汽车涂装工艺基础知识共32页文档
- 格式:ppt
- 大小:3.08 MB
- 文档页数:16

汽车涂装通⽤知识第⼆部分涂装通⽤知识第⼀章涂料的基础知识第⼀节涂料与涂装⼀、涂装简介:1、涂装定义:将涂料覆于⼯件表⾯上,经⼲燥成膜的⼯艺过程。
已固化成膜的涂料膜称为涂膜。
2、涂装功能:①保护作⽤②装饰作⽤③特殊功能④标识作⽤。
3、涂装三要素:材料、⼯艺、管理。
3.1涂装材料涂装材料的质量和作业配套性是获得优质涂层的基本条件。
在选⽤涂料时,要从涂膜性能、作业性能和经济效果等⽅⾯综合衡量,吸取他⼈的经验,或通过试验确定。
如果忽视涂膜性能,单纯考虑涂料的价格,会明显地缩短涂层的使⽤寿命,造成早期补漆或重新涂漆,反⽽带来更⼤的经济损失。
如果涂料选⽤不当,即使精⼼施⼯,所得涂层也不可能耐久,如内⽤涂料⽤作户外⾯漆,就会早期失光、变⾊和粉化。
⼜如含铁颜料的涂料涂在⿊⾊⾦属制品上是好的防锈涂料,⽽涂在铝制品上反⽽促进侣的腐蚀。
3.2涂装⼯艺涂装⼯艺是充分发挥涂装材料的性能,获得优质涂层,降低涂装⽣产成本和提⾼经济效益的必要条件。
涂装⼯艺包括所采⽤的涂装技术(⼯艺参数)的合理性和先进性;涂装设备和涂装⼯具的先进性和可靠性,涂装环境条件以及涂装操作⼈员的技能、素质等。
如果涂装⼯艺与设备选择和配套不当,即使采⽤优质涂料也得不到优质涂膜,如果所选⽤的涂装⼯具和设备的涂着效率低,故障多,则势必造成涂装运⾏成本⾼,经济效益差。
灰尘是涂装的天敌,⾼级装饰性的汽车车⾝涂装必须在除尘、从空调风的环境下进⾏。
涂装操作⼈员的技能熟练程度和责任⼼是影响涂装质量的⼈为因素,加强操作⼈员的培训,提⾼⼈员的素质是⾮常必要的。
近⼀⼆⼗年来汽车制造⼚家都不惜巨⼤的代价提⾼涂装线的机械化和⾃动化⽔平,⽬的是减少⼈为因素造成的质量波动,确保涂层质量的稳定,降低返修率。
3.3涂装管理涂装管理是确保所制定的⼯艺的实施,确保涂装质量的稳定,达到涂装⽬的和最佳经济效益的重要条件。
涂装管理包括⼯艺管理、设备管理、⼯艺纪律管理、质量管理、现场环境管理、⼈员管理等。
第一部分涂装工艺及质量控制警句:在涂装部低挥发点易燃易爆化学品多,对烟火进行严格管制、对会产生火花的操作也做了相关限制。
涂装生产设备多、自动化程序较高,在生产现场要注意人身安全。
涂装腐蚀性药品多,要接触到毒性、腐蚀性强的药剂时配戴必要的防护用品。
颗粒是涂装的最大敌人,涂装现场要求干净整洁,进入涂装车间均应注意卫生。
一、概述涂装系指将涂料涂覆于(基底表面)物面上,经干燥成膜的工艺。
在汽车涂装中,它主要有两个作用:1、保护作用保护被涂物,使其免受周围介质的侵蚀,起防腐蚀、抗老化和耐各种介质的作用,是提高汽车产品的耐蚀性和延长汽车使用寿命的主要措施。
2、装饰作用涂装使被涂物具有色彩、光泽、鲜映性、平滑性、立体感和标志性能等,提高汽车的外观质量。
汽车涂装一般属于多层涂装,按涂层(COAT)的层数及烘干(BAKE)次数不同,又可分为单层涂装体系(1C1B)、双层(2C2B)、三层(3C3B)、四层(4C4B)和五层(5C5B)等涂装体系。
高级轿车的高装饰性一般都采用四层(4C4B)或五层(5C5B)涂层体系。
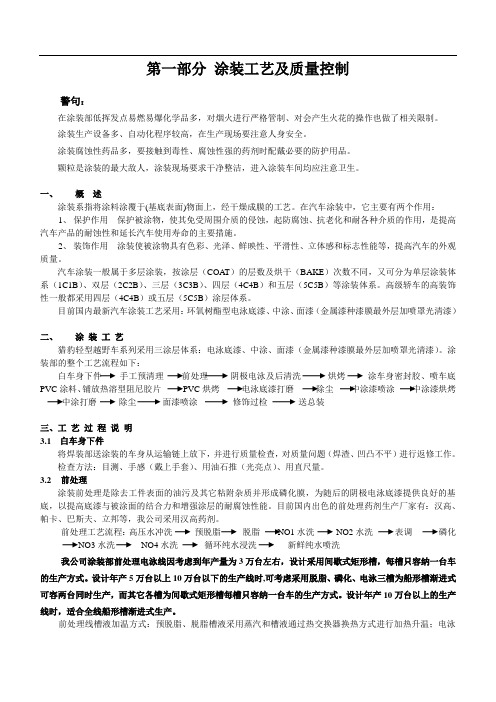
目前国内最新汽车涂装工艺采用:环氧树酯型电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)二、涂装工艺猎豹轻型越野车系列采用三涂层体系:电泳底漆、中涂、面漆(金属漆种漆膜最外层加喷罩光清漆)。
涂装部的整个工艺流程如下:白车身下件手工预清理前处理阴极电泳及后清洗烘烤涂车身密封胶、喷车底PVC涂料、铺放热溶型阻尼胶片PVC烘烤电泳底漆打磨除尘中涂漆喷涂中涂漆烘烤中涂打磨除尘面漆喷涂修饰过检送总装三、工艺过程说明3.1 白车身下件将焊装部送涂装的车身从运输链上放下,并进行质量检查,对质量问题(焊渣、凹凸不平)进行返修工作。
检查方法:目测、手感(戴上手套)、用油石推(光亮点)、用直尺量。
3.2前处理涂装前处理是除去工件表面的油污及其它粘附杂质并形成磷化膜,为随后的阴极电泳底漆提供良好的基底,以提高底漆与被涂面的结合力和增强涂层的耐腐蚀性能。



汽车涂装知识
汽车涂装是指对汽车车身进行喷涂、喷漆等操作,以达到美观、防腐、防锈、耐久等目的。
汽车涂装属于汽车维修领域中的重要环节,也是汽车售后服务中的重要一环。
涂装过程中,首先需要对汽车车身进行准确的清洗和检测,以确保涂装表面的平整度和柔软性。
清洗过程中需要使用专业的清洗剂和设备,并且要注意不要使车身受到损伤。
检测过程中需要进行表面缺陷检测、颜色检测、涂层厚度检测等,以确定喷涂和喷漆的具体工艺。
涂装的材料主要包括底漆、中漆和面漆。
底漆主要用于填充汽车车身表面的毛孔和凹陷,以便于后续的涂装工作。
中漆则用于增加涂层的厚度和强度,使汽车车身更加耐用。
面漆则是涂装过程中的最后一层,主要起到美化和保护车身的作用。
涂装过程中需要注意的细节很多。
比如,涂装前需要将车身的所有部件全部拆除,以便于涂装和喷漆;涂装时需要注意喷涂的速度和压力,以确保涂层的均匀和一致;涂装后需要进行干燥和烘烤,以确保涂层的稳定和耐用。
除了以上的注意事项外,涂装过程中还需要注意环保和安全。
涂装过程中会产生大量的废气和废水,需要使用环保的涂装材料,并且
在涂装现场要进行通风和排气。
同时,涂装过程中需要使用一些化学物品和设备,需要注意安全措施,以免发生意外。
总的来说,汽车涂装是一项重要的汽车维修工作,需要专业的技术和设备,并且需要注意细节和环保安全。
涂装后的汽车不仅外观美观,还可以更加耐用和防腐。







第一章汽车涂装的基本知识汽车涂装是钣金修理作业的延续,也是最后一道工序。
汽车涂装即汽车钣金的表面处理,它虽然不影响汽车的使用功能,但会直接影响汽车的使用寿命、外表美观和整车价值。
现代汽车的涂装无论是技术、材料、还是工艺、设备都有了长足的发展,尤其近年来汽车保有量不断增加。
第一节涂装的目的1.防护作用汽车作为交通工具需要经常在室外使用,除了要经年累月的风雨兼程外,有些还要经受风吹雨打,严寒酷暑,风雪冰雹,还有强烈日晒等等恶劣环境,更会遇到酸雨、融雪剂等的侵蚀。
由于现代常用汽车大多数都由钢铁材料制造,钢铁材料无法裸露在空气中保证其使用年限。
故涂装的目的在于通过涂装施工,使涂料在被涂表面形成牢固的连续图层,从而隔绝空气中的水分、酸、碱、盐、微生物及其他腐蚀性介质和紫外线等对汽车裸露机体的破坏。
2.装饰作用汽车机体表面无法直接裸露于空气中,并且机体材料颜色单调、灰暗,尤其人们对同型号汽车会有不同的个性颜色需求,直接的裸露机体根本无法满足各种颜色要求,所以就需要涂装来弥补这一瑕疵。
涂装后的物体表面带上鲜艳靓丽的色彩,不仅给人美感并提高商品销售价值。
各种轻工产品、木器家具、房屋建筑以至铅笔、玩具等等无一不需涂料加以装饰。
实际工作中,施工者可以根据使用者的习惯、爱好和市场需求,运用涂料的颜色多样性和涂装施工技巧,使产品经过涂装而获得不同色彩、光泽、花纹等的装饰性涂层,使其外观或色泽鲜艳、光彩夺目,或色调丰满、明暗适度,或花纹多变、富有艺术性,给人们以赏心悦目的感觉,从而提高商品的附加值,扩大产品的应用范围。
如运动型汽车大多采用鲜艳明快的颜色,红色、黄色等,一些高级轿车多采用黑色等深色颜色以体现大气庄重的感觉。
3.标志作用利用不同颜色的涂层作为区别事物的标志,在国际上已广泛采用并逐渐标注化。
如警告、危险、安全或停止等信号;在个各种道路、管道、容器、机械、设备上涂上各种色彩涂料,能调节人的心理、行动,便于操作者识别和操作;如交通道路上的黄线、白线,还有一些特殊用途车辆也有固定的涂装颜色,如120急救车的白色车身、红色十字,消防车的红色,警车的蓝白间色,军车的绿色和迷彩色,工程车辆的黄色等。

关于汽车涂装工艺,你不可不知的知识点汽车本身的涂装工艺属于装饰、保护性多层涂装,是汽车涂装中工序最多、涂装质量要求最高的涂装工艺。
常用的涂装工艺体系01常用的涂装工艺体系按涂层来分可分为二涂层体系(底漆+面漆);三涂层体系(底漆+中涂+面漆或金属闪光漆/罩光清漆);四涂层体系(底漆+中涂+面漆+罩光清漆,适用于对涂装要求更高的豪华车)。
一般最常见的是三涂层体系,装饰性要求高的轿车车身、大客车和旅游车车身、载重汽车的驾驶室等一般采用三涂层体系。
按干燥条件来划分,可分为烘干体系和自干体系。
烘干体系适用于大批量流水线生产的汽车涂装;自干体系适用于小批量生产的汽车涂装和大型特种汽车车身涂装。
大型客车、旅行车车身一般涂装工艺如下:前处理(除油,除锈,清洗,表调)⇒磷化⇒清洗干燥⇒底漆⇒干燥⇒腻子粗刮⇒(干燥,打磨,擦净)⇒腻子细刮(干燥,打磨,擦净)⇒中涂(干燥,打磨,擦净)⇒修整(快干中涂,干燥,打磨,擦净)⇒面漆(干燥或罩光)⇒分色(干燥)漆前表面处理工艺02为了获得优质涂层,涂漆前需对被涂物表面进行的前处理工作,均称为漆前表面处理。
漆前表面处理是涂装工艺的基础,它对整个涂层的质量有着很大的影响,主要包括表面清理(除油,除锈,除尘等)和磷化处理两个部分。
表面清理有一下几种方法:(1)用热碱液清洗和用有机溶剂擦洗除去油污;在玻璃钢表面先用320-400目砂纸先打磨,然后用有机溶剂清洗除去脱膜剂;车身表面的黄锈应用磷酸配制的清洗液擦洗,以保证涂层有优良的防腐蚀性,以及涂层与被涂物表面有良好的附着力。
(2)对经清洗过的被涂金属制件表面进行各种化学处理以提高漆膜的附着力和耐腐蚀性能。
对钢板制件进行特种化学处理,以提高漆膜和基材的结合力。
(3)采用机械方法清除被涂物的机械加工缺陷和创造涂膜所需的粗糙度。
磷化处理方式有整体喷射和整体浸式。
采用薄膜型锌盐快速磷化处理,磷化膜质量1-3g/m,膜厚1-2μm,结晶粒度1-10μm,可采用低温25-35℃或中温50-70℃进行磷化。