钴基合金滚轮金相分析
- 格式:pdf
- 大小:248.12 KB
- 文档页数:2
50宝钢技术2022年第6期一种高A1钻基高温合金Laves相回溶规律分析赵雅婷,马天军,田沛玉(宝武特种冶金有限公司,上海200940)摘要:GH6783合金是我国近年研制的第四代低膨胀钴基变形高温合金,由于合金中(A1 +Nb)含量达到8.4%,使得合金铸锭成分容易产生枝晶偏析,出现低熔点共晶相,严重制约着合金热加工性能及质量的提高。
因此,解决偏析问题对改善合金加工塑性及组织均匀非常重要,而掌握Laws相回溶规律成为消除合金Nb元素枝晶偏析首要解决的问题。
为了掌握其回溶规律,测量分析了GH6773合金钢锭Laws相的初熔点,并对其进行了探讨,以期能为后期解决GH6783合金钢锭偏析问题提供可靠的理论基础。
关键词:Laws相;偏析;回溶中图分类号:TG142.1文献标志码:B文章编号:1008-0716(2020)06-0050-03doi:10.3969/j.issn.1008-0716.2020.•G.009Analysis of Laws phase dissolution in a high A1Cobalt-based superalloyZHAO Yating,MA Tianjun and TIAN Peiyu(BAOWU Special MetaHuras Co.,Ltd.,Shanghai200942,China)Abstract:GH6783Ploy is thv foorth-gev eratiod low-expansioo codalt-basey dVoonV superallop dewlopeV in China in recevt pvo.Thv At+Nb contevt of0—allop reachcs8.4%,which mavs thv allop inaot evsy to proyuco deynopo seyreyatioy ant low meltina point evtecho ppasi, which serioystp the improvemeyt of hot-woraina perfoonancy ant qudlity of the Hpp•Therefora,solvina the scvo—tion is wa impoOant te lNprovv the processina plasticite ant microstractura uniformite of the Ploy,and masterina the L pws ppasi bachWissolution law hps become the priNara solution te elimina-y the deynri-y seyreyation of the allop•In ot O ct te ozsp the law of V s dissolutiop,this pdpvr mevsures ant analyzes the initiaO meltina of Laves ppaso of GH6783inao-,and dischsses it in orOet te provine a reliante theoreticht basis fot solvina the seyreyatiop protlem of GH6773O uzKer worat:laves phase;seyreyatiop;bpch-dissolutiopGH6783合金是Fe-Ni-Wo基的低膨胀高温合金,由于加入了3%的Nb和5.4%的At[1-2],使该合金在具有较低热膨胀系数的同时,也具有良好的抗氧化和抗缺口敏感性能。
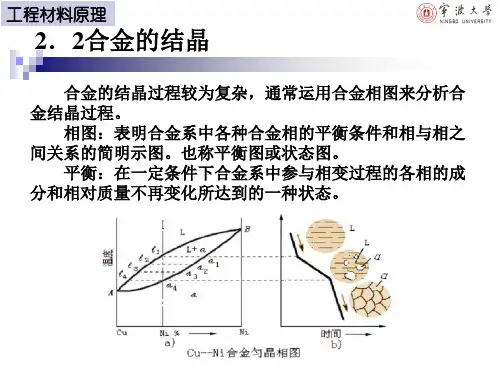
钴基铸造⾼温合⾦K6509的研究钴基铸造⾼温合⾦K6509的研究Study on Co bas ed Superalloy K6509张强,张宏炜,贾新云,谭永宁,黄朝晖(北京航空材料研究院先进⾼温结构材料国防重点试验室,北京100095) ZH ANG Qiang,ZH AN G H ong wei,JIA Xin yun,TAN Yong ning,H U ANG Zhao hui(National Key Laboratory of Advanced H igh T emperature StructuralMaterials,Beijing Institute of Aeronautical Materials,Beijing100095,China)摘要:K6509合⾦是本院新研制的钴基⾼温合⾦,将主要⽤于涡轮发动机的导向叶⽚材料,具有较⾼的持久性能,适⽤于铸造复杂型腔的薄壁空⼼叶⽚。
本⽂主要介绍了合⾦的成分特点,主要的物理和⼒学性能,并与K640,DZ40M合⾦的⼒学性能做了对⽐。
关键词:钴基⾼温合⾦;⼒学性能;微观组织中图分类号:TG1461⽂献标识码:A⽂章编号:10014381(2009)Suppl1014204Abstr act:K6509alloy is a newly developed Co based superalloy,mainly designed for turbine vane ap plications.The alloy has excellent stress r upture properties,which is suitable for complex cored thin wall airfoils.The composition and physical and mechanical properties are introduced.The mechanical properties of this alloy are compared with K640and DZ40M.Key words:cobalt base super alloy;mechanical property;microstr ucture⾼温合⾦被⼴泛应⽤于飞机、船舶、车辆的燃⽓涡轮机和⽤作宇宙飞⾏器、⽕箭发动机、核反应堆、蒸汽动⼒发电⼚装置、⽯油化⼯设备以及其它⽤途中的耐⾼温材料。
司太立stellite 6商标和化学成分商标碳锰硅铬镍钼钨钴铁其他密度 g/cm3 硬度 HRCStellite12 1.10-1.70 1.00 1.00 28.0-32.0 3.00 7.00-9.50 Bal. 3.00 P.03MAX S.03MAX8.40 44-49stellite 6以及固溶强化或分出强化等效果。
工作环境超恶劣:镍基合金被广泛用于各种苛刻之使用条件,如航天飞行引擎燃气室的高温高压部份、核能、石油、海洋工业之结构件,耐蚀管线等。
Stellite合金功能特点一般钴基高温合金短少共格的强化相,尽管中温强度低(只有镍基合金的50-75%),但在高于980℃时具有较高的强度、杰出的抗热疲惫、抗热腐蚀和耐磨蚀功能,且有较好的焊接性。
适于制造航空喷气发动机、工业燃气轮机、舰船燃气轮机的导向叶片和喷嘴导叶以及柴油机喷嘴等。
碳化物强化相钴基高温合金中最主要的碳化物是MC,M23C6和M6C在铸造Stellite合金中,M23C6是缓慢冷却时在晶界和枝晶间分出的。
在有些合金中,细小的M23C6能与基体γ构成共晶体。
MC碳化物颗粒过大,不能对位错直接发生显着的影响,因而对合金的强化效果不显着,而细小弥散的碳化物则有杰出的强化效果。
位于晶界上的碳化物(主要是M23C6)能阻止晶界滑移,然后改进耐久强度,钴基高温合金HA-31(X-40)的显微安排为弥散的强化相为(CoCrW)6 C型碳化物。
在某些Stellite合金中会出现的拓扑密排相如西格玛相和Laves等是有害的,会使合金变脆。
Stellite合金较少使用金属间化合物进行强化,因为Co3 (Ti﹐Al)﹑Co3Ta等在高温下不够稳定,但近年来使用金属间化合物进行强化的Stellite合金也有所发展。
Stellite合金中碳化物的热稳定性较好。
温度上升时﹐碳化物集聚长大速度比镍基合金中的γ相长大速度要慢,重新回溶于基体的温度也较高(高可达1100℃),因而在温度上升时﹐Stellite合金的强度下降一般比较缓慢。
司太立合金知识:司太立钴基1号焊丝相当AWS ERCoCr-C主要特征及用途:高碳Co-Cr-W合金堆焊焊丝,耐磨性、耐蚀性好。
但抗冲击韧度差主要用于牙轮钻头轴承、锅炉旋转叶片等磨损部件的堆焊堆焊层硬度HRC:≥52司太立钴基4号焊丝主要特征及用途用于较高耐磨损性能,极好的高温强及耐腐蚀性能。
用于铜,铝合金热压模,热挤压模,干电池模具等。
堆焊层硬度HRC:46-50司太立钴基6号焊丝相当AWS ERCoCr-A主要特征及用途:Co106钻基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。
能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。
主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等堆焊层硬度HRC:40-45司太立钴基12号焊丝相当AWS ERCoCr-B主要特征及用途:Co112针基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。
主要用于高温、高压阀门、内燃机阀、高压泵轴套和内衬套筒、热轧辊孔型等堆焊堆焊层硬度HRC:45-50司太立钴基20号焊丝主要特征及用途:Co120钴基堆焊焊丝,硬度高,耐磨性非常好,但抗冲击性较差,堆焊时产生裂纹倾向大,具有良好的耐蚀、耐热、耐磨性能,在650℃左右仍可保持这些性能。
主要用于牙轮钻头轴承、锅炉的旋转叶片、粉碎机刃口、螺旋送料机等堆焊堆焊层硬度HRC:55-60钴基堆焊焊丝产品简介如下:HS 111钴基焊丝相当AWS ERCoCr-A主要特征及用途:HS111钻基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。
能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。
主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等堆焊层硬度HRC:40-45HS 112钴基焊丝相当AWS RCoCr-B主要特征及用途:HS112钴基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。
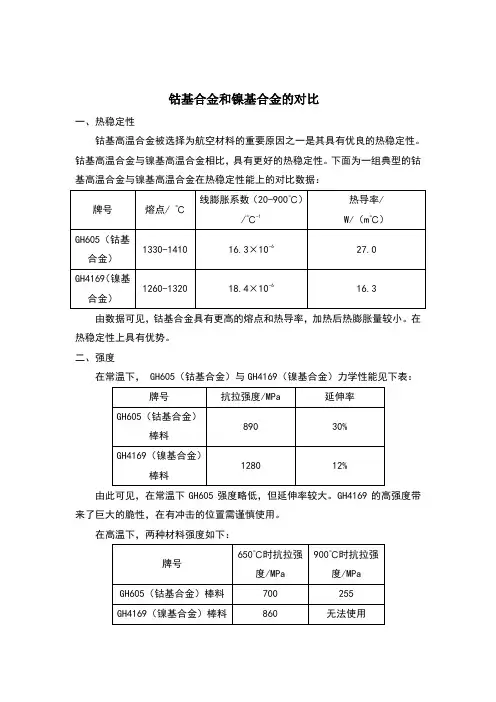
钴基合金和镍基合金的对比一、热稳定性钴基高温合金被选择为航空材料的重要原因之一是其具有优良的热稳定性。
钴基高温合金与镍基高温合金相比,具有更好的热稳定性。
下面为一组典型的钴基高温合金与镍基高温合金在热稳定性能上的对比数据:由数据可见,钴基合金具有更高的熔点和热导率,加热后热膨胀量较小。
在热稳定性上具有优势。
二、强度在常温下, GH605(钴基合金)与GH4169(镍基合金)力学性能见下表:由此可见,在常温下GH605强度略低,但延伸率较大。
GH4169的高强度带来了巨大的脆性,在有冲击的位置需谨慎使用。
在高温下,两种材料强度如下:从高温强度来看650℃时,GH4169强度较高,但脆性也大,在有冲击的场合下使用容易发生断裂。
当温度上升到900℃(某些发动机的工作温度)时,镍基高温合金已无法使用,而钴基高温合金仍然具有一定的强度。
三、刚度所谓刚度即为材料抵抗变形的能力。
通过一组数据来反映钴基高温合金与镍基高温合金的刚度上的差异。
从表格数据可看,镍基合金在各个温度区间刚度都低于钴基合金,且温度高于700℃,镍基合金已无法使用。
四、钴基高温合金具有良好的抗氧化性钴基高温合金拥有非常好的抗高温氧化能力,下表为GH605棒料(棒料直径为6.35~12.7mm)在高温下的抗氧化性能指标。
可见钴基高温合金抵抗高温氧化的能力卓越,可以在1000℃左右的环境中连续使用。
五、钴基高温合金具有优良的耐腐蚀能力GH605合金与GH3536等几种合金板材,在燃气速度为4m/s,燃烧空气中含5-6或5-5海盐、NO.2号燃油(含0.3%~0.45%硫),空气-油比例为30:1,试验中试样旋转,每隔1h试样从900℃用冷空气吹冷至260℃以下,如此在燃烧装置中循环试验200h后的动态热腐蚀试验结果见下图:单面金属损失成受损伤的金属/mm其中,金属损失=受损伤的金属+最大氧化深度。
图中GH3536、GH3625均为镍基合金,而GH605为钴基合金,由图可以看出,GH605的金属损失部分明显小于其他两种镍基合金。
铸造过热度和热处理对CoCrMo合金显微组织的影响马秀萍;李超【摘要】研究了CoCrMo合金普通壳型铸造工艺下过热度和高温固溶热处理对显微组织的影响.结果表明:CoCrMo合金在铸态下碳化物主要以大块状共晶状M23C6碳化物存在;随着过热度的增加,碳化物共晶团的尺寸增大,导致室温拉伸性能降低.CoCrMo合金经过高温固溶热处理后,大部分大块状共晶碳化物发生溶解和分解,以细小的颗粒状M23C6碳化物析出并均匀分布于基体,抗拉强度、屈服强度和伸长率得到很大的提高.均匀细小分布的碳化物有利于提高CoCrMo合金的室温拉伸性能.【期刊名称】《材料工程》【年(卷),期】2014(000)003【总页数】5页(P66-70)【关键词】过热度;固溶热处理;显微组织;碳化物;拉伸性能【作者】马秀萍;李超【作者单位】北京航空材料研究院,北京100095;北京航空材料研究院,北京100095【正文语种】中文【中图分类】TG146.1+6CoCrMo合金与不锈钢、钛合金相比与人体具有良好的生物相容性,已成为临床中较为理想的人工关节用主要材料,并被广泛应用于金属髋关节等外科植入物[1-5]。
但是在生产过程中,CoCrMo合金的室温抗拉强度或伸长率不合格的问题一直困扰着生产者,经常出现由于室温拉伸性能不合格而使生产成本增加。
CoCrMo 合金由钴基面心立方基体相和碳化物相组成,碳化物作为CoCrMo合金中重要强化相,合金内碳化物大小、分布形态和数量,对合金的性能有较大的影响[6-9]。
本工作主要通过探讨不同铸造过热度和高温固溶热处理对CoCrMo合金显微组织的影响,以及显微组织对合金性能的影响,旨在为获得合适显微组织的工艺提供理论依据。
1 实验材料及方法本实验中采用同一炉母合金锭,母合金锭的化学成分采用最优成分配比[10]。
从该炉母合金锭切取4段(4±0.15)kg的料段,在ZG-25kg真空感应熔炼炉按照传统工艺进行重熔,并在不同过热度下铸成灯笼试棒。
增材制造钴基合金与不锈钢异种金属一体化成形技术规范1 范围本文件规定了钴基合金与不锈钢异种金属一体化增材制造成形的一般要求、原材料、工艺、检验与验收、包装、标志、运输、储存、随行文件等技术要求。
本文件适用于采用激光定向能量沉积工艺和激光粉末床熔融工艺进行钴基合金与不锈钢合金一体化增材制造成形。
不锈钢合金的增材制造、钴基合金的增材制造及相关产品的再制造可参考本文件。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 222 钢的成品化学成分允许偏差GB/T 223(适用部分)钢铁及合金化学分析方法GB/T 226 钢的低倍组织及缺陷酸蚀检验法GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 228.2 金属材料拉伸试验第2部分:高温试验方法GB/T 229 金属材料夏比摆锤冲击试验方法GB/T 230.1 金属材料洛氏硬度试验第1部分:试验方法GB/T 232 金属材料弯曲试验方法GB/T 1954 铬镍奥氏体不锈钢焊缝铁素体含量测量方法GB/T 2653 焊接接头弯曲试验方法GB/T 3075 金属材料疲劳试验轴向力控制方法GB/T 3850 致密烧结金属材料与硬质合金密度测定方法GB/T 4161 金属材料平面应变断裂韧度KIC试验方法GB/T 4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法GB/T 4340.1 金属材料维氏硬度试验第1部分:试验方法GB/T 10561 钢中非金属夹杂物含量的测定标准评级图显微检验法GB/T 12444 金属材料磨损试验方法试环-试块滑动磨损试验GB/T 13298 金属显微组织检验方法GB/T 18851.1 无损检测渗透检测第1部分:总则GB/T 19943 无损检测金属材料X和伽玛射线照相检测GB/T 20878 不锈钢和耐热钢牌号及化学成分GB/T 20967 无损检测目视检测总则GB/T 21143 金属材料准静态断裂韧度的统一试验方法GB/T 24196 金属和合金的腐蚀电化学试验方法恒电位和动电位极化测量导则GB/T 26077 金属材料疲劳试验轴向应变控制方法GB/T 29070 无损检测工业计算机层析成像(CT)检测通用要求GB/T 31218 金属材料残余应力测定全释放应变法GB/T 31310 金属材料残余应力测定钻孔应变法GB/T 35351 增材制造术语GB/T 35022 增材制造主要特性和测试方法零件和粉末原材料GB/T 37698 增材制造设计要求、指南和建议GB/T 38971 增材制造用球形钴铬合金粉GB/T 39247 增材制造金属制件热处理工艺规范GB/T 39251 增材制造金属粉末性能表征方法GB/T 39252 增材制造金属材料粉末床熔融工艺规范GB/T 39253—2020 增材制造金属材料定向能量沉积工艺规范GB/T 39254 增材制造金属制件机械性能评价通则GB/T 41508—2022 增材制造通则增材制造零件采购要求GB/T 43115 金属材料薄板和薄带室温剪切试验方法GB/T 43233 增材制造系统性能和可靠性航空航天用金属材料激光粉末床熔融设备验收试验T/ZZB 2578 增材制造用不锈钢粉DB32/T 4093 增材制造金属制件孔隙缺陷检测工艺计算机层析成像(CT)法20221461-T-604 增材制造鉴定原则航空航天用金属激光粉末床熔融设备操作人员能力评价20232286-T-605 增材制造材料不锈钢粉末3 术语和定义GB/T 35351、GB/T 39253—2020和GB/T 41508—2022界定的以及下列术语和定义适用于本文件。
高温合金金相检验一、高温合金低倍检验1.低倍试样的切取与制备1.1 试样的数量及截取部位按相应技术条件中规定执行。
1.2 横向试样厚度约20~30mm。
1.3 纵向试样长度约55±5mm,试验面应通过轴向中心。
1.4 试样经砂轮磨平后,用砂纸或磨盘磨光,最理想进行抛光,试片洗涤干净后吹干。
1.5 板材试样沿纵向磨制。
2.试样侵蚀2.1 棒材、板坯、铸锭横向试样,能反映低倍组织及缺陷的,可采用下面浸蚀剂侵蚀。
a)盐酸500ml、硫酸35ml、硫酸铜150gb)盐酸1000ml、水1000ml、硫酸100ml、重铬酸钾50gc)盐酸3份、硝酸1份2.2 棒材纵向低倍组织可选用盐酸500ml、硫酸35ml、硫酸铜150g3.侵蚀操作3.1 一般试样侵蚀在室温下进行,将试面向上浸入侵蚀剂中进行观察。
3.2 浸蚀时间以清晰显示低倍组织及缺陷为准,时间约5~30min。
3.3 浸蚀后立即取出,用水冲洗并将试面上的浸蚀产物刷洗干净,必要时可采用约10%过硫酸铵水溶液洗涤,然后用水冲干净并用酒精清洗,后用吹风机吹干。
二、高温合金高倍检验1.试样的选取与制备1.1 试样的数量及切取部位按相应技术条件规定进行。
1.2 试样采用冷切或热切方法,热切须刨去热影响区,棒材厚度约10~15mm,板材试片为20~30mm。
1.3 按相应的技术条件规定热处理后加工试片。
1.4 试棒<32mm时,试面中心线通过轴线沿纵向切取试棒1/2;试棒>32mm时,沿纵向切取试棒1/4。
1.5 板材沿纵向磨制。
由于这些材料基体多数是奥氏体型,质地较软,磨抛过程中试面容易滑移变形,制样时要十分仔细,最好采用水砂纸,用力不要过猛,最后几道要轻磨,磨光后应进行清洗。
2.试样抛光和组织显示抛光时选用磨削能力大的磨料(如钻石抛光膏或氧化铝等),抛光时间不宜过长。
为消除变形层和加快抛光过程,抛光和腐蚀可以交替进行。
对一些较难制备的样品或较软组织,可采用电解抛光。
合金中的常见相铁基、镍基和钴基合金的基本组织是合金化的γ 相基体和弥散分布的强化相,如各类碳化物、氮化物和金属间化合物及强化晶界的一些碳化物或金属间化合物。
析出的强化相的质量分数应为百分之十几至几十。
当某些金属间化合物的形态呈片针状或胞状,在晶界上连续分布时,或碳化物呈块状排列,且数量又较多时,则可能损害合金的长期性能。
在新研制的合金中,通过“相计算”法,从化学成分上有效地控制有害相(如σ相)的析出。
1. GCP相(金属间化合物Ⅰ) --------几何密排相a.γ′相(Ni3Al)γ′相是铁-镍基和镍基高温合金中的重要析出强化相,弥散均匀分布,属Cu3Au型面心立方有序结构,其中Cu位置可部分被Co、Cr、Mo 等置换,Au可部分被Ti、Ta、Nb等置换。
液态析出的初生γ′相在镍基铸造合金中常为(γ+ γ′)共晶形式,呈白色花朵块状,分布于晶界和枝晶间。
块内的点、条和网状为γ基体。
先析出的共晶中含Al、 Ti较少,后期Al、Ti偏聚,γ′相增多,造成(γ+γ′)共晶内富Al、Ti,贫Co、Fe、Mo等元素。
在共晶外围Fe、 Co、Mo元素富集而易形成σ相。
初生γ′相共晶对持久强度影响不大,但降低塑性,易成为合金热疲劳开裂的源。
故应通过提高浇注时的冷速等方法来避免初生γ′共晶呈大块状或群团状出现。
铸态或固溶冷却时析出或时效析出的γ′相,即固态析出γ′相,主要以二种形态在晶内弥散分布,在合金化程度较低的镍基变形合金和所有铁镍基合金中,γ′ 相呈球状,其尺寸较小;在共格错配度大的合金中,则可呈立方体形,尺寸也较大,有的仅在高倍金相显微镜下能观察到;个别情况呈片状或胞状。
在合金长期时效或使用过程中,γ′相聚集长大,失去强化作用,强度和塑性均明显下降。
当其发生过时效长大时,通过固溶和时效可重新恢复析出强化的效果。
b. η相(Ni3Ti)具有密排六方晶格的η相其组成较固定。
它可直接从γ基体中析出,也可由γ′相转变而来。
高温合金金相检验王元瑞(上海材料研究所检测中心,200437)一、高温合金低倍检验1.低倍试样的切取与制备1.1试样的数量及截取部位按相应技术条件中规定执行。
1.2横向试样厚度约20~30mm。
1.3纵向试样长度约55±5mm,试验面应通过轴向中心。
1.4试样经砂轮磨平后,用砂纸或磨盘磨光,最理想进行抛光,试片洗涤干净后吹干。
1.5板材试样沿纵向磨制。
2.试样侵蚀2.1棒材、板坯、铸锭横向试样,能反映低倍组织及缺陷的,可采用下面浸蚀剂侵蚀。
a)盐酸500ml、硫酸35ml、硫酸铜150gb)盐酸1000ml、水1000ml、硫酸100ml、重铬酸钾50gc)盐酸3份、硝酸1份2.2 棒材纵向低倍组织可选用盐酸500ml、硫酸35ml、硫酸铜150g3.侵蚀操作3.1一般试样侵蚀在室温下进行,将试面向上浸入侵蚀剂中进行观察。
3.2浸蚀时间以清晰显示低倍组织及缺陷为准,时间约5~30min。
3.3 浸蚀后立即取出,用水冲洗并将试面上的浸蚀产物刷洗干净,必要时可采用约10%过硫酸铵水溶液洗涤,然后用水冲干净并用酒精清洗,后用吹风机吹干。
二、高温合金高倍检验1.试样的选取与制备1.1试样的数量及切取部位按相应技术条件规定进行。
1.2试样采用冷切或热切方法,热切须刨去热影响区,棒材厚度约10~15mm,板材试片为20~30mm。
1.3按相应的技术条件规定热处理后加工试片。
1.4试棒<32mm时,试面中心线通过轴线沿纵向切取试棒1/2;试棒>32mm时,沿纵向切取试棒1/4。
1.5板材沿纵向磨制。
由于这些材料基体多数是奥氏体型,质地较软,磨抛过程中试面容易滑移变形,制样时要十分仔细,最好采用水砂纸,用力不要过猛,最后几道要轻磨,磨光后应进行清洗。
2.试样抛光和组织显示抛光时选用磨削能力大的磨料(如钻石抛光膏或氧化铝等),抛光时间不宜过长。
为消除变形层和加快抛光过程,抛光和腐蚀可以交替进行。
对一些较难制备的样品或较软组织,可采用电解抛光。
高温合金材料的金属间化合物(Inter-metallic compound phase of super-alloy) 过渡族金属元素之间形成的化合物。
按晶体结构可分两类,一类称几何密排相(GCP相),另一类称拓扑密排相(TCP相)。
1.几何密排相为有序结构,高温合金中常见的有如下几种相:γ’相化学式是Ni3A1,是Cu3Au型面心立方有序结构。
铁基高温合金中γ’与γ基体的点阵错配度一般较小,镍基高温合金中错配度在0.05%~1%之间,随着使用温度升高,错配度减小。
由于γ’与γ基体的结构相似,所以γ’相在时效析出时具有弥散均匀形核、共格、质点细而间距小、相界面能低而稳定性高等特点。
γ’相本身具有较高的强度并且在一定温度范围内随温度上升而提高,同时具有一定的塑性。
这些基本特点使γ’相成为高温合金最主要的强化相。
时效析出的γ’相常为方形和球形,个别情况呈片状和胞状,主要取决于析出温度和点阵错配度。
错配度较小或析出温度较低时易成球形,错配度大或析出温度高时易成方形,错配度很大而析出温度又较低时可成为片状和胞状。
高温时效时,γ’相不仅在晶内弥散析出,还可以在晶界析出链状的方形γ’相。
在长期时效和使用过程中,γ’相会聚集长大。
铸态的一次(γ+γ’)共晶呈花朵状。
γ’相中可以溶入合金元素,钴可以置换镍,钛、钒;铌可以置换铝;而铁、铬、钼可置换镍也可置换铝。
γ相中含铌、钽、钨等难熔元素增加,γ’相的强度也增加。
当合金中γ’相含量较少时,γ相尺寸大小对强度的影响十分敏感,通常0.1~0.5/xm比较合适。
当了’相数量达40%以上时,γ’相尺寸大小对合金强度的影响就不大敏感了,允许有大尺寸的γ’相存在。
η相化学式Ni3Ti为密排六方有序相,其组成较固定,不易固溶其他元素. η相可以直接从γ基体中析出,也可以由高钛低铝(Ti/Al≥2.5)合金中亚稳定的Ni3(Al,Ti)相转变而成。
η相的金相形态有两种,一种是晶界胞状,另一种为晶内片状或魏氏体形态。
钴基合金的缺点
钴基合金作为一种重要的金属材料,在工业领域中有着广泛的应用。
然而,尽管其具有许多优点,但也存在着一些缺点。
本文将针对钴基合金的缺点展开讨论,以便更全面地认识这种材料。
钴基合金的成本较高。
钴是一种稀有金属,其产量有限,因此导致了钴基合金的价格较高。
在一些应用中,由于成本的限制,钴基合金无法替代其他材料,从而限制了其在某些领域的应用范围。
钴基合金的加工难度较大。
由于钴基合金具有较高的硬度和强度,对于加工设备和工艺有着较高的要求。
在加工过程中容易出现刀具磨损快、工艺复杂等问题,从而增加了生产成本和加工周期。
钴基合金的焊接性能较差。
钴基合金在焊接过程中容易产生气孔、裂纹等缺陷,从而影响焊接接头的质量和性能。
这对于一些对焊接质量要求较高的领域来说,是一个不容忽视的问题。
钴基合金的强度较高,但塑性较差。
这使得钴基合金在受到外力作用时容易产生脆性断裂,从而限制了其在一些高强度、高塑性要求的领域的应用。
钴基合金在环境中容易发生腐蚀。
特别是在一些恶劣的工作环境中,如高温、高湿、腐蚀性介质等条件下,钴基合金容易受到腐蚀影响,从而缩短了其使用寿命。
钴基合金作为一种重要的金属材料,虽然具有许多优点,但也存在着一些缺点。
在实际应用中,需要充分考虑这些缺点,采取相应的措施来解决问题,从而更好地发挥钴基合金的优势,推动其在各个领域的应用和发展。