KD-X300选择性波峰焊介绍概述
- 格式:ppt
- 大小:1.33 MB
- 文档页数:17


选择性焊接的工艺特点及流程介绍可通过与波峰焊的比较来了解挑选性焊接的工艺特点。
两者间最显然的差异在于波峰焊中的下部彻低浸入液态焊料中,而在挑选性焊接中,仅有部分特定区域与焊锡波接触。
因为PCB本身就是一种不良的热传导介质,因此焊接时它不会加热熔化邻近元器件和PCB区域的焊点。
在焊接前也必需预先涂敷助焊剂。
与波峰焊相比,助焊剂仅涂覆在PCB下部的待焊接部位,而不是囫囵PCB。
另外挑选性焊接仅适用于插装元件的焊接。
挑选性焊接是一种全新的办法,彻底了解挑选性焊接工艺和设备是胜利焊接所必须的。
挑选性焊接的流程典型的挑选性焊接的工艺流程包括:助焊剂喷涂,PCB预热、浸焊和拖焊。
助焊剂涂布工艺在挑选性焊接中,助焊剂涂布工序起着重要的作用。
焊接加热与焊接结束时,助焊剂应有足够的活性防止桥接的产生并防止PCB产生氧化。
助焊剂喷涂由X/Y机械手携带PCB通过助焊剂喷嘴上方,助焊剂喷涂到PCB待焊位置上。
助焊剂具有单嘴喷雾式、微孔喷射式、同步式多点/图形喷雾多种方式。
回流焊工序后的微波峰选焊,最重要的是焊剂精确喷涂。
微孔喷射式肯定不会弄污焊点之外的区域。
微点喷涂最小焊剂点图形直径大于2mm,所以喷涂沉积在PCB上的焊剂位置精度为±0.5mm,才干保证焊剂始终笼罩在被焊部位上面,喷涂焊剂量的公差由供给商提供,技术解释书应规定焊剂用法量,通常建议100%的平安公差范围。
预热工艺在挑选性焊接工艺中的预热主要目的不是削减热应力,而是为了去除溶剂预干燥助焊剂,在进入焊锡波前,使得焊剂有正确的黏度。
在焊接时,预热所带的热量对焊接质量的影响不是关键因素,PCB材料厚度、器件封装规格及助焊剂类型打算预热温度的设置。
在挑选性焊接中,对预热有不同的理论说明:有些工艺工程师认为PCB应在助焊剂喷涂前,举行预热;另一种观点认为不需要预热而挺直举行焊接。
用法者可按照详细的状况来支配挑选性焊接的工艺流程。
焊接工艺挑选性焊接工艺有两种不同工艺:拖焊工艺和浸焊工艺。

简述波峰焊的工艺流程概述及解释说明1. 引言1.1 概述波峰焊是一种常用的电子组装焊接技术,它通过将电子元件安装在印刷电路板(PCB)上,并通过将PCB浸入熔化的焊锡波中,使焊锡粘附在焊点上,完成元件与PCB之间的连接。
这种焊接方法具有许多优点,被广泛应用于电子组装制造业和物联网设备制造业。
1.2 文章结构本文将对波峰焊的工艺流程进行简单概述,并详细解释每个步骤和要点。
接着,本文还将介绍波峰焊工艺的优点以及在电子组装制造业和物联网设备制造业中的具体应用领域。
最后,文章将提供一个结论来总结全文。
1.3 目的本文旨在向读者介绍波峰焊的工艺流程,并提供详细说明和解释。
通过阅读本文,读者将了解到波峰焊的步骤和要点,并了解其在电子组装制造业和物联网设备制造业中的应用领域。
希望本文能为读者提供关于波峰焊的全面了解,并为相关领域的工程师和从业人员提供有用的参考。
2. 波峰焊的工艺流程:2.1 工艺概述:波峰焊是一种常见的电子组装焊接工艺,通过在预加热区域提前熔化外部预浸涂剂以及将待焊接的元件引入波峰区域进行焊接来完成焊接过程。
该工艺适用于大量生产以及高密度电子组装制造领域。
2.2 设备和材料准备:在进行波峰焊之前,需要准备相应的设备和材料。
首先是波峰焊机器,包括预加热区、波峰区、传送装置等。
其次是焊锡合金棒,也称为波峰锡,通常采用铅锑合金或无铅环保合金。
此外,还需准备沾有助焊剂的载体。
2.3 准备焊接接头:在进行波峰焊之前,需要准备好待焊接的元件以及基板。
首先,在基板上布置并固定待连接元件,并确保元件与基板之间有一定的间距。
然后,清洁和处理连接表面,确保其干净且无氧化物。
以上是波峰焊的工艺流程的简述,下面我们将详细介绍波峰焊的步骤和要点。
3. 波峰焊的步骤和要点:波峰焊是一种常用的电子焊接方法,其工艺流程包括以下几个步骤和要点:3.1 上浸涂剂:在进行波峰焊之前,需要先将焊接接头上的浸涂剂均匀地涂抹在焊接区域。

波峰焊功率-概述说明以及解释1.引言1.1 概述概述:波峰焊是一种常用的电子元器件焊接工艺,通过在焊接过程中提供电磁振荡来使焊渣在焊缝表面形成一个波浪状的峰值,从而实现焊接的目的。
波峰焊功率是波峰焊过程中的一个重要参数,它直接影响到焊接的质量和效率。
本文将重点探讨波峰焊功率的重要性以及其对焊接效果的影响,为波峰焊实践提供有效的指导和建议。
述部分的内容1.2 文章结构本文将从三个主要方面探讨波峰焊功率的重要性。
首先,我们将介绍什么是波峰焊,以及其原理是如何工作的,让读者对该主题有一个基本的了解。
接着,我们将重点讨论波峰焊功率的重要性,分析其在焊接过程中的作用和影响。
最后,在结论部分,我们将总结波峰焊功率的影响,提出应用建议,并展望其未来的发展方向。
通过这种结构,读者可以全面了解波峰焊功率在焊接中的重要性,并对该主题有一个清晰的认识。
1.3 目的本文旨在探讨波峰焊功率对焊接质量的影响,分析波峰焊功率的重要性及其在焊接过程中的作用。
通过深入研究波峰焊功率的相关知识,为读者提供更全面的理解和认识,帮助他们在实际应用中选择适当的功率参数,提高焊接质量,确保焊接过程的稳定性和可靠性。
同时也希望通过本文的介绍,引起更多人对波峰焊功率的关注,促进该领域的进一步发展和应用。
2.正文2.1 什么是波峰焊:波峰焊是一种常用的电子元器件焊接技术,也被称为浸波焊。
在波峰焊过程中,焊接的元器件被沾湿焊料后通过一个波浪形的熔融锅中,在此过程中可控制温度,以确保焊接的质量和稳定性。
波峰焊通常应用于表面贴装技术(SMT)中,可用于焊接电子元件到印刷电路板(PCB)上。
波峰焊技术通过保证焊点的均匀性和一致性,可以提高焊接效率和减少焊接缺陷的产生,因此在电子制造领域广泛应用。
2.2 波峰焊的原理波峰焊是一种表面贴装技术,它利用液体熔融焊料和波状形状的焊锡将元件固定在印刷电路板(PCB)上。
波峰焊原理主要包括以下几个步骤:1. 加热:首先,焊接设备会加热焊料使其熔化,通常采用熔融炉或者热气流方式来实现。

波峰焊接技术及应用分析导言波峰焊接是一种电子元器件的焊接方法。
它具有快速、稳定等特点,因而在工业生产中广泛应用。
本文将详细介绍波峰焊接技术的原理、优势和应用。
波峰焊接技术的原理波峰焊接是一种通过熔化两个元器件,将它们连接在一起的方法。
在波峰焊接中,焊接材料通常是锡-铅合金,这种合金通常会被塑成一种形状,和被焊接的元器件放在一起。
波峰焊接的原理是,通过向焊接合金施加瞬时高温,使其部分熔化,形成波峰,然后将被焊接元器件浸入波峰中,使焊料和元器件表面相接触并冷却凝固,保证了焊接的完整性。
波峰焊接技术的优势与传统的手工焊接相比,波峰焊接具有以下优势:高效性波峰焊接机械化程度高,运作速度快。
操作人员无需等待焊料熔化,通过即时加热和冷却,焊接速度更快,大大缩短了焊接的时间。
稳定性波峰焊接能够控制焊接温度和焊接时间。
通过调整加热和冷却时间,可以保证焊接质量和稳定性。
一致性由于波峰焊接机器以相同的方式执行焊接,因此它可以保证产生相同的焊接结果,避免了手工焊接的浪费和不稳定性。
波峰焊接技术的应用波峰焊接技术在如下领域得到广泛应用:电路板组装波峰焊接能够快速、稳定、一致地焊接电路板。
这种焊接方式几乎不会损坏精细电路板或微小元件,极大地提高了组装效率和精度。
电子器件制造由于波峰焊接机器和技术的高效和可靠性,这种方法已经被广泛应用于生产各种电子器件,如晶体管、集成电路等。
铁路列车保养波峰焊接技术能够快速、一致地焊接车辆的主要电路,从而提高铁路列车的可靠性和安全性。
波峰焊接技术是一种高效、稳定、一致的焊接方法,在电路板组装、电子器件制造和铁路列车保养等领域得到广泛的应用。
理解这种焊接技术的原理和优势,可以帮助生产厂商更好地控制产品质量和节约时间成本。
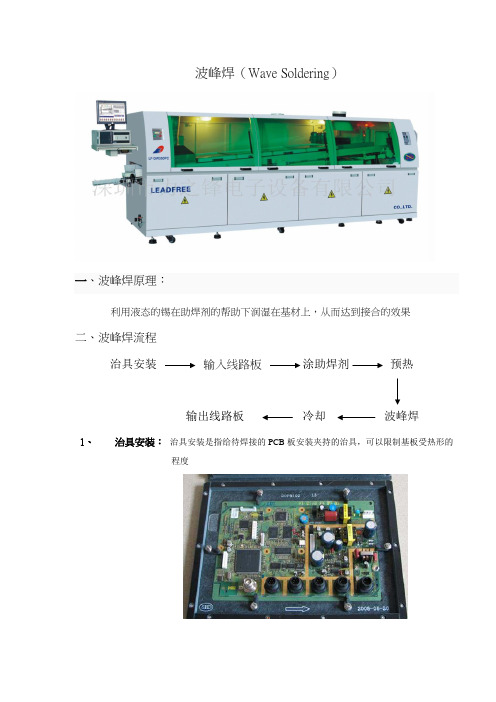
波峰焊(Wave Soldering)
一、波峰焊原理:
利用液态的锡在助焊剂的帮助下润湿在基材上,从而达到接合的效果
二、波峰焊流程
治具安装输入线路板涂助焊剂预热
输出线路板冷却波峰焊
1、治具安装:治具安装是指给待焊接的PCB板安装夹持的治具,可以限制基板受热形的
程度
2、输入线路板:把待焊接的PCB组件(装好元器件的印制电路板)装载到传送带上,
以便进行下一步的焊接操作。
3、涂助焊剂:喷涂助焊剂要均匀地涂覆助焊剂,目的是除去PCB和元器件焊接表
面的氧化层,防止焊接过程中的再氧化。
4、预热:1>减少基板在与高温锡波接触时的热冲击
2>活化助焊剂
3>烘干助焊剂的溶剂成分
5、波峰焊:波峰焊接过程中广泛应用双波峰,第一个波峰是柱状波峰,其波面宽度
比较窄(主要用于密,积的贴片元件焊接,便于排出空气,减少漏焊);
第二个波峰为平波,波峰平整稳定,流速要慢(主要用于焊接面宽而平稳
的焊接)。
6冷却:基板过锡焊接后需自然冷却一段时间后才能进入冷却系统冷却,因为急速冷却容易造成焊锡急速凝固,从而影响焊锡效果。
7输出线路板:焊接完成后PCBA板检测。
波峰焊接设备介绍波峰焊接设备是一种用于电子元件焊接的专业设备。
它主要用于焊接电路板上的元件,例如电阻,电容和集成电路等。
波峰焊接设备采用波峰焊接技术,通过将焊接点浸入熔化的焊接材料中,以实现高效、精准的焊接效果。
波峰焊接设备通常由预热区、焊接区和冷却区组成。
在预热区,焊接区和冷却区内各有相应的设备,以确保焊接过程中的温度控制和焊接效果。
预热区用于加热焊接材料,焊接区用于浸泡电子元件进行焊接,冷却区用于降低焊接温度,以防止元件过热损坏。
波峰焊接设备具有自动化程度高、生产效率高、可靠性强、耗能少、成本低等特点。
它可以满足不同电子元件的焊接需求,并且适用于大规模生产工艺。
波峰焊接设备在电子制造行业具有重要的地位,是实现电子元件快速、高效、精准焊接的重要工具。
总的来说,波峰焊接设备是一种非常重要的电子生产设备,它可以大幅提高电子元件的生产效率和质量,是电子制造过程中不可或缺的一部分。
波峰焊接技术是一种常用的表面组装技术,它适用于焊接各种类型的电子元件,包括插件式元件和表面贴装元件。
在波峰焊接中,焊接点会被浸入预熔焊料中,使焊接点被完全涂覆,然后通过传送带或其他机械设备使焊锡点与预先焊好锡膏的焊接部位相接触,通过传送带将焊接点在熔融焊料中提升出来,形成一个具有特定形状的焊接点。
这种技术能够确保焊接点与焊盘之间形成良好的焊接连接,提高了焊接质量和工作效率。
当今的波峰焊接设备已经实现了许多创新,例如自动化控制系统、高效的预热和冷却技术,以及先进的焊接头设计。
这些创新使得波峰焊接设备在电子制造行业中具有更广泛的应用,并且能够满足不断变化的市场需求。
波峰焊接设备的自动化控制系统采用了高精度的温度控制和运动控制技术,可以实现焊接过程的高度精确度和稳定性。
通过预设焊接参数,设备可以自动进行焊接操作,大大减少了人工操作的需求,提高了生产效率并降低了人工成本。
此外,先进的预热和冷却技术也是波峰焊接设备的关键创新之一。
预热系统可以快速加热焊接材料,确保焊接过程中的温度稳定性,从而保证焊接质量。
选择性波峰焊工艺研究要点主要介绍了选择性波峰焊的现状,分析了选择性波峰焊的工艺特点,提出了进行选择性波峰焊工艺研究的要点。
标签:选择性波峰焊—Selective SoIdering Systems随着电子元器件朝着小型化方向发展,回流焊工艺已经成为大批量生产的主流。
但有些行业如电力系统、汽车电子等,由于高可靠性的要求,尽管很多原本为通孔焊接的元器件已改成适合回流焊的表贴器件,仍有些器件如开关、变压器、散热器、连接器及一些插座等还是通孔封装,而且在相当长的一段时期内,通孔元器件将与表贴器件共存。
传统的通孔元器件的焊接主要采用手工焊、波峰焊两种焊接技术,他们的特点各不相同。
手工焊接由于成本低、灵活性高等优势,至今仍被广泛采用,但是,在可靠性要求高、焊接难度大的一些应用中,受到了相当程度的制约;波峰焊在通孔元器件焊接中具有生产效率高和产量大等优点,但往往是一块板子上大部分已经是表贴器件,只有少量通孔器件,而这些通孔器件在回流焊之后很难用普通的波峰焊直接焊接。
1、选择性波峰焊现状随着通孔元器件(尤其是大热容量或细间距元器件)的焊接难度越来越大,特别是对无铅和高可靠性要求的产品,手工焊的焊接品质已不能符合高品质电装生产的要求,波峰焊在具体使用中又不能完全满足小批置多品种的生产应用,选择性波峰焊的应用在最近几年得到了飞速的发展。
从发展的角度来看,未来的通孔器件焊接在整个电装行业的焊接比例会越来越少,但对通孔焊接品质的要求会越来越高,这与选择性波峰焊设备本身的特点是完全吻合的。
因此,未来在单一品种、大批量、普通品质要求的行业中,波峰焊的应用还会继续存在,但在电力、工控、汽车电子、军工以及通讯等行业,选择性波峰焊的应用,将会越来越普遍地代替手工焊和波峰焊,成为通孔器件焊接的主流手段。
选择性波峰焊作为一个比较特殊的焊接设备,目前成熟的生产厂家并不多见,在国内几乎还是一个空白,即便在国际上,除了德国ERSA以外,还有德国的SEHO、荷兰的Vitronic Soltec等少数几家公司。