EVA更换电池步骤
- 格式:pdf
- 大小:251.85 KB
- 文档页数:3


关于EVA4000电池更换说明
大家好:
经常有客户在更换EVA4000 EVA6000 EVA8000等电池的时候说电池质量问题导致更换失败。 实际上根据HP的官方资料 如果command view的版本低于6.0的 ,必须要关闭控制器然后更换电池。 所以在有客户咨询这个问题的时候,可以提供以下文档给客户。 谢谢!
HP StorageWorks EVA 4000, 6000, 8000 - Cache Battery Replacement Instructions
About this document
This document describes the procedure for replacing the cache battery used in EVA
4000/6000/8000 products.
CAUTION: When running XCS v5.030, v5.031, v5.100, or v5.110 it is necessary to shutdown the
controller when replacing a battery. Contact the HP-authorized service representative for
assistance when replacing a cache battery on these versions of XCS. This is not necessary in
XCS v6.000 and later.
NOTE: There are two cache batteries installed in the EVA 8000 controller enclosure in slots 0 and 1
at the left end of the enclosure. There is only one battery in the EVA 4000 and EVA 6000

光伏产业是将太阳能转换为电能的迅猛发展的新兴产业,其中晶体硅太阳电池组件主要应用于大规模并网发电、离网电站、BIPV光伏建筑一体化等,其封装胶膜主要有EVA和PVB。
两种材料不同成份组成使得存在不同的特性和使用要求。
1.组件结构
1.1常规组件的结构
玻璃—EVA-电池片-EVA-背板-边框
1.2BIPV组件的结构钢玻璃(超白)-PVB-电池片-PVB-钢化玻璃(普通)2.EVA胶膜
2.1简介
EVA一种热固性有粘性的胶膜,用于放在夹胶玻璃中间(EVA是Ethylene乙烯Vinyl乙烯基Acetate醋酸盐的简称)。
由于EVA胶膜在粘着力、耐久性、光学特性等方面具有优越性,使得它被越来越广泛的应用于电流组件以及各种光学产品。
2.2EVA的特性
2.2.1分子组成
EVA的性能主要取决于分子量(用熔融指数MI表示)和醋酸乙烯脂(以VA表示)的含量。
当MI一定时,VA的弹性、柔软性、粘结性、相溶性和透明性提高,VA的含量降低,则接近聚乙烯的性能。
当VA含量一定时,MI降低则软化点下降,而加工性和表面光泽改善,但是强度降低,分子量增大,可提高耐冲击性和应力开裂性。2.2.2交联特性
通过采取化学交联的方式对EVA进行改性,其方法就是在EVA中添加有机过氧化物交联剂,当EVA加热到一定温度时,交联剂分解产生自由基,引发EVA分子之间的结合,形成三维网状结构,导致EVA胶层交联固化,当交联度达到60%以上时能承受大气的变化,不再发生热胀冷缩。
2.2.3交联测试原理
将EVA样品装入120目不锈钢丝网袋内,置沸腾二甲苯中萃取。
未经交联的EVA,在二甲苯沸腾液中,样品迅速全部熔溶到二甲苯中,故交联度为0。
而交联EVA,在萃取操作结束后,还能清楚观察到不锈钢丝网袋中残留有亮晶的试样,该残留试样量与试样总量之比即为交联度。
2.3交联度对光伏组件的影响
不同的温度对EVA的交联度有比较大的影响,EVA的交联度直接影响到组件的性能以及使用寿命。在熔融状态下,EVA与晶体硅太阳电池片,玻璃,TPT产生粘合,在这过程中既有物理也有化学的键合。
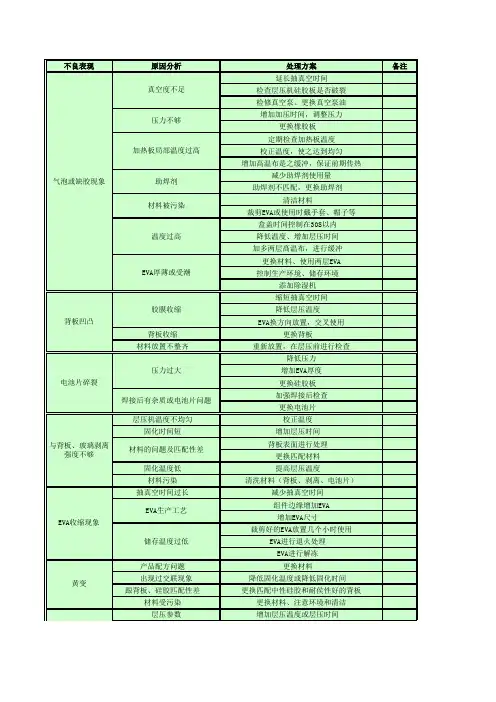
不良表现原因分析处理方案备注
延长抽真空时间
检查层压机硅胶板是否破裂
检修真空泵、更换真空泵油
增加加压时间,调整压力
更换橡胶板
定期检查加热板温度
校正温度,使之达到均匀
增加高温布是之缓冲,保证前期传热
减少助焊剂使用量
助焊剂不匹配,更换助焊剂
清洁材料
裁剪EVA或使用时戴手套、帽子等
盒盖时间控制在30S以内
降低温度、增加层压时间
加多两层髙温布,进行缓冲
更换材料、使用两层EVA
控制生产环境、储存环境
添加除湿机
缩短抽真空时间
降低层压温度
EVA换方向放置,交叉使用
背板收缩 更换背板
材料放置不整齐 重新放置,在层压前进行检查
降低压力
增加EVA厚度
更换硅胶板
加强焊接后检查
更换电池片
层压机温度不均匀 校正温度
固化时间短 增加层压时间
背板表面进行处理
更换匹配材料
固化温度低 提高层压温度
材料污染 清洗材料(背板、剥离、电池片)
抽真空时间过长 减少抽真空时间
组件边缘增加EVA
增加EVA尺寸
裁剪好的EVA放置几个小时使用
EVA进行退火处理
EVA进行解冻
产品配方问题 更换材料
出现过交联现象降低固化温度或降低固化时间
跟背板、硅胶匹配性差 更换匹配中性硅胶和耐侯性好的背板
材料受污染 更换材料、注意环境和清洁
层压参数增加层压温度或层压时间 与背板、玻璃剥离强度不够材料的问题及匹配性差
EVA收缩现象EVA生产工艺
储存温度过低
黄变EVA厚薄或受潮气泡或缺胶现象
背板凹凸胶膜收缩
电池片碎裂压力过大
焊接后有杂质或电池片问题真空度不足
压力不够
加热板局部温度过高
助焊剂
材料被污染
温度过高测试误差 选用精确到0.0001g,电子秤 增加EVA试验重量到5g
抽真空的速度过快 增加节流阀,缓冲抽空速度
EVA收缩过大 按照EVA收缩处理
组件横纵向摆放错误确定层压机抽真空方向,正确放置组件
放置不整齐 人员培训 交联度不够
电池片移位

一、EVA胶膜 太阳能电池封装用胶膜是以EVA为基料,辅以数种改性剂,经过膜设备热轧而成薄膜型产品。EVA树脂是乙烯和醋酸乙烯酯的共聚物阴,结构如下: EVA胶膜在电池的封装过程中受热,产生交联反应,固 ...
二、EVA在太阳电池封装中的层压工艺
层压,即在基体材料上施加一层粘合剂,覆上一层薄膜或其他材料,加热加压,形成一个复合材料;或者薄膜本身即是粘合材料,把基体和其他材料粘合在一起。这里重点介绍太阳电池封装材料EVA的层压工艺。
1、主要工艺步骤
(1)叠层:依次将盖板玻璃、EVA膜、互相连接好的太阳电池、玻璃纤维
(Scrim)薄片、EVA膜、聚氟乙烯膜(或复合膜)叠在一起。
(2)抽真空:把上述叠层件放到双真空层压器的下室。层压器的上、下两室同时抽真空,约5min。
(3)加热:层压器的上下两室保持真空,加热叠层件。
(4)加压:叠层件加热到110~120℃时,层压器的上室逐渐取消真空回到常压。这时层压器的下室仍处于真空状态,也就是使上室对下室中的层压件产生一个大气压的压力。
(5)保温固化:在固化温度下,恒温固化。
(6)冷却:恒温固化后,层压器撤离热源,层压器的下室仍处在真空状态。循环冷却,取消下室真空,取出组合件,用快刀把组合件边缘多余的EVA切掉。然后封边框和装接线盒,组装成太阳电池组件。
2、典型层压工艺
一步法:
(1)方法一
快速固化EVA:层压机设置100~120℃,电池板放入,抽气5~8min,加压3min,同时升温N135~140℃,恒温固化15-20min,放气后即刻取出冷却。常规固化EVA:层压机设置10∞120℃,电池板放入,抽气5~8min,加压3min,同时升温至1]145~150℃,恒温固化30min,放气后即刻取出冷却。
(2)方法二
快速固化EVA:层压机设置135~140℃,电池板放入,抽气5~8min,加压3min,恒温135~140℃,固化15~20min,放气后即刻取出冷却。