接 头 焊 接 工 艺 卡
- 格式:doc
- 大小:72.00 KB
- 文档页数:2

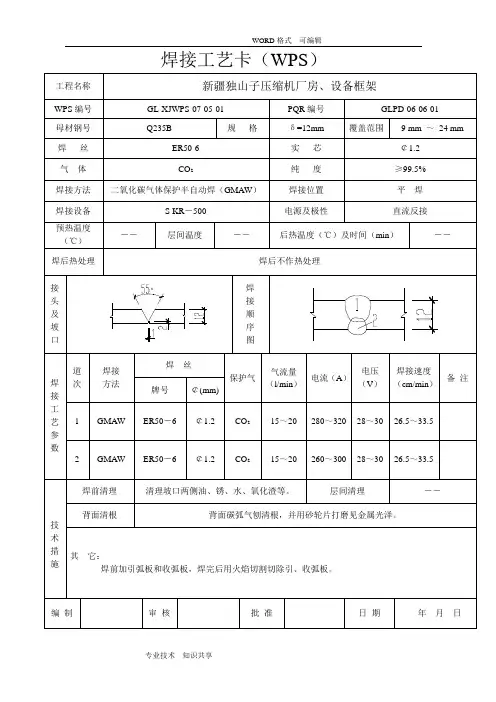


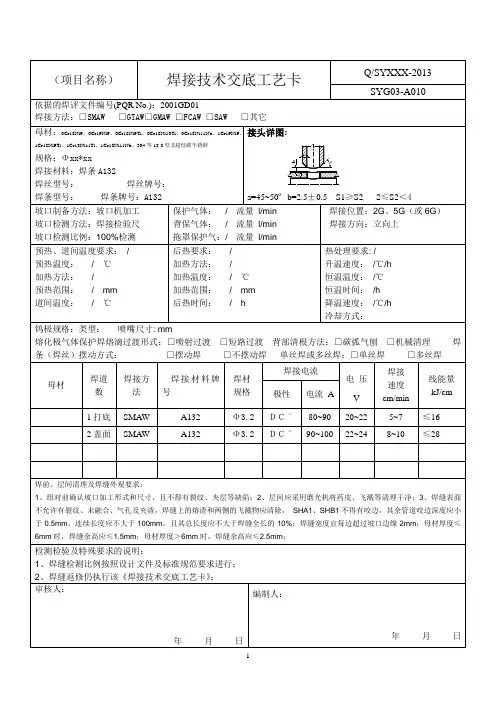
焊接工艺规程规程编号产品编号2006—61 项目用户南阳石蜡精细化工厂位号图号制-0041 名称DN500 浮头式换热器焊接工艺规程目录产品名称:DN500 浮头式换热器产品编号:2006—61接头编号表焊接材料汇总表接头焊接工艺卡第 1 页共7页编号:接头焊接工艺卡第2页共7 页编号:接头焊接工艺卡第 3 页共7页编号:接头焊接工艺卡第 4 页共7页编号:接头焊接工艺卡第 5 页共7页编号:接头焊接工艺卡第 6 页共7页编号:接头焊接工艺卡第7 页共7页编号:CO2半自动气体保护焊焊接工艺本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。
特订工艺如下:一、焊前准备1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁干净。
2.当施工环境温度低于零度或钢材的碳当量大于0。
41%,及结构刚性过大,物件较厚时应采用焊前予热范围为板厚的5倍,但不小于100毫米。
3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切V型或X型坡口,坡口角度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理4。
焊前应对CO2焊机送丝顺畅情况和气体流量作认真检查。
5. 若使用瓶装气体应作排水提纯处理,且应检查气体压力,若低于9。
8×105PQ(10Kgf/mm2)应停止使用。
6. 根据不同的焊接工件和焊接位置调节好规范,通常的焊接规范可以用以下公式:V,-0.041+16 (允许误差±1。
5伏)二、焊接材料:1.CO2气体纯度要求99。
5%;含水量不超过0。
1%;含氮量不超过0。
1% 2.焊丝牌号低碳钢及高强度低合金钢重要结构焊接选用H08MnzSiA,低碳钢一般结构焊接选用H08MnSiA;焊丝外表镀铜不允许有锈点存在。
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-001 日期2011年11月15日焊接方法焊条电弧焊
适用项目主体线路焊接
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-002 日期2011年11月15日焊接方法焊条电弧焊
适用项目穿跨越段、重要地段、连头、返修焊接
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-003 日期2011年11月15日焊接方法焊条电弧焊
适用项目主体线路焊接
焊接工艺卡
单位名称中原油田建设集团公司批准人签字
报告编号HJGK-X60-004 日期2011年11月15日焊接方法焊条电弧焊
适用项目穿跨越段、重要地段、连头、返修焊接。
受控状态:受控第三部分系列0Cr18Ni91.受控状态:受控卡工艺通用焊接编号2.受控状态:受控卡工艺通用焊接编号3.受控状态:受控卡工艺通用焊接编号4.受控状态:受控卡工艺通用焊接—编号004THK—VII5.受控状态:受控卡工接艺通用焊—编号005THK—VII6.受控状态:受控卡工艺用通焊接—编号006THK—VII7.受控状态:受控卡工艺通用焊接—编号007THK—VII8.受控状态:受控卡工艺通用焊接—编号008THK—VII9.受控状态:受控卡工艺通用焊接—编号009THK—VII10.受控状态:受控卡工艺通用焊接—编号010THK—VII11.受控状态:受控卡工艺通用焊接—编号011THK—VII12.受控状态:受控卡工艺通用焊接—编号012THK—VII13.受控状态:受控卡工艺通用焊接—编号013THK—VII14.受控状态:受控卡工艺通用焊接—编号014THK—VII15.受控状态:受控卡工艺通用焊接—编号015THK—VII16.受控状态:受控卡工艺通用焊接—编号016THK—VII17.受控状态:受控卡工艺通用焊接—编号017THK—VII18.受控状态:受控卡工艺通用焊接—编号018THK—VII19.受控状态:受控卡工艺通用焊接—编号019THK—VII20.受控状态:受控卡工艺通用焊接—编号020THK—VII21.受控状态:受控卡工艺通用焊接—编号021THK—VII22.受控状态:受控卡工艺通用焊接编号THK—VII—02223.受控状态:受控卡工艺用焊接通编号THK—VII—02324.受控状态:受控卡工艺通用焊接编号THK—VII—02425.受控状态:受控卡工艺通用焊接—编号—025THKVII26.受控状态:受控卡工艺通用焊接—编号026THK—VII27.受控状态:受控卡工艺通用焊接—编号027THK—VII28.受控状态:受控卡工艺通用焊接编号THK—VII—02829.受控状态:受控卡工艺通用焊接—编号029THK—VII30.受控状态:受控卡艺接工通用焊编号THK—VII—03031.受控状态:受控卡艺接工通用焊Ⅶ编号—031THK-32.受控状态:受控卡工艺通用焊接—编号032THK—VII33.受控状态:受控其它焊接工艺要求按本公司《焊接规定》执行34.。
焊 接 工 艺 卡接 头 简 图1污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过不得超过3Φ4接引弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
56接头简图污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过不得超过油3Φ4弧板,不能在母材上直接引弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
56接头简图污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过不得超过3Φ4弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
56接头简图污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过不得超过3Φ4弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
56接头简图污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过不得超过油3Φ4弧板,不能在母材上直接引弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
56接头简图污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
2随用随取。
现场使用的焊条应装入保温筒,焊条在保温筒内的时间不得超过不得超过油3Φ4弧板,不能在母材上直接引弧,应在坡口内或引弧板上引弧。
另外,焊接的过程中严格遵守焊接工艺卡中的焊接参数。
56接头简图污、铁锈等。
清根方式为碳弧气刨,砂轮打磨以清除表面氧化层,露出金属光泽。
焊接工艺卡样本焊接工艺卡作业部门名称:编号:项目名称焊口规格:材质、型号、规格焊接方法:焊丝、焊接电流、焊接材料、焊条规格、型号、焊口数、保护气体、焊口示意图预热:预热温度℃、预热方式、升温速度、保温材料后热:后热温度℃、恒温温度/时间、保温材料热处理:焊后热处理、缓冷打底、盖面:焊丝(Kg)注意事项:1.焊接前要仔细检查焊口,清理干净,并确认焊接材料规格牌号与工艺卡上相同。
2.施工时要做好防风、防雨及防寒措施。
3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。
4.焊接时要注意观察熔池状况,每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接,特别注意接头和收弧的质量,表面成型美观。
5.文明施工,焊材以及用完的焊条(丝)头不得乱放乱丢,每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽场地清。
6.焊接完成后立即对焊缝清理自检,并及时填写自检记录。
注意:删除明显有问题的段落。
改写:将原本的短语和词语改写成完整的句子,使其更易于理解。
焊接工艺卡作业部门名称:编号:项目名称焊口规格:焊接的材质、型号和规格焊接方法:焊丝、焊接电流、焊接材料、焊条规格、型号、焊口数、保护气体、焊口示意图预热:预热温度℃、预热方式、升温速度、保温材料后热:后热温度℃、恒温温度/时间、保温材料热处理:焊后热处理、缓冷打底、盖面:焊丝的重量(Kg)注意事项:1.在焊接前,应该仔细检查焊口,清理干净,并确认焊接材料规格牌号与工艺卡上相同。
2.在施工时,必须做好防风、防雨及防寒措施。
3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。
4.焊接时,要注意观察熔池状况。
每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接。
特别注意接头和收弧的质量,表面成型美观。
5.进行文明施工,焊材以及用完的焊条(丝)头不得乱放乱丢。
每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽场地清。
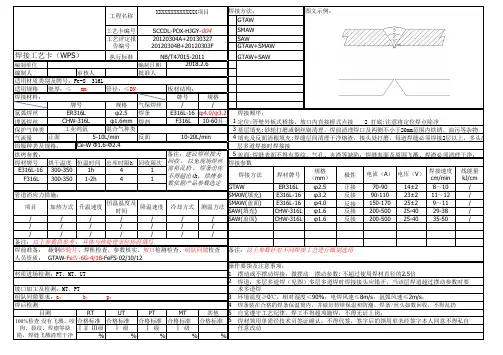
焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-1 焊接工艺评定报告编号: 1产品零部件名称:筒体的纵焊缝,环焊缝,筒体与封头对接焊缝,人孔法兰对焊所按标准名称及编号:GB985-88,GB986-88焊接方法:手工电弧焊双面埋弧焊自动化等级:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊2.焊件壁厚适用范围 -3.管件直径适用范围 -焊接材料1.钨极牌号及规格 -2.焊条牌号及规格 A132,?5mm3.实心焊丝牌号及规格H0Cr20Ni10Ti,?5mm4.焊剂牌号 HJ2605.药芯焊丝牌号及规格 -6.焊带牌号及规格 -7.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -接头坡口形状及尺寸焊件母材4.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊5.焊件壁厚适用范围 -6.管件直径适用范围 -焊接材料8.钨极牌号及规格 -9.焊条牌号及规格 A137、?3.2mm10.实心焊丝牌号及规格 -11.焊剂牌号 -12.药芯焊丝牌号及规格 -13.焊带牌号及规格 -14.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -焊前准备6.坡口加工方法及要求机械加工7.坡口及接缝两侧清理方法及要求坡口周边20mm进行机械清理8.焊材清理、烘干方法及要求低温200℃条件下烘干2小时9.焊接衬垫材料牌号及规格 -10.其他 -检测8.超声波检测√ 抽查率 100% 9.磁粉检测 - 检测部位 - 10.渗透检测 - 检测部位 -备注焊后石棉缓冷编制校对审核日期日期日期焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-3 焊接工艺评定报告编号: 3产品零部件名称:罐体与人孔加强圈搭接焊缝所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母7.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊产品零部件名称:支座垫板罐体搭接焊缝所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母材10.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-1-2 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 Q235B 相焊11.焊件壁厚适用范围 -12.管件直径适用范围 -焊接材料22.钨极牌号及规格 -23.焊条牌号及规格 A302,?5mm24.实心焊丝牌号及规格 -25.焊剂牌号 -26.药芯焊丝牌号及规格 -27.焊带牌号及规格 -28.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -焊前准备16.坡口加工方法及要求机械加工17.坡口及接缝两侧清理方法及要求坡口周边20mm进行机械清理18.焊材清理、烘干方法及要求低温200℃条件下烘干2小时19.焊接衬垫材料牌号及规格 -20.其他 -检测18.超声波检测√ 抽查率 100% 19.磁粉检测 - 检测部位 - 20.渗透检测 - 检测部位 -备注焊后石棉缓冷编制校对审核日期日期日期焊接工艺规范制造单位名称:沈阳理工大学编号: WPS-5 焊接工艺评定报告编号: 5产品零部件名称:支座筋板与地板所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母13.母材类别号、组别号及钢号类别号 Fe-1-2 组别号 1 与类别号 Fe-1-2 组别号 2 相焊钢号 Q235B 与钢号 Q235B 相焊产品零部件名称:人孔接管与罐体角接所按标准名称及编号:GB985-88,GB986-88 焊接方法:手工电弧焊自动化等级:接头坡口形状及尺寸焊件母材16.母材类别号、组别号及钢号类别号 Fe-8-1 组别号 1 与类别号 Fe-8-1 组别号 2 相焊钢号 0Cr18Ni10Ti 与钢号 0Cr18Ni10Ti 相焊17.焊件壁厚适用范围 -18.管件直径适用范围 -焊接材料36.钨极牌号及规格-37.焊条牌号及规格A137,?5mm38.实心焊丝牌号及规格 -39.焊剂牌号 -40.药芯焊丝牌号及规格 -41.焊带牌号及规格-42.其他 -保护气体保护气体种类及配比 -保护气体流量 -背面成形气体种类及配比 -拖罩保护气体种类及配比 -。
焊接工艺卡编号:ZL01 名称:φ219*7/φ32*3管道焊接
焊接方法:SMAW
母材牌号:20
规格(mm):δ=3/7 焊
接
材
料
焊条型号:A102规格φ3.2 毫米
焊前准备1.坡口制备按上图要求进行;
2.由焊接技师进行定位焊和正式焊;
3.将坡口内、待焊处及其两侧各20mm区域内油、锈、水等污物彻底除净;
4.焊材准备;
5.定位焊焊丝采用ER-304,定位长为15~20mm,定位4处;
温度预热温度(℃)/ 热
处
理
焊后热处理:/
热处理工艺卡编号:/ 层间温度(℃)≯60
电特性: 极性:正接/反接电流特性:直流
焊接工艺参数
焊缝
层次
焊接
方法
填充金属焊接电流电弧电压
(V)
焊接速度
(cm/min)型牌号直径(m m)极性焊接电流(A)
1 SMAW A102φ3.
2 反接100—110 27—30 10-12
注:焊后填写焊接记录交技术负责人。
技
术
措
施
1.位置:对接接头√角接接头方向:5G
2.焊接顺序:1~2
3.焊道层数(每面):2
4.层间清理/
5.背面清根方法:/
检
验
方
法
及
要
求
1.外观检查:石油化工有毒、可燃介质管道工程施工及验收规范》
(SH3501-2002)要求执行。
2.RT探伤:石油化工有毒、可燃介质管道工程施工及验收规范》
(SH3501-2002)要求执行。