数控机床编程实例
- 格式:ppt
- 大小:2.14 MB
- 文档页数:130
简单数控车床编程100例数控车床是一种高精度、高效率的机床,广泛应用于各个行业。
为了更好地发挥数控车床的作用,掌握一些简单的数控车床编程技巧是非常重要的。
下面将介绍100个简单的数控车床编程例子,帮助大家更好地理解和掌握数控车床编程。
1. G00 X100.0 Y50.0:快速定位到坐标(100.0,50.0)处。
2. G01 X150.0 Y100.0 F100.0:以速度100.0进行直线插补,从当前位置移动到坐标(150.0,100.0)处。
3. G02 X200.0 Y150.0 I50.0 J0.0:以速度100.0进行顺时针圆弧插补,半径为50.0,终点坐标为(200.0,150.0)。
4. G03 X250.0 Y200.0 I50.0 J0.0:以速度100.0进行逆时针圆弧插补,半径为50.0,终点坐标为(250.0,200.0)。
5. G04 P1000:停留1000毫秒。
6. G17:选择XY平面。
7. G18:选择XZ平面。
8. G19:选择YZ平面。
9. G20:以英寸为单位。
10. G21:以毫米为单位。
11. G28 X:将X轴回到参考点。
12. G28 Y:将Y轴回到参考点。
13. G28 Z:将Z轴回到参考点。
14. G40:取消半径补偿。
15. G41 D01:启用D01刀具半径补偿。
16. G42 D02:启用D02刀具半径补偿。
17. G43 H01:启用H01刀具长度补偿。
18. G44 H02:启用H02刀具长度补偿。
19. G49:取消刀具长度补偿。
20. G54:选择工件坐标系1。
21. G55:选择工件坐标系2。
22. G56:选择工件坐标系3。
23. G57:选择工件坐标系4。
24. G58:选择工件坐标系5。
25. G59:选择工件坐标系6。
26. G61:精确路径控制模式。
27. G64:常规路径控制模式。
28. G80:取消模态指令。
29. G81 X100.0 Y100.0 Z-10.0 R5.0 F100.0:以速度100.0进行钻孔循环,孔径为10.0,深度为5.0,坐标为(100.0,100.0)。

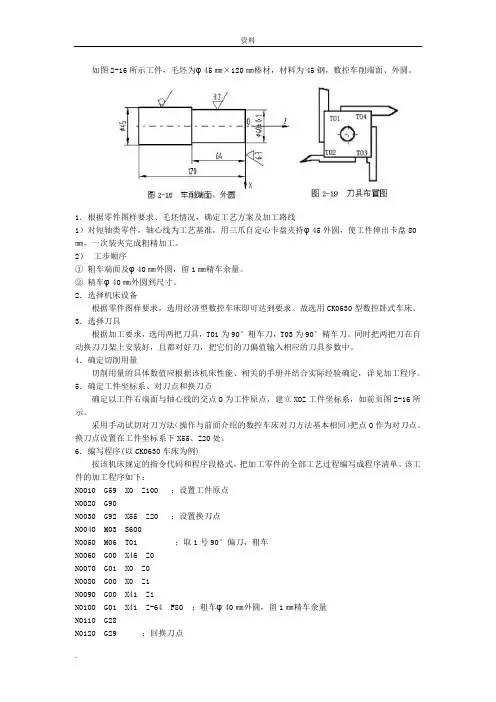
如图2-16所示工件,毛坯为φ45㎜×120㎜棒材,材料为45钢,数控车削端面、外圆。
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持φ45外圆,使工件伸出卡盘80㎜,一次装夹完成粗精加工。
2)工步顺序①粗车端面及φ40㎜外圆,留1㎜精车余量。
②精车φ40㎜外圆到尺寸。
2.选择机床设备根据零件图样要求,选用经济型数控车床即可达到要求。
故选用CK0630型数控卧式车床。
3.选择刀具根据加工要求,选用两把刀具,T01为90°粗车刀,T03为90°精车刀。
同时把两把刀在自动换刀刀架上安装好,且都对好刀,把它们的刀偏值输入相应的刀具参数中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系、对刀点和换刀点确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,如前页图2-16所示。
采用手动试切对刀方法(操作与前面介绍的数控车床对刀方法基本相同)把点O作为对刀点。
换刀点设置在工件坐标系下X55、Z20处。
6.编写程序(以CK0630车床为例)按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
该工件的加工程序如下:N0010 G59 X0 Z100 ;设置工件原点N0020 G90N0030 G92 X55 Z20 ;设置换刀点N0040 M03 S600N0050 M06 T01 ;取1号90°偏刀,粗车N0060 G00 X46 Z0N0070 G01 X0 Z0N0080 G00 X0 Z1N0090 G00 X41 Z1N0100 G01 X41 Z-64 F80 ;粗车φ40㎜外圆,留1㎜精车余量N0110 G28N0120 G29 ;回换刀点N0130 M06 T03 ;取3号90°偏刀,精车N0140 G00 X40 Z1N0150 M03 S1000N0160 G01 X40 Z-64 F40 ;精车φ40㎜外圆到尺寸N0170 G00 X55 Z20N0180 M05N0190 M02实例二如图2-17所示变速手柄轴,毛坯为φ25㎜×100㎜棒材,材料为45钢,完成数控车削。
数控铣床编程实例数控铣床编程实例数控铣床是一种先进的数控机床,具有高精度、高效率、高质量等优点,已成为现代制造业中不可或缺的重要设备。
数控铣床编程是数控铣床操作的关键,也是工程师必须掌握的技能之一。
本文将介绍一些数控铣床编程的实例,以帮助初学者更好地理解和掌握这种技能。
实例一:直线挖槽步骤一:输入G01指令,表示线性插补模式。
步骤二:输入X、Y、Z轴的插补终点坐标数值,确定直线挖槽的位置。
步骤三:输入F指令,表示进给速度。
步骤四:输入M03(或M04)指令,开启主轴旋转,开始切削。
步骤五:在需要切割的工件上移动铣刀,完成直线的挖槽。
步骤六:输入M05(或M09)指令,停止主轴旋转,结束切割操作。
实例二:圆弧加工步骤一:输入G02或G03指令,表示圆弧插补模式。
步骤二:输入I、J 或者R指令,确定圆弧的半径。
步骤三:输入X、Y、Z轴的插补终点坐标数值,确定圆弧的位置。
步骤四:输入F指令,表示进给速度。
步骤五:输入M03(或M04)指令,开启主轴旋转,开始切削。
步骤六:在需要切割的工件上移动铣刀,完成圆弧的加工。
步骤七:输入M05(或M09)指令,停止主轴旋转,结束切割操作。
实例三:螺纹加工步骤一:输入M29(或G32)指令,表示启动螺纹加工模式。
步骤二:输入G00指令将铣刀移动到螺纹加工的起点。
步骤三:输入G76指令,确定螺纹的类型、方向、起点和终点。
步骤四:输入F指令,表示进给速度。
步骤五:输入M03(或M04)指令,开启主轴旋转,开始切削。
步骤六:在需要切割的工件上按螺纹的轮廓移动铣刀,完成螺纹的加工。
步骤七:输入M05(或M09)指令,停止主轴旋转,结束切割操作。
以上是数控铣床编程的几个实例,无论是直线挖槽、圆弧加工还是螺纹加工,都需要工程师们熟练掌握各种指令的使用方法。
同时,编程过程中还需要注意工件的尺寸、铣刀的选择、切削参数等因素,以保证最终加工效果的质量和精度。
总之,在实际应用中,我们需要不断探索、总结、改进编程技巧和工艺流程,以提高加工效率和精度,促进工业制造的发展与进步。

数控车床编程100例问题描述数控车床编程是数控机床中非常重要的一环。
掌握好数控车床编程,能够提高生产效率,降低管理成本。
本文将为大家提供100个数控车床编程的例子,涵盖常见的加工操作,帮助读者更好地了解数控车床编程的实操技巧。
例子列表1. 钻孔操作G90 G54 G0 X100. Y200.G43 H1 Z10.M3 S1000.G81 R3. Z-10. F200.G80这个例子展示了如何在坐标系(G54)下,以坐标(100, 200)为起点进行钻孔操作。
首先将Z轴移动到10mm的位置,然后以200mm/min的速度迅速下钻到10mm深度,最后返回到初始位置。
2. 铣削操作G90 G54 G0 X50. Y100.G43 H2 Z5.M3 S2000.G1 Z-5. F500.G1 X100. Y100. Z-10. F100.G1 X100. Y50. Z-10. F100.G1 X50. Y50. Z-10. F100.G1 X50. Y100. Z-10. F100.G80这个例子展示了如何在坐标系(G54)下,以坐标(50, 100)为起点进行铣削操作。
首先将Z轴移动到5mm的位置,然后以500mm/min的速度迅速下降到5mm深度。
接下来,以100mm/min的速度沿着指定的路径进行线性铣削,即依次经过(100, 100)、(100, 50)、(50, 50)和(50, 100)四个点。
最后回到起始位置。
3. 螺纹加工操作G90 G54 G0 X50. Y50.G43 H3 Z5.M3 S1500.G76 P010060 Q1500 R1.这个例子展示了如何在坐标系(G54)下,以坐标(50, 50)为起点进行螺纹加工操作。
首先将Z轴移动到5mm的位置,然后以1500mm/min的速度以1mm 的进给量、600mm的主轴速度进行螺纹加工。
加工完成后,返回初始位置。
4. 镗孔操作G90 G54 G0 X150. Y100.G43 H4 Z5.M3 S500.G78 X150. Y100. Z-20. F200.这个例子展示了如何在坐标系(G54)下,以坐标(150, 100)为起点进行镗孔操作。
华中数控机床编程简单例子数控机床编程是现代制造业中一项重要的技能。
华中数控机床是一家专业从事数控机床研发与生产的公司,他们的产品质量稳定可靠,使用方便。
下面我将为大家介绍一些华中数控机床编程的简单例子,帮助大家更好地理解和应用这一技能。
例子一:圆形轮廓加工首先,设定工件坐标系的原点,即零点。
然后,选择加工刀具和切削速度。
接下来,编写程序,使机床按照设定好的参数进行切削操作。
对于圆形轮廓加工,我们可以使用G代码来描述所需的切削路径,例如G01表示直线加工,G02表示顺时针圆弧加工,G03表示逆时针圆弧加工。
通过设定起点和终点坐标、半径或角度,机床就能够按照指定轨迹进行切削操作。
例子二:螺纹加工螺纹加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点,并指定切削起点和方向。
接下来,编写程序,使用G代码描述螺纹加工的路径。
在华中数控机床中,常用的螺纹加工指令是G33/G34。
通过设定螺纹的直径、螺距和切削方向,机床就能够按照指定的参数进行螺纹加工。
例子三:孔加工孔加工是数控机床编程中常见的任务之一。
首先,选择合适的刀具和切削速度。
然后,设定工件坐标系的原点。
接着,编写程序,使用G代码描述孔加工的路径。
在华中数控机床中,常用的孔加工指令是G81/G83。
通过设定孔的起点坐标、深度和进给方式,机床就能够按照指定的参数进行孔加工。
总结起来,华中数控机床编程提供了丰富的功能和指令,使得数控机床能够完成复杂的加工任务。
通过学习和应用这些编程技巧,我们可以更高效地完成各种加工任务。
希望以上简单例子能够帮助大家更好地理解和应用华中数控机床编程技能。
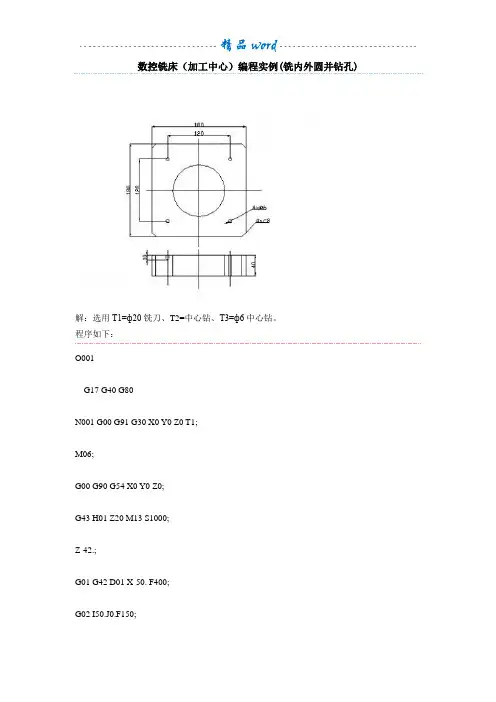
数控铣床(加工中心)编程实例(铣内外圆并钻孔)解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。
程序如下:O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 G42 D01 X-50. F400;G02 I50.J0.F150;G00 Y0.;G40 Z100.;G00 G90 G54 X-110. Y-100.;Z-42.;G01 G41 X-90. F500;Y82X-82. Y90.;X82.;X82. Y90.;X-82.;X82. Y-90.;X-82.;G00 Z100.;G40;N002 G00 G91 G30 X0 Y0 Z0 T1; M06;G00 G90 G54 X-60. Y-60.;G43 H02 Z10 M03 S2000;G99 G81 Z-3. R5. F150;Y60.;X60.;Y-60.;GOO G80 Z100.;N003 G91 G30 X0 Y0 Z0 T3; M6;G00 G90 G54 X-60. Y-60.;G43 H02 Z10 M03 S2000;G99 G81 Z-12 R3. F150;Y60.;X60. Z-42.;Y-60.;GOO G80 Z100.;G00 G28 Y0;数控加工工艺分析主要包括的内容数控加工工艺分析的主要内容实践证明,数控加工工艺分析主要包括以下几方面:1)选择适合在数控机床上加工的零件,确定工序内容。
2)分析被加工零件图样,明确加工内容及技术要求,在此基础上确定零件的加工方案,制定数控加工工艺路线,如工序的划分、加工顺序的安排、与传统加工工序的衔接等。
3)设计数控加工工序。
如工步的划分、零件的定位与夹具的选择、刀具的选择、切削用量的确定等。
4)调整数控加工工序的程序。
《数控机床操作与编程》实例数控机床是一种具有高精度、高效率和高稳定性的机床,广泛应用于各种机械加工行业。
通过编程控制机床的运动轨迹和速度,可以实现复杂的零件加工。
下面将介绍几个数控机床操作与编程的实例。
实例一:二维轮廓加工在数控机床上进行二维轮廓加工时,通常需要先进行编程,然后再将程序加载到机床上进行加工。
1.编程以绘制一个圆形的实例来进行说明,假设需要加工直径为100mm的圆形。
首先需要确定圆心坐标和半径。
假设圆心坐标为(X0,Y0),半径为R。
编程过程如下:N10G90G54G0X0Y0;G90表示绝对编程方式,G54指定工件坐标系,G0快速定位N20 G01 Z0.5 F100 ;G01线性插补指令,Z0.5表示下刀深度为0.5mm,F100表示给进速度N30G02X0Y0R;G02圆弧插补指令,X0Y0表示结束点的坐标,R表示半径,顺时针方向N40G00Z10;G00快速提刀N50M30;程序结束2.机床操作将编写好的程序保存到U盘或者其它存储设备上,插入到数控机床的USB接口或者其它相关接口上。
然后按照机床操作手册的要求,加载程序到机床上。
实例二:三维曲面加工在数控机床上进行三维曲面加工时,通常需要先进行编程,然后再将程序加载到机床上进行加工。
1.编程假设需要加工一个球形零件,球心坐标为(X0,Y0,Z0),半径为R。
编程过程如下:N10G90G54G0X0Y0Z0;G90表示绝对编程方式,G54指定工件坐标系,G0快速定位N20 G01 Z0.5 F100 ;G01线性插补指令,Z0.5表示下刀深度为0.5mm,F100表示给进速度N30G03X0Y0Z0R;G03圆弧插补指令,X0Y0Z0表示终点坐标,R表示半径,顺时针方向N40G00Z10;G00快速提刀N50M30;程序结束2.机床操作将编写好的程序保存到U盘或者其它存储设备上,插入到数控机床的USB接口或者其它相关接口上。
然后按照机床操作手册的要求,加载程序到机床上。
数控车床编程实例详解(30个例子)1. 基础G00轨迹移动G00指令可以用于快速移动机床上的工具,不做切削。
例如,要将铣刀从(0,0,0)点移动到(100,100,0)可以使用下面的编程:G00 X100 Y100 Z02. 简单的G01直线插补3. 向X正方向设定工件原点在某些情况下,需要在工件上设计的特定原点作为整个程序的起点。
在下面的例子中,我们将工件原点移到X轴上的10毫米位置:G92 X104. G02 G03 模拟圆弧G02和G03指令可以用于沿着一条圆弧轨迹移动工具。
例如,以下代码将插入一个逆时针圆弧:G03 X50 Y50 I25 J05. 床上对刀长度测量刀具长度对刀是数控车床操作的重要步骤。
在这个例子中,我们使用手动设定对刀。
首先,我们将铣刀移动到Z轴处的一个位置,然后将刀具轻轻放置在工件上以测量其长度。
最后,我们将刀具测量值输入机床,以便于适当地调整刀具长度。
6. 坐标旋转在某些情况下,需要在XY平面上绕特定角度旋转工件,以便于确保最佳切削角度。
在这个例子中,我们将工件绕着Z轴旋转45度:G68 X0 Y0 R457. 使用M code 启动或停止旋转工件M03用于启动旋转工作台的主轴,M05用于关闭它。
例如,以下代码段启动了工作台的主轴,并等待它旋转到合适速度,以便于切削。
8. 镜像轨迹在制造工具或零件时,可能需要将一个轮廓沿着特定轴镜像。
例如,以下代码镜像X 轴上的轮廓:G01 X50 Y0G01 X0 Y50G01 X-50 Y0G01 X0 Y-50MHE29. 使用G04指令延迟程序G04指令用于程序内部的延迟。
例如,以下代码让机床停顿1秒钟:G04 P100010. 利用G10指令改变工作坐标系G10指令可以用于更改工作坐标系。
例如,下面的代码段将当前坐标系设定为{X50 Y50 Z0}:11. 使用G17, G18和G19指令绘制园形、X-Y平面和Z-X平面G17G02 X50 Y50 I25 J0G02 X0 Y0 I-25 J0G02 X-50 Y50 I0 J25G02 X0 Y100 I25 J0G02 X50 Y50 I0 J-25G02 X0 Y0 I-25 J0MHE2M30指令可以用于彻底结束程序。
FANUC系统数控车床的编程与操作实例1.快速定位指令G00指令格式:G00某(U)_Z(W)_;2.直线插补指令G01指令格式:G01某(U)_Z(W)_F_;3.圆弧插补指令G02、G03该指令使刀具从圆弧起点,沿圆弧移动到圆弧终点。
指令格式:G02/G03某(U)_Z(W)_R_F_;或:G02/G03某(U)_Z(W)_I_K _F_;例3:图1-18a)(1)G02某80.0Z-10.0R10.0;或G02U20.0W -10.0R10.0;(2)G02某80.0Z-10.0I10.0K0;或G02U20.0W-10.0I10.0K0;例4:图1-18b)(1)G03某45.0Z-35.9R25.0;或G03U45.0W-35.9R25.0;(2)G03某45.0Z-35.9I0K-25.0;或G03U45.0W-35.9I0K-25.0;图3-6圆弧插补举例(2)螺纹加工循环G92G92用于螺纹加工,其循环路线与单一形状固定循环基本相同。
如图1-26所示,循环路径中,除螺纹车削一般为进给运动外,其余均为快速运动输入格式:直螺纹G92某(U)_Z(W)_F_;式中:某(U)_Z (W)_为螺纹终点坐标;F_为螺距。
程序:……G00某22.0Z5.0;起刀点G92某19.2Z-18.0F1.5;螺纹加工第一次循环某18.6;螺纹加工第二次循环某18.2;螺纹加工第三次循环某18.05;螺纹加工第四次循环G00某100.0Z150.0;退刀,取消循环…(2)多重复合固定循环指令1)精加工循环指令G70在采用G71、G72、G73指令进行粗车后,用G70指令进行精车循环切削。
指令格式:G70PnQnf;其中:n为精加工程序组的第一个程序段的顺序号;nf为精加工程序组的最后一个程序段的顺序号。
2)外径、内径粗加工循环指令G71G71指令用于粗车圆柱棒料,以切除较多的加工余量。
指令格式:G71U(Δd)R(e);G71P(n)Q(nf)U(Δu)W(Δw)FST;例17:使用G71、G70完成图1-43所示零件加工,棒料直径φ105mm,工件不切断(刀尖R0.4)。
数控车床的孔加工编程方法举例
一、孔加工编程的基本要求
1、编程时,应根据工件的尺寸和形状,以主轴旋转为基础,确定切
削参数,编制出有效的数控车床编程程序,将工件加工成孔。
2、编程时,应考虑数控系统的精度及车床设备的幅度,确保编程任
务的准确性及安全性。
3、编程时,应根据切削的刀具粗糙度,切削深度,进给量,主轴转
速及工件材质等因素,结合刀具的切削速度,确定最合适的切削工艺参数,以达到精确的加工成型效果。
二、编程实例
实例:加工Φ50mm的圆孔
1、确定加工参数:主轴转速:n=750rpm;加工深度:ap=10mm;加工
方向:X轴正向;切削参数:f=(0.1,0.15)mm/r;
2、编程前的检查:a)确认车床工作台,吸盘,刀具,冷却液温度处
于正常范围;b)确认刀具牢固在刀架上,无松动现象;c)确认机床设备及
量仪的准确性;
3、编程程序:
a)输入程序:N0001T0101;
b)绝对坐标系定义:G90;
c)设定刀具参数:G43H01D1;
d)设定切削参数:G94S800;
e)设定绝对编码:G90;
f)设定主轴转速:S7500M03;
g)设定初始坐标:G0X50Z10;
h)开始加工:G02X50Z0R50F0.15;
i)停止主轴:M05;
j)空转:G04P2.0;
k)结束程序:M30;。
砂眉宀職堞技術垮院Meishan Vocational and Technical College机电工程系机电一体化专业《数控机床与编程》案例库二零一五年九月数控机床与编程案例库数控车床编程实例例1 • G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)FUNA(数控车编程如下:09001N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N30 G01 U10 W-5 G98 F120 (倒3X45。
角)N40 Z-48 (加工①26外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)/////////////////////////////////////////////////////////////////华中数控车床编程如下:%9001N10 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z轴2mm处)N30 G01 U10 W-5 F300 (倒3X 45° 角)N40 Z-48 (加工①26外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)例2. G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)FUNA(数控车编程如下:09002N10 G50 X40 Z5 (设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min 旋转)N25 G50 S1000 (主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工①26外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min旋转)N110 M30 (主轴停、主程序结束并复位)///////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////华中数控车床编程如下:%9002N10 G92 X40 Z5 (设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min 旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工①26外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)例3 G32螺纹切削指令编程如下图格式:G32 X (U) __Z (W _F_说明:X、Z :为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U W为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量; F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控车床编程实例大全1各位读友大家好,此文档由网络收集而来,欢迎您下载,谢谢篇一:数控车床编程实例数控车床编程实例例1.G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)FUNAC数控车编程如下:O9001N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 G98 F120 (倒3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)////////////////////////////////////////////////////////////// ////////////////////////// 华中数控车床编程如下: %9001N10 G92 X100 Z10 (设立坐标系,定义对刀点的位置)N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)N30 G01 U10 W-5 F300 (倒3×45°角)N40 Z-48 (加工Φ26 外圆)N50 U34 W-10 (切第一段锥)N60 U20 Z-73 (切第二段锥)N70 X90 (退刀)N80 G00 X100 Z10 (回对刀点)N90 M05 (主轴停)N100 M30 (主程序结束并复位)============================== ============================== ===例2.G02/G03圆弧插补指令编程,如下图安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)FUNAC数控车编程如下: O9002N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N25 G50 S1000 (主轴最大限速1000r/min旋转)N30 G96 S80 (恒线速度有效,线速度为80m/min)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 G98 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)N110 M30 (主轴停、主程序结束并复位)/////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////// 华中数控车床编程如下: %9002N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)N20 M03 S400 (主轴以400r/min旋转)N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)N50 G01 Z0 F60 (工进接触工件)N60 G03 U24 W-24 R15 (加工R15 圆弧段)N70 G02 X26 Z-31 R5 (加工R5 圆弧段)N80 G01 Z-40 (加工Φ26 外圆)N90 X40 Z5 (回对刀点)N100 M30 (主轴停、主程序结束并复位)============================== ============================== ========例3 G32螺纹切削指令编程如下图格式:G32 X(U)__Z(W)__F__ 说明:X、Z:为绝对编程时,有效螺纹终点在工件坐标系中的坐标;U、W:为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;F:螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
数控机床g73编程实例
G73 是数控车床的一种循环指令,用于粗加工。
其编程格式
为:G73UWR,其中 U 表示 X 轴上的总退刀量 (半径值),W 表示 Z 轴上的总退刀量,R 表示循环次数,F 表示粗车时的进给量。
以下是一些 G73 编程实例:
1. 一次粗车循环:G73UWR,其中 U=0,W=0,R=1,F=200。
2. 两次粗车循环:G73UWR,其中 U=0,W=0,R=2,F=200。
3. 径向切削循环:G73P1Q2U0W0F200,其中 P 表示循环次数,Q 表示刀具沿着 X 轴移动的距离,U 和 W 分别表示 X 轴和 Z 轴上的退刀量。
4. 端面粗车循环:G73P1Q2U0W0F200,其中 P 表示循环次数,Q 表示刀具沿着 Y 轴移动的距离,U 和 W 分别表示 Y 轴和 Z 轴上的退刀量。
5. 内孔粗车循环:G73P1Q2U0W10F200,其中 P 表示循环次数,Q 表示刀具沿着 X 轴移动的距离,U 和 W 分别表示 X 轴和 Z 轴上的退刀量。
需要注意的是,G73 仅适用于形状和成品相近的产品,对于不同形状的工件,需要根据实际情况进行调整。
同时,为了保证加工质量和提高效率,应该合理选择进给速度和切削速度,并根据具体情况对刀具路径进行优化。
数控铣床编程实例数控铣床作为一种高效、高精度的机床设备,在现代制造业中发挥着重要作用。
编程是控制数控铣床进行精确加工的关键环节,通过合理的编程指令和参数设置,可以实现各种复杂形状零件的加工。
下面将为您介绍几个数控铣床编程的实例,帮助您更好地理解数控铣床编程的基本原理和方法。
实例一:平面矩形轮廓加工假设我们要加工一个长为 100mm、宽为 50mm 的矩形轮廓,深度为 10mm,使用直径为 10mm 的立铣刀。
首先,确定编程原点。
通常,我们可以将矩形的左下角作为编程原点(X0,Y0,Z0)。
以下是相应的数控铣床编程代码:```G90 G54 G00 X0 Y0 Z100 ;(绝对坐标,选择工作坐标系 G54,快速定位到安全高度)M03 S1000 ;(主轴正转,转速 1000 转/分钟)G00 Z10 ;(快速下刀到距离工件表面 10mm 处)G01 Z-10 F100 ;(以 100mm/min 的进给速度下刀到加工深度)G01 X100 F200 ;(以 200mm/min 的进给速度加工矩形的长边)Y50 ;(加工矩形的宽边)X0 ;(加工矩形的另一边长边)Y0 ;(加工矩形的另一边宽边)G00 Z100 ;(快速抬刀到安全高度)M05 ;(主轴停止)M30 ;(程序结束)```在这个程序中,G90 表示绝对坐标编程,G54 是选择工作坐标系,G00 用于快速定位,M03 启动主轴正转,S1000 设置主轴转速,G01 是直线插补指令,用于进行直线加工,F 后面的数值表示进给速度。
实例二:圆形轮廓加工现在要加工一个直径为 80mm 的圆形轮廓,深度为 5mm,同样使用直径为 10mm 的立铣刀。
编程原点可以选择圆心(X0,Y0,Z0)。
编程代码如下:```G90 G54 G00 X0 Y0 Z100 ;G00 Z10 ;G01 Z-5 F100 ;G02 X40 Y0 I-40 J0 F150 ;(顺时针圆弧插补指令,I、J 分别表示圆心相对于圆弧起点在 X、Y 方向的增量)G00 Z100 ;M05 ;M30 ;```实例三:凹槽加工假设要加工一个长 60mm、宽 30mm、深 15mm 的凹槽,使用直径为 10mm 的立铣刀。