磨机^^Vy力-加热炉口一夕' 装料机圧入機SP压入机7√^切断機切线机z^ψb溶接機<⅛5⅛o⅛ 点焊机工一声y^'槽老化箱接着剤印刷機接着剤印刷機旋盤车床接続板加工機接続板加工機朮一儿盤钻床脱水機脱水機7v√Z盤铳床平面研削盤平面磨床πy√Uψ^- 空压机鉄心圧入機压铁心机^-^y^- 程序装置节一儿盤摇臂钻床w√y^- 重绕机/复绕机70UZ 機冲压机/切端子机壬儿夕塑模机/成型机 夕“一A 悬臂起重机 】丿7口一装置 回流炉亍、)、、" ^U —> 人字起重机 DlP 槽 波峰炉 夕v — ^u —y 搭式起重机 力-y 卜"一廿 曲线找印机 力卜】丿夕u —y 龙门吊/起重机 7°U — ± 创床 成形機 成型机 口—于盤 拉床/剥孔床设备用语TUZ 夕一 避雷针/放电器 留的具坚固件气体放电管于、卜螺母金具 沁冬零件/配件螺子螺丝钉 釘 钉子夕'—针状管座 座金垫片7xv√b∏T 磁芯ZTT 备用品7口-活塞垫圈旳U 卜螺栓治具用语夕]丿—y 朮、、卜/^yEvψ√ 酒精瓶 八一儿 杠杆/橇棒T —z^yE 静电腕寸"弋钳子工Ty 口一 气枪工、声二— 界限斜口钳 紙沙纸 ^y^ 剪线钳 拡大鏡放大镜 声才^y^ 尖嘴钳 才彳儿指L∕^χψb 才彳7尖嘴油壶ZZ 丿、剥线钳才一卜7彳E 力、、夕一 自动胶布绿割机 二、、^― 斜口钳 □'厶卜 盖印字头 八彳Z (万力) 虎头钳検電Ev^^— 试电笔夕彳Z 八yE 儿扳钳懐中電筒怀式电筒口 二、、^― 微型斜口钳TyV 彳卜笔式电筒夕】丿八Z 卡钳力一E 】丿y^'护圈y^ψb 插座/插口 引吉戸 拉门IZ 卜儿 手动注胶机 蝶番合叶^Vy^ -端座压着钳vψ^y^ 7彳厶 为一卜 修理用砂纸 ^Vyy 夹钳/夹子 朮夕y 電池钮扣电池 EV 彳八-螺丝批口厶彳u —廿 紫外线照射灯卜 螺丝刀头声工、、卜y 口 气囊70VZEV√^ -十字螺丝刀热熔注胶枪 電動EV 彳八- 电批/电动螺丝刀ZyVy^弹簧 pc⅛^yb 粘皮带用胶水 夕、y 分接头'√^⅛yE 砥石 金刚石磨刀石 V√≠ZEv√^ -一字螺丝刀ZyVyb'7、夕 弹簧钩子yv^ 刷子^yyU -Z 模板'彳E 导轨/导管夕、疋y'攻丝 切削夕、、疋y' 切削攻丝V字Y儿卜V形皮带転造夕挤压攻丝:-传送带入卄夹具/夹析斗卡齿轮支架/夹线板减速器yψ^b ∙U>^ 套筒扳手bvψ√ 回水弯^√Z 扳牙/压模/塑模/印模√X^ 喷嘴眼鏡Uy^ 眼镜扳手ZyU -力'y 喷枪- Uy于活动扳手管子六角Uy于六角扳手7二夕】丿、鳄鱼夹(插头为锯齿状)Zt形/P刮刀亍-^v√b(^-^vy√)车尾灯八彳卜车刀/刨刀施錠上锁锉刀八彳y夕' -夕】丿、y长尾夹工y^'w儿铳刀儿、袖珍放大镜锥子反◎止治具防翘治具 2w 锤子反◎防止治具防翘夹具①乙老匕锯∏ye^ -^≡y √v√^ 钢丝钳斗厶U、卜手钻/手锥圧着^y^ 压线钳"丿-钢丝锯/竖锯vψ^y^ V^y 研磨机IJ -V-扩孔钻EV^钻孔机J才一夕升降叉车匕一卜'y 热风机J才一^y^機整形机亦、卜y°u—卜加热板廿y夕'—磨光机'vZ管匕一夕一(力、人)玻璃管加热器V —E力、夕一剪端子机夕j、y 夹子(插头无锯齿)J — EJ才一V手摇式端子整形机^VZb 镇流器V — E加工機端子加工机八y夕'吸煙器吸烟器声卡、、丰千斤机半田芒疋g吃电烙铁錠前锁八y夕'除去器υ⅛⅛⅛⅛ 吸锡枪yjy夕一用IJ^y Q 打印色带八y夕'吸S取)線吸锡线yu—E^ -Z编织透明胶管八y夕'朮、、卜小锡炉YTJyb 轴承:亍台烙铁架/烙铁台朮-儿YTJyb 滚珠轴承Iy七、、卜镊子口- V -轮子/滚轮yvz于、、夕Iy七、、卜塑胶镊子口-VJyb 滚柱轴承八丰二一厶Iy七、、卜真空吸着笔EV彳卜车前灯吸着Iy七、、卜吸着镊子V、夕铁架子^Z 定位柱/凸起部Vψ^yb7√^ 包皮线/包里线歯車齿轮EZ螺钉电子技术用语τ^□b摸拟y□7—送风器T^□b計器^v⅛ 摸拟计器八VZ卜镇流器T、亍不-夕- 衰减器/增益控制器y儿T、y 助通/上拉√∏V√^ - 平衡器/补偿器y儿夕'^y 助断:y卜口-V 控制器yu—力一漏电开关:y/J夕- 变频器夕口一XTΨ√关闭/紧密/闭合^Vny晶体变频器^yyVy^ 抽样/脉冲调制∏y^U-夕比较器少夕'于儿信号廿-—力断路器跳变/转移√y^y—夕一显示器(波峰炉温度等)少Vy夕'—气缸开关变压器声音/探测廿一壬Z夕少卜恒温器朮V二—厶音量力厶口一夕'—凸轮编码器Z^U才立体声力一标示器八丿y^'送话机UZ夕-才》U—夕主控震荡器^7—v^ 单声道X儿夕—熔融器—夕-干燥箱U斗二U—夕一校准器/调节器Zhψ^ -制动器U^Z夕电阻器/寄存器力>>yb7ψy 计数完毕—夕关闭调节器Ev^^—干燥器^^—±—变频器/调谐设备小儿Z夕】丿一y 钢网e—h^—夕一匕一卜発信器拍频测试器二Z^V—y 纱网拍频振荡器7χy^^≡y FCT7√^Z^^针床彳口ψbvyy 指示灯八—厅轴套/套管^vZ√ψ^^Z 寄生效应7°口— 7''探针/探头v√7 寿命/使用期限^Vy^V— E 弯脚端子Iy保存Z卜U -卜V —E直角端子Z夕彳VZ 扫描针/记录针-E卧式端子才一卜自动7^7^V - E立式端子V二手动-夕口彳儿扼流线圈匕一卜加热器Zy—儿线圈/卷轴匕一卜厅一声热压力机ZyU -喷射/喷溅匕一卜二二、,卜加热组件ZV彳夕V夕滑线电阻调器yv匕一夕一预热器口少夕自锁/单动匕一夕Vyy加热器灯夕夕卜间歇试/节拍熱電対热电偶卜v、^y陷波电路彳y夕一7x —Z 连接电路bv^y 跳闸/解扣7√ —夕V彳y 馈线/送料器装置微调设备彳y夕一口、,夕联锁E□^y落下/吊牌√yy^h 输入八一壬二夕诣波Sb老化亦一儿E 同步/保持工少于yb 电腐蚀T^y^口于Z七儿口少夕异步U—廿一激光^y^口于Z 同步U彳射线^ψ^y^拾取気圧⅛^o气压yvτyy 前置放大器^yEVy^ 操作/处理/装卸/手提y°U—卜感光板v^y^電圧厉o 脉冲电压y0UZ 冲压机走査線扫描线U—廿一力、,卜激光切割通電板通电板^—^y^ 低温干燥处理U∏ΨE记录yv—yv^^—夕一电刷马达輝線⅛⅛^ 光栅/亮线W沁—夕一反转马达疑似負荷老力、模拟负荷7 7>⅛ —夕一风扇马达検査V EVΨ^Z表检查矩阵表v√>v>y 呼叫灯/号灯V-夕少一卜工作单量程/度盘标度焦点焦点口-力儿本地的/局部的暴走泾巧乞T 失灵2】丿内存沿面距離爬电距离I JT 背后/后部I J - 泄漏分解器/卷盘/卷轮I J -儿电缆盘电子部品用语AC夕一W于儿AC端子可变电容AC 70v^ AC 插头-陶瓷电容逆接端子逆接端子7√^A∏>^>^ -薄膜电容^—^Tyy -八过压吸收器電解- 力电解电容遮蔽版遮蔽版卜Vu □y^'y廿- 微调电容器水晶水晶I JU -继电器夕-W于儿端子七y廿-传感器歹彳才-E二极管7才卜力光电偶合器bv>^Z夕-三极管7√^夕-滤波器W - bv>^Z夕-功率三极管√√X 7√^夕-静噪滤波器匕二-保险管卜变压器τ^y夕转换器∙bv>z 平衡变压器夕-感应器-厶可变电阻-夕换流器夕、小电感电阻抵抗电阻廿-WK夕-热敏电阻⅛VWΨ^抵抗陶瓷电阻ZVVE U才乂夕、,卜滑线变电阻方、、产离合器裁断機切刀夕Vy夕曲柄熱刻印機热刻印机□y夕口一7 探针/顶针仮設∏y⅛yb插线板ιJ⅛y夕夕儿针套^yny用语TV亍厶目录/条款^3 —卜力、卜快捷键TyVy -^≡y 用途/使用说明z^、y(CT用)放弃(CT用)TV -厶报警z^、y空白键TUy声整理/排列—扫描仪Vy夕-y°J夕-翻译器z^ —力一夕一W于儿喇叭工夕Z求一卜出口/输出夕V厶J、卜时间限制工yn —夕、—编码器^—7力—卜J、声打印机盒式色带才一夕'—命令/指令亍丰Z 卜文本才一卜x—^my化力、自动化声夕儿数字的才7^≡y选择十进制力一y儿游标/光标^^V^^Vyb 小数点键盘装置氓汽刁》夕一 数字/字符/特性 才儿卜 目录/初期设定 ")、、" 单击 電子儿电子邮件^VT 清彻-夕参数 廿一于搜索/查找勺-电源次-死机—n 入 顺序/指令序列 7√^Z 定位(影)翻译器 ^7b 移动1J^√Z 校对/修订7才卜相片/照相V ⅛∏>遥控器7才-⑺、卜 格式化 U -头70V >夕一 激光打印机7才儿歹文件夹口一歹-输入器 70V >夕-打印机口一F^、7°取消 7口、-磁盘喷墨打印机-卡'、夕 耳机插孔 彳y 夕工卜Vy 夕 显卡 亦-W 莎主页彳y 夕7工乂 接口V^Z 鼠标^3-卜力、卜快捷方式Wpy 假装/隐匿 貼◎付疗 VZ 夕-主板/底板Z^-Z VZ 夕-力一 F 主卡圧縮 V 二二TV 手册解凍L^⅛^<⅛V 新建转发 回信端口Vy^级别V 夕-y^-回车键 V 七'、卜复位机板用语孔堵塞重池不良 基盤 重叠不良八卜X 扣眼基板y□^-V 气孔基盤折;n 基盤気泡 基板断 v-^y^ 标记 基盤気泡VyE 焊点^yE ∙yvZb 喷砂法VyE 浮吉 铜箔浮:标记 捨T 板 U^Zb 绝缘层LTV^分割边,毛边,边角料U^Zb 外料绝缘层脱落通孔U^Zb 付着沾绿胶銅箔 銅箔酸化电路线短路 ⅛分割孔多層基盤多层基板铜箔线多余V 力、卜V 形槽兀夕一y 位置XU 兀夕一y 欠疗电路线移位 色違、 力、电路线缺损 回路≠y^-颜色差异力、回路代号粘贴空格 S5oL⅛ζ 压缩 力7、解压主新規作成X -夕-计算器転送 大二二-菜单返信 壬二夕-监视器^-E兀夕一A切料电路线断焊盘计测用语角度规亍刈-万用表/测试器圧力計压力计電圧計电压表夕在线测试器電圧抵抗計电压电阻表才少口z∏-y 示波器電子顕微鏡電子顕微鏡重©指右◎砝码電子秤力、© 電子秤音量計音量表张力计計測器^v⅞<⅛ 计量仪器電流計电流计三次元測定器三次元測定器投影機投影仪塞规卜儿夕犷一声力矩计実体顕微鏡实体显微镜螺纹规周波数力夕一L频率计√≠z 游标卡尺水準器rvυ^^⅛ 水平仪八彳卜y—声高度计Z^-^直尺八不式弹簧称Zn^ 直角尺八口大-夕-气压计/晴雨表Zbψy^才'7于秒表1≤Z∏^-夕一粘度计ZP于频谱分析器才7七少卜丿斗Z 测孔间距的卡尺Z^-y-^ 内径量规77>^^3>^XΨ力一功能测试器Ev7夕-绘图仪塞尺赤外線温度計红外线温度计推挽测试器栓y -声棒规/栓规口、,夕y—声块规-声罗盘表分光計恳人乙子疗V 光谱仪^√yzy-^ 深度计^√>b√≠z 测点卡尺二二兀一廿儿基盤万用基板v√^口大一夕一测微计/千分尺V^TZy-^ 扇形塞规巻尺巻尺二二兀一廿儿力夕万用计量器/频率计夕万用表/多量程测试仪捆包用语工TV7卜(工T丰卡、^7°)气泡垫力一打包机力一卜外装箱〕力沌、乞外包装箱^ΨE盖板夕卜紙牛皮纸^Uψb 卡板夕口Z掛疗力、疗十字交叉^Uψb積族切打板少】丿力y^ 防潮剂/干燥剂結束^AE 扎带Z^ψ√^^⅛ 打卡钉八AE7°^Z 手动打钉机七口亍一7透明胶布WV —V、、卜珍珠棉夕'A朮一儿瓦棱纸板両面亍T双面胶布Ub品U带装品求】丿少一卜拉伸膜Z亍彳、夕品管装品X、、En—于一护角板品盘装品仕切◎板L空肌卡条隔板八V品散品緩衝材緩衝材銅枠内围板八巻^AE ⅛¾⅛⅛八字绑带成型用语结水线褶皱/皱纹欠疗 力巧缺损隙間r⅛⅛间隙齧◎傷力、匕◎吉于 拉伤 擦◎傷刮伤废气成型⅛v^v 成型金型 模具夕'朮凸部气泡段差丰卡ENo 模号亍力】丿水印暗影引吉傷厅一卜水口弓耐巣 □ 一 F 软线匕犷缩水 口不夕夕端座70v^插头 犷一Z 外壳変形 变形上犷一Z 上外壳朮脱壳下犷一Z 下外壳IJy 支耳 开关用语 検出Z 彳¢0检出开关,7Ψ^Z^Ψ^ 挂钩开关Zv√EZ√ψ^ 滑动开关 70ψ^^Z√ψ^ 按动开关夕夕卜Z 彳少于节拍开关口一夕VZ√ψ^ 旋转开关 電源Z√ψ^ 电源开关開関用語 切◎替元朮夕A吉◎力、元 切换钮 卜"一詰o⅛装盘夕口Z 八一纵横杆八AF'7°^Z 打钉机 錠八不一 υ⅛a 锁弹簧八AF 儿把手接圧丿济一 ⅛0^0 接压弹簧 引吉外L 八不 引外弹簧絶縁板絶縁板 引吉外L 板引外板夕A^ Z^A 鋼 —钨铜負荷端子 杯UL 負荷端子中仕切O¾^L⅛^ 中隔板V^ψb 铆钉不声口、,夕螺丝固定剂 JA 夕环夕儿 双金属 連動板连动板松下寿用語ττ^-b TT 板 FV√y^Jψ√ 驱动TTm —夕 TT 架 抜吉勾配 ½⅛^5^v 斜坡気泡∏⅛⅛^划伤气孔用語警告标签 廃棄 ⅛v⅛废弃标签流水号标签 破棄⅛⅛撕毁标签電圧电压标签 圭寸印 封印标签上^^勾配上坡)、心"罩架才彳儿一卜防油片、小2 — m外壳才√^UZ^夕儿无油金属八廿一朮一儿平衡球同芯度同心度平面度平面度夕A壬一夕一单轴马达亦一儿素子⅞L霍尔元件∏7铁心亦儿夕'一支架勾配坡度^√AV^^'b 主磁铁少一卜薄板大夕儿圧入金属压入上胶主轴壬一夕一马达基座真円度5丸3真圆度焼吉入料^⅛vn 淬火Z亍一夕口了定子铁心】丿一儿丰卡'7°卷轴帽Z^Z卜少一卜推力垫卷轴穀ZvZb^'√ 推力垫JAbZ卜一环形制动器七A夕一八中心套口一夕Zb'"- 转子制动器夕一A亍一7儿转台于卡''夕一卜吸着垫片夕一A亍一7儿2—夕转台架着磁2—夕着磁头用語圧痕圧痕夕口Z卜一夕交真失调圧着'7—儿压着头HAhvZh比∏反差比―^ 修改少一儿剤H 密封剂了二一儿退火,缓冷遮光亍一7°遮光胶布彳XA卜弋一夕定位记号少卡'卜夕'^A 断路了“亍T铝胶布求Z卜Y—夕后烘焙TU-工程caτv AR工程粒子TAV'^不相配,不配套剥力阮⅛剥离彳才A^A 除静电负离子风枪八ZV彳卜电路线√Av√A 除静电负离子风器八、'夕V彳卜背光源少工、'卜联机面板(半成品)工卡巧一湿法,潮湿兀不儿内膜残O 面板(半成品)内膜残留工、'声空气浴払S出。
エンジン发动机エンジンアセンブリ发动机总成エンジンマウンティング发动机悬置シリンダブロック气缸体シリンダヘッド气缸盖ピストン及びコンロッド活塞与连杆クランク及びフライホイール曲轴与飞轮カムシャフト凸轮轴動弁機構配气机构吸気及び排気マニホールド进排气歧管オイルパン及び潤滑グループ油底壳及润滑组件オイルトラップ机油收集器オイルポンプ机油泵オイル粗フィルタ机油粗滤器オイルラジエータ机油散热器クランクケース・ベンチレータ曲轴箱通风装置エンジン起動追加装置发动机起动辅助装置ディストリビュータ駆動装置分电器传动装置オイル細密フィルタ机油细滤器オイルタンク及びオイル配管系統机油箱及油管減圧器减压器減圧器制御装置减压器操纵机构タイミングギヤ正时齿轮机构クランクバランサ機構曲轴平衡装置エンジン定格銘板发动机标牌エンジン吊具发动机吊钩プーリ及び張力調整装置皮带轮与张紧轮エンジン・エレクトロニック・コントロール・ユニット(ECU)アクチュエータ发动机电控单元执行装置エンジン診断パッケージ发动机工况诊断装备燃料供給系統供给系燃料供給装置供给系装置燃料タンク燃油箱補助燃料タンク副燃油箱燃料タンクカバー燃油箱盖燃料配管系統及びコネクタ燃油管路及连接件燃料粗フィルタ燃油粗滤器燃料ポンプ输油泵キャブレータ化油器スロットル制御装置油门操纵机构エアフィルタ空气滤清器ガバナー调速器燃料噴射ポンプ燃油喷射泵インジェクタ喷油器エンジン、燃料供給停止装置发动机断油机构燃料電磁弁/SOL 燃油电磁阀燃料細密フィルタ燃油细滤器過給機/SC 增压器インタークーラ/IC 中冷器燃料圧力ダンパ燃油压力脉动衰减器燃料分配器燃油分配器燃料噴射ポンプ駆動装置燃油喷射泵传动装置電子制御式燃料噴射(ECI)ポンプ电控喷射燃油泵電子制御式燃料噴射(ECI)インジェクタ电控喷射喷油器油水分離器油水分离器黒煙制限装置冒烟限制器自動進角装置自动提前器高圧燃料配管高压燃油管路燃料噴射配管系統燃油喷射管路燃料蒸発ガス排出制御システム燃油蒸发物排放控制系统燃料圧力レギュレータ燃油压力调节器吸気システム进气系统逃し弁释压阀アイドリング空気流量制御弁/IACV 怠速控制阀燃料ガス供給装置燃气供给系装置ガスタンク贮气瓶ガス経路燃气管路蒸発器蒸发器フィルタ过滤器燃料ガス混合器混合器空燃比制御弁/AFCV 燃气空燃比调节阀圧力調節装置燃气压力调节器ガス流量弁气体流量阀ガスインジェクタ气体喷射器充填孔充气口总成充填三方弁アセンブリ充气(出气)三通总成ガス圧力逃し弁燃气减压阀ガス安全装置燃气安全装置燃料選択スイッチ燃气选择开关前置エアクリーナ空气预滤器燃料供給系統ECUアクチュエータ供给系电控单元执行装置げんばかんどく xian chang guan li 現場監督现场管理げんばけいひ xian chang jin fei 現場経費现场经费げんばあぎょう xian chang cao zuo 現場作業现场操作げんばしさつ xian chang shi cha 現場視察现场视察げんじょちばんめん di pan xian chang 現状地盤面地盘现场げんかん men kou men ting 玄関门口,门厅げんすい yuan shui zi ran shui 原水原水,自然水げんすん yuan chi cun shi chi 原寸原尺寸实尺げんすんず yuan lai de c hi cun zu 原寸図原来的尺寸图げんゆ yuan you 原油原油げんず yuan tu 原図原图げすいどう xia shui dao 下水道下水道げすいかん xia shui dao de guan zi 下水管下水道的管子げすいしょぶん wu shui chu li 下水処分汚水处理げすいしょりじょう xia shui chu li chang 下水処理場下水处理场げたばこ fang mu lv de xie xiang 下駄箱放木履的鞋箱こうほう shi gong fa GL工法 GL施工法xiang jiao hua zhuan ゴミタイル橡胶花砖こうりょく he li 合力合力ごうせい gang xing 鋼性钢性xi zi ござ席子yan mo ji グラインダ研磨机はばき ti jiao xian 幅木踢脚线はへん bo bian 破片破片はいごう hun he 配合混合はいかん pei guan 配管配管はいかんこう pei guan gong 配管工配管工はいかんこうじ pei guan gong cheng 配管工事陪管工程はいけい pei jing 配景陪景はいき pai qi 排気排气はいきこう pai qi kou 排気口排气口はいきん pei jing 配筋配筋はいきんひょうじゅんざう pei jing biao zhun tu 配筋標準図配筋标准图はいすい pai shui 排水排水はいすいかん pai shui guan 排水管排水管はいすいかん pei shui guan 配水管配水管gao qiang du luo xuan ハイテンシュンボルト高强度螺拴はいつず pei zhi tu 配地図配置图shua zi はけ刷子はくぶつかん bo wu guan 博物館博物馆はめ hu qiang ban 羽目护墙板ごろまど gu ding kuan ge chuan はめ殺し窓固定框格窗はめいた hu qiang ban 羽目板护墙板ruan qian han liao ハンダ软钎焊料 chui ハンマ- 锤はんにゅうけいろ ban jin xian lu 搬入経路搬进线路はらおこ heng dan 腹起し横挡はり fang liang 梁房梁はりふせず liang fu shi tu 梁伏図梁俯视图はりがね tie si 針金铁丝はりかたわく biao zhun hua liang mo ban 梁システム型枠标准花梁模板はりわく liang kuan 梁枠梁框はしご ti zi 梯子梯子はしら zhu zi 柱柱子はしらふせず zhufu shi tu 柱伏図柱俯视图はしらてっきん zhu zi tie jin 柱鉄筋柱子铁筋はそん po sun 破損破损 xiu bu はっチング修补はっちゅう ding huo 発注订货はつでんき fa dian ji 発電機发电机はつでんしょ fa dian zhan 発電所发电站duo fu はつり剁斧へい wei qiang 塀围墙へいめんしゅうさいず ping mian xiang xi tu 平面詳細図平面详细图へいめんず ping mian tu 平面図平面图へんでんしょ bian dian zhan 変電所变电站へんけい bian xing 変形变形へんこう bian geng 変更变更へんしん bian xin 変心偏心へや fang jian 部屋房间lie wen ひび裂纹わ lie wen ひび割れ裂纹ひきど ra men 引戸拉门ひちがど suan cao tui ra men 引違戸双槽推拉门ひわた jiao gei 引き渡し交给ひこうじょうくうこう ji chang 飛行場(空港)机场jiao ヒンジ铰にほんけんちくがっかい ri ben jian zhu xue hui 日本建築学会日本建筑学会ひっぱ ra li 引張り拉力ひらいしん bi lei zhen 避雷針避雷针ひろば guan chang 広場广场ひさし fang yan yu pen 庇房檐雤蓬ひうちばり shui ping cheng liang 火打梁水平撑梁ほきょう jia qiang 補強加强ほきょうきん bu qiang gang jin 補強筋补强钢筋mo ban ra shen ホームタイ模板拉伸ほんかん zhu lou 本館主楼liao dou lou dou ホッバ料斗漏斗ほしゅう xiu fu 補修修复ruan guan ホース软管ほうじょう fang zhang 方丈方丈ほうそうしつ bo yin shi 放送室播音室ひょうど biao tu mian ceng tu 表土表土, 面层土ひょうほんしつ biao ben shi 標本室标本室ひょうほん biao zhun 標準标准ひょうほんようじょう biao zhun biao yang 標準養生标准保养ひょうめん biao mian 表面表面bao xian si ヒューズ保险丝いど jing 井戸井いけいまるこう yi xing ban gang 異形丸鋼异行棒钢いけいてっきん yi xing tie jin 異形鉄筋异形铁筋いま qi ju shi 居間起居室きん dui jiao gang jin いなづま筋对脚钢筋いめばし hu po dao 犬走り护坡道いっぱんきょうしつ jiao shi 一般教室教室いっぱつきょうそうにゅうさつ gong kai jin zheng tou biao 一般競争入札公开竞争投标いっぱんず yi ban tu 一般図一般图いっぽうついこう dan xing tong xing 一方通行单向通行いりぐち ru kou 入口入口いしょく yi zhi 移植移植いじょうせっけい jian zhu she ji 意匠設計建筑设计いしょうず jian zhu she ji tu 意匠図建筑设计图いし shi tou 石石头いしこうじ shi fang gong cheng 石工事石方工程いしく shi jiang 石工石匠いしわた shi mian 石綿石面いた ban 板板いち wei zhi 位置位置いちば shang chang 市場商场いちぎ ding wei 位置決め定位qing jin ding ジャッキ千斤顶じゃり sha shi 砂利砂石じゃりちぎょうこうじ shashi ya shi ji chu gong cheng 砂利地業工事砂石压石基础工程じばん di ji 地盤地基じばんかいりょう di ji tu zhi gai liang 地盤改良地基土质改良じばんちょうさ di ji tiao cha 地盤調査地基调查じきしつ chi zhi mian zhuan 磁器質タイル瓷质面砖じっけんしつ shi yan shi 実験室实验室じく zhou 軸轴じくくみず kuan jia tu 軸組図框架图じっびせいさんけいやく shi ji fei yong xi suan qie yu 実費精算契約实际费用细算契约じしゅうしつ zi xi shi 自習室自习室じしん di zheng 地震地震じしんけい di zheng ji 地震計地震计じしんせっけい shi gong tu she ji 実施設計施工图设计じっそくず shi ce tu 実測図实测图じたいりょく chen zai li 地耐力承载力じたいりょくしけん chen zai li shi yan 地耐力試験承载力实验じちんさい dian ji yu shi 地鎮祭奠基仪式じゆう zi you 自由自由lian ying qi ye ジョイントベンチャー联营企业じょうぎ chi 定規尺じょうはつ zheng qi 蒸発蒸发じょうきようじょう zheng qi yang hu 蒸気養生蒸气养护じょうすいじょう jing shui chang 浄水場净水场じょうたんきん shang duan gang jin 上端筋上端钢筋じょうとうしき shang liang yu shi 上棟式上梁仪式じゅんび zhun bei 準備准备しゅんびしつ zhun bei fang jian 準備室准备房间じゅたく shou tuo 受託受托じゅうじ shi zi 十字十字じゅうき qi zhong ji 重機起重机じゅうりょう zhong liang 重量重量じゅうたく zhu zhai 住宅住宅かべ qiang 壁墙かべふせず qiang fu shi tu 壁伏図墙俯视图かべかみ hu qiang zhi 壁紙糊墙纸かべはいきんしょうさいず qiang nei gang jin xiang xi tu 壁配筋詳細図墙内钢筋详细图かべはり qiang ce liang 壁梁墙侧梁かべきん qiang nei gang jin 壁筋墙内钢筋あつ fu gai hou du かぶり厚覆盖厚度かぎ yao shi 鍵钥匙かぐ jia ju 家具家具かいだん lou ti 階段楼梯かいがん hai an 海岸海岸かいかん hui guan 会館会馆かいろ dian lu hui lu 回路电路(回路)かいがん yu liu 海流迂流かいすう ceng shu 階数层数かいたい cha xie 解体拆卸かいたいさぎょう cha xie gong zuo 解体作業拆卸工作かいてん hui zhuan 回転回转かいてんど xuan zhuan men 回転戸旋转门かいてんしき xuan zhuan shi zuan 回転式ボーリング旋转式钻かいちく gai jian 改築改建かいぞう gai zhao 改造改造かじこう tie jiang 鍛冶工铁匠かこ wei 囲い围かこう he kou 河口河口かこうじょう jia kong chang 河口場加工场かくにんしんせい que ren shen qing 確認申請确认申请かくりつ que li 確率确立かくしゅしょくしゅ ge zhong zhi ye 各種職種各种职业一.图纸分类平面図立面図断面図北南西東北西南西南東屋根玄関求積図配置図案内図矩計図建具表詳細図展開図天井伏図二.图纸常用语外構外部构造基礎部材材料鉄筋鉄骨増し打 (抹灰)仕上げ装饰外部内部床巾木壁回りぶち(顶角线) 柱梁屋根窓ドア门片開き单开両開き双开引き戸门額縁ガラス玻璃階段楼梯基準線通り芯中心线文字寸法尺寸縮尺比例尺照明器具和室樋マンション公寓キッチン厨房台所厨房リビングリーム起居室寝室暖房冷房建築土木(とぼく)河川浄水場(じょうすいじょう)水道給水上水道下水道基盤インフラ地基,基础舗装道路敷地境界線土地工事エアコンクーラー外観内観広告骨組み所有土地コンクリート混凝土--------------设备类----------------------------------------------------------------------------強電弱電信号線電球電柱電線感電(触電)高圧線電圧電流高い低い多い尐ないシンボル图例スイッチ开关分電盤補助スタート开始ファイル文件上書き备注外力荷重固定積載積雪風圧力地震力外周面速度圧風係数震度階地震级别0.1.2.3.4.5.6.7.無微軽弱中強裂激偶力合力分力圧密沈下透水性不同沈下サトレッチャ(病院用手推床)清潔機能使い方使用方施主甲方スラブ(构造体)記号躯体形状幹線受変電設備電力量計メーター电表変圧器=トランス単相二線三相三線ポンプ泵デリケート制御版動力版モーター马达点検口節電貸し部屋租借房屋区分片軸アコーデオンファイクス(封死的窗户)流し込む(灌浆)アイアンハンド(机械手)アイアンフィラー(铁油灰)アイ形レール(工字鋼轨)汚物AVコーナー(多媒体角)サーバーバッテリー(蓄电池)パイプシャフトPS経て管自動火災報知設備(感知器)消防法指定非常用照明建築基準指定外気換気口個別リモコン单独遥控集中リモコン集中遥控タイムスケジュール时间日程控制納品防犯医療法避難ゾーニング地域意識エンター回车ツールー工具拦不燃材料>準不燃材料>難燃材料誤報受信器避難誘導耐火被覆ナースコース(无线对讲管理系统)煙親時計子時計連動誘導灯設備アンテナデジタル(数字信号)ガス漏れ警報設備非常用照明設備車路管制設備防犯設備避雷酸素酸化受水槽自動制御混合水栓ガス湯灌器電気温水器スプリンフラー自动喷水器浄化槽設備ネットワク区域网络避難誘導テレビ共同受信設備アンテナ电线表示設備身障者便所表示器拡声設備放送节能法(部分)省エネ法エネルギー使用の合理化に関する法律の略称、建築物にかかわる措置として、外壁や窓を通しての熱損失の抑制と、空調設備、給湯、照明、換気、昇降機にかかわるエネルギーの消費効率の向上を求めている、住宅についても高断熱、高気密を求める。