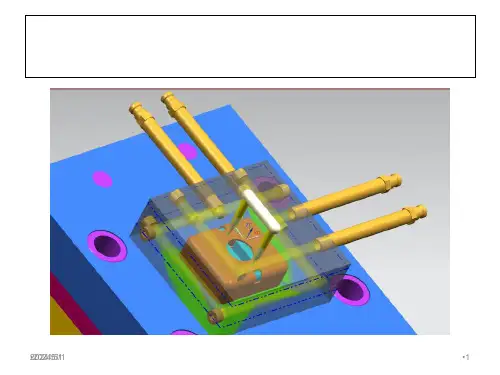
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式源自• 8.6 水孔的基本格式
8.3 型芯冷却水道置 对于一模多腔的模具,其型芯的冷却方式可分为 串联冷却和并联冷却两种. 1. 串联冷却水路具有流动有力的优点,但存在随着型 芯数目增加,温度变化大的缺点. 2. 并联冷却水路随温度梯度变化不大,但流动不够有 力,其结果会导致对不同型芯冷却效果不均匀. 因此两种冷却水路的排列方式仅适用型芯数目不多 的模具对于一模多腔模具,上述两种冷却方式最好能和建 立两个以上独立回路的方法一起使用.许多模具中一些形 状特殊尺寸较薄且偏长的型芯,在成型过程中需对其进行 温度控制,众所周知,直径较小(通常水于6mm)且尺寸较长 的芯子由于表面较小,使得热传导非常困难.
8.5 冷却管与模具的连接 模具冷却水道的水嘴(出入水口)在模具中的正确 位置: 1. 模具安装在注射机上后其冷却水道的水嘴(进 出口)有能正对道注射机的拉杆以免水管安装困难. 2. 冷却水道的水嘴最好装在注射机的背后(即:注 射机操作的另一例)以免影响操作. 3. 细模水路的水嘴不能靠的太近以免使的安装与 固定水管困难.
82模板冷却水道的设置不少小型模具的型腔是直接在模板上加工而成的这类模具可以直接在模板上设置冷却水道在模板上设置冷却水道同样应遵循冷却系统的设计原则使冷却水道尽量靠近型腔表面和尽量围绕型腔使成品在成型过程中冷却均匀
八:
8.1 概述一
塑模冷卻系统设计
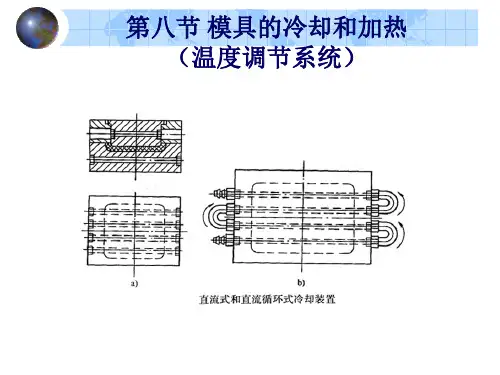
模具冷却系统包括:冷却水道,模具溫度控制器及加 热组件等: 冷却系统目的: (1) 防止塑件在脫模时发生变形. (2) 缩短成型周期. (3) 提高塑件质量,控制模溫. 冷却水道在模具中的位置: 冷却水道位置取决于成品的形狀的不同的壁厚,原则 上冷却水道设置在塑料自模具热傳导困难的地方,根据 冷却系统的设计原则,冷却水道应围绕模具的成型的成 品,且尽量排列均勻一致.