五金零件机加工报价计算表
- 格式:xls
- 大小:194.00 KB
- 文档页数:78
一以工时记价办法Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1 钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2 车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
直径大于40MM的按直径*0.2收取。
3 铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。
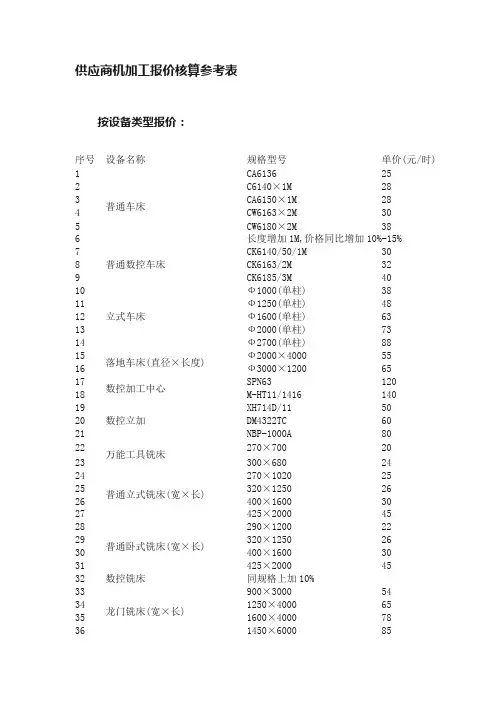
供应商机加工报价核算参考表按设备类型报价:序号设备名称规格型号单价(元/时)1普通车床CA6136 252 C6140×1M283 CA6150×1M284 CW6163×2M305 CW6180×2M386 长度增加1M,价格同比增加10%-15%7普通数控车床CK6140/50/1M 308 CK6163/2M 329 CK6185/3M 4010立式车床Ф1000(单柱) 3811 Ф1250(单柱) 4812 Ф1600(单柱) 6313 Ф2000(单柱) 7314 Ф2700(单柱) 8815落地车床(直径×长度) Ф2000×40005516 Ф3000×12006517数控加工中心SPN63 12018 M-HT11/1416 14019数控立加XH714D/11 5020 DM4322TC 6021 NBP-1000A 8022万能工具铣床270×7002023 300×6802424普通立式铣床(宽×长) 270×10202525 320×12502626 400×16003027 425×20004528普通卧式铣床(宽×长) 290×12002229 320×12502630 400×16003031 425×20004532 数控铣床同规格上加10%33龙门铣床(宽×长) 900×30005434 1250×40006535 1600×40007836 1450×60008537 2000×600010538花键铣床Ф300×6503539 Ф400×12506040 打磨1741无心磨床Ф0.8--25 2542 Ф25--75 2843台钻(孔径) Ф131744 Ф161845摇臂钻床(孔径) Ф352046 Z3050×162347 Z3080×202748牛头刨床650 2049 900 2250 1000 2751龙门刨床(宽×长) 1000×30005452 2000×40007553 2000×600010054拉床L6110(10t) 2855 L6120(20t) 3556 L6140(40t) 4557插床(工作台直径) ≤Ф4001758 Ф500(B5020)2059 Ф630(B5032)2460 Ф10003061 Ф12503662 点焊机YP-20000 2363 直流电焊机28.564 交流电焊机28.565 氩弧焊机55-6466 埋弧自动焊机1500A 4367 CO2保护焊机37.568等离子切割机(适用于批量下料)4mm(元/米) 3.169 5mm(元/米) 3.4170 6mm(元/米) 3.4771 8mm(元/米) 3.9772 10-12mm(元/米) 4.7373 14-16mm(元/米) 5.274 18-20mm(元/米) 675数控激光切割(适用于批量下料)1mm以下(元/米) 3.276 1.5-2mm(元/米) 3.877 3mm(元/米) 4.578 4mm(元/米) 5.279 5mm(元/米) 5.880 6mm(元/米) 6.581 8mm(元/米) 882 小批允许乘系数1.2-1.383液压折弯机165T 3084 320T 4085 400T 5086 600T 6087 1000T 8088 1600T 10089油压机100t 2890 200t 3591 400t 4592 500—630t 5593 800---1000t 9094 1200t 12095 装配2596 除锈1797 手剪1798退火低温退火(元/公斤) 0.6-0.899 中温退火(元/公斤) 0.8-0.9 100 高温退火(元/公斤) 1.1-1.3 101 球化退火(元/公斤) 1.5-1.8 102 不锈钢退火(元/公斤) 3103淬火箱式炉淬火(元/公斤) 1.4-1.6104 电炉淬火(元/公斤) 1.7-1.9 105 盐炉淬火(元/公斤) 1.5-1.8 106 井式炉淬火(元/公斤) 2-2.3 107 高频淬火(元/公斤) 1.8-2.3 108 氧化淬火(元/公斤) 1.8-2.3 109 氢化淬火(元/公斤) 1.8-2.5 110 氮化淬火(元/公斤) 6111 正火(元/公斤) 0.9-1.2 112 气体渗碳深度1.6-2.2(元/公斤) 5.5-6113喷丸(抛丸) 元/吨(包括铁砂) 280-300114 根据零件形状乘系数0.8-1.2115花键磨床Ф120×80030116 Ф120×230040117外圆磨床≤Ф130×50023118 Ф200×75025 119 Ф350×200030 120 Ф350×300043 121 Ф500×400060122万能外圆磨床Ф315×100028123 Ф320×100028 124 Ф400×200040125万能工具磨床200×40022126 210×65024 127 250×63028128齿轮磨床(直径×模数) Ф320×M645129 Ф500×M1055 130 Ф630×M1265131螺纹磨床Ф200×50045132 Ф320×150060133珩磨(深度) 3m(国产,包含台湾产) 80134 3m(进口)110135平面磨床(长×宽) 630×25023136 1000×30025 137 2000×40030138内圆磨床≤Ф160×16028139 Ф200×20033 140 Ф500×100045141深孔镗床(深度) 2m 75142 3m 85 143 4m 100 144 5m 120 145 6m 150146卧式镗床(主轴直径) Ф85(T68)55147 Ф110(TX6111T)80 148 Ф130(TX6113C)100149座标镗床(工作台面积) 320×600(TGX4132)50150 450×800(TQX4145)55 151 800×1120(TX4280)80152落地镗床(主轴直径) Ф130160153 Ф160180154 Ф200220155 数控镗床同规格上加20%156 数控火焰切割65157 仿形切割机G2-1000 28158 线切割元/平方厘米0.5-0.6 159 手工气割26160 手工等离子切割22161 圆锯机(直径) Ф100050162滚齿机(直径×模数) Ф200×M430163 Ф800×M840 164 Ф940×M1050 165 Ф1250×M1260 166 或根据批量,正常齿厚B按(0.3-0.5)*模数*齿数/25.4(元/件)计算167插齿机(直径×模数) Ф320×M6(Y5132D)35168 Ф500×M8(Y5150)40169 Ф800×M8(Y5180)45 170 1250×M12(Y51125A)50 171 1600×M12(Y51160)65172剪板机(厚×长) 6×250028173 12×250033174卷板机(厚×长) 6×150022175 12×200025 176 20×200035 177 25×250050 178 30×320050 179 40×250060 180 60×2500150181冲床(公称压力) 250KN 22182 630KN 32183弯管机(直径) Ф2520184 Ф3825 185 Ф6035 186 Ф10840187折边机2×80018188 2.5×150020 189 4×200022190弓锯机(直径) ≤Ф16027191 Ф20028 192 Ф25032 193 校直机32×120035 194 试压机4D-SY 40 195 带锯机G4025 32 196 划线18197锻造自由锻(元/公斤)1.7-2.2,或下料材料成本加元/公斤198 模锻(按下料重量计算,模具可分摊)2.8-3.5元/公斤199 发兰(元/公斤) 1200 高温磷化(元/公斤) 0.6-0.8 201 常温磷化(元/公斤) 0.5202 电镀硬铬(单位为:元/平方分米.丝) 0.7-1.5203 电镀镍 1.5-1.8 204 电镀锡 1.2205 电镀锌元/公斤(白锌2元/公斤) 1.3-1.5206铝合金阳极氧化本色(元/平方分米.丝) 1-1.2207 彩色(元/平方分米.丝) 1.5-1.6 208 黑色(元/平方分米.丝) 1.8209 底漆环氧树脂(元/平方米) 13210 一级面漆3-4丝厚(元/平方米) 24211 二级面漆3-4丝厚(元/平方米) 20 212 三级面漆3-4丝厚(元/平方米) 16 213 小面积喷漆喷塑允许乘系数1.1-1.2214 塑(双面喷塑只计单面面积(元/平方米) 26215阴极电泳(元/平方米) 29216 体积大的结构件,乘以系数1.1-1.2 217 阳极电泳(元/平方米) 23218调质箱式炉调质(元/公斤) 1.5-1.8219 盐炉调质(元/公斤) 1.8-2.2 220 井式炉调质(元/公斤) 1.5-1.8 221 手工弯管(包辅料)25222 酸洗(元/公斤) 0.6 按加工工艺种类报价:序号工艺种类价格(元) 单位1 锻件(<> 1.8 公斤2 锻件(>=100公斤)3 公斤3 下料(锯床)15-20 小时4 下料(火焰切割)20-40 小时5 下料(激光切割)10~15 米6 车(<> 20~40 小时7 数控车(<> 40 小时8 车(400~850毫米) 50 小时9 车(850~1250毫米) 50~80 小时10 大立车(1~1.27米) 60~80 小时11 数控立车150 小时12 铣(<> 20-40 小时13 数铣(国产) 40 小时14 数铣(进口) 50 小时15 普通镗加工60-80 小时16 立加(国产) 60-80 小时17 卧加(国产) 120-150 小时18 立加(进口) 80-100 小时19 卧加(进口) 150-200 小时20 线切割3-4 mm2/100021 普通平磨20-40 小时22 内外圆磨20-40 小时23 钳工15-35 小时24 焊工25-45 小时25 发黑 1.8~2 公斤26 碳钢调质 1.3 公斤27 合金钢调质 1.5 公斤28 淬火 3.5 公斤29 真空淬火8.0 公斤30 渗碳淬火8.5 公斤31 氮化 6.0 公斤32 镀铬0.03 cm2(0.01)33 *难度:低-最低单价;中-中间单价;高-最高单价。

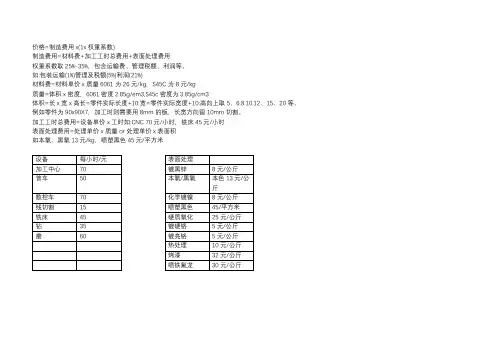
价格=制造费用x(1x权重系数)
制造费用=材料费+加工工时总费用+表面处理费用
权重系数取25%-35%,包含运输费、管理税额、利润等。
如:包装运输(1%)管理及税额(5%)利润(21%)
材料费=材料单价x质量6061为26元/kg,S45C为8元/kg
质量=体积x密度,6061密度2.85g/em3,S45c密度为3.85g/cm3
体积=长x宽x高长=零件实际长度+10:宽=零件实际宽度+10:高向上取5、6.8.10.12、15、20等。
例如零件为90x90X7,加工时则需要用8mm的板,长宽方向留10mm切割。
加工工时总费用=设备单价x工时如:CNC 70元/小时,铣床45元/小时
表面处理费用=处理单价x质量or处理单价x表面积
如本氧、黑氧13元/kg,喷塑黑色45元/平方米。
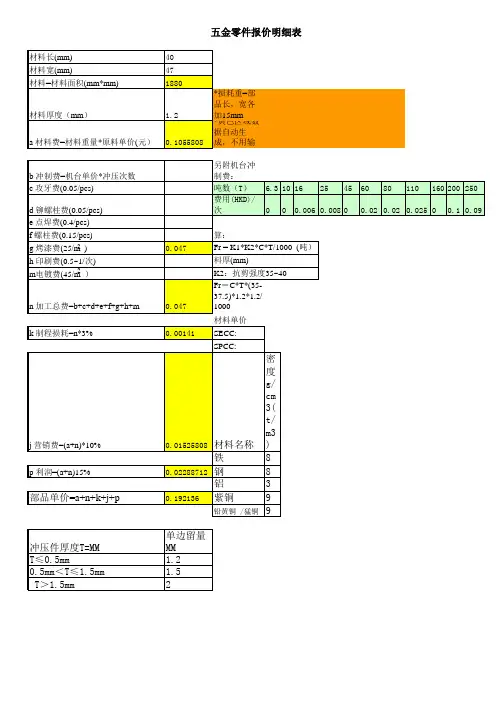
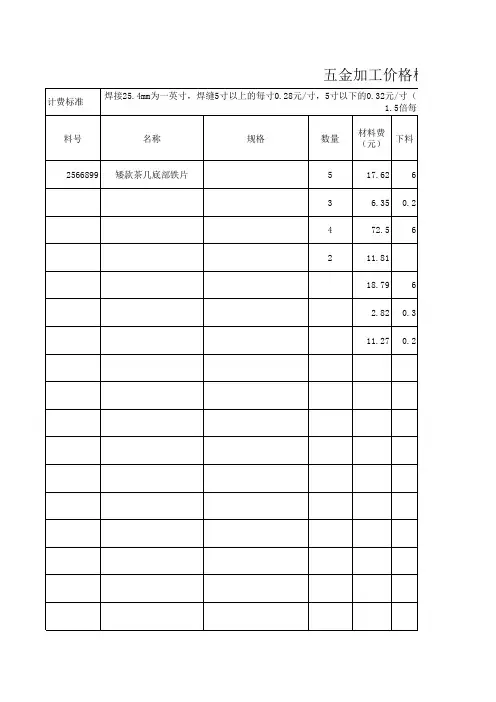
材料长(mm)40材料宽(mm)47材料=材料面积(mm*mm)1880
材料厚度(mm) 1.2*损耗重=部品长,宽各加15mm
a 材料费=材料重量*原料单价(元)0.1055808*黄色区域数据自动生成,不用输
b 冲制费=机台单价*冲压次数另附机台冲制费:
c 攻牙费(0.05/pcs)吨数(T) 6.3101625456080110160200250
d 铆螺柱费(0.05/pcs)费用(HKD)/
次000.0060.00800.020.020.02500.10.09
e 点焊费(0.4/pcs)
f 螺柱费(0.15/pcs)冲裁力计算:
g 烤漆费(25/m )0.047
h 印刷费(0.5~1/次)
m电镀费(45/m )
n 加工总费=b+c+d+e+f+g+h+m0.047Fr=C*T*(35-37.5)*1.2*1.2/ 1000
材料单价
k 制程损耗=n*3%0.00141SECC:
SPCC:
j 营销费=(a+n)*10%0.01525808材料名称密度g/ cm 3( t/ m3 )
铁8 p 利润=(a+n)15%0.02288712钢8
铝3部品单价=a+n+k+j+p0.192136紫铜9
铅黄铜 /猛铜9
冲压件厚度T=MM 单边留量MM
T≤0.5mm 1.2 0.5mm<T≤1.5mm 1.5 T>1.5mm2
Fr = K1*K2*C*T/1000 (吨)K1:安全系数1.5~2 T:料厚(mm)
K2:抗剪强度35~40
五金零件报价明细表
2 2。
零件加工报价估算表
制作零件加工报价估算表时,通常需要包括以下内容:
零件图纸:包括零件的详细图纸和规格要求。
材料费用:根据零件的材料种类和数量,估算材料费用。
加工工艺:列出零件的加工工艺流程和所需的加工设备,估算加工成本。
人工费用:根据加工工艺和所需工时,估算人工费用。
辅助费用:如刀具消耗、能源消耗等辅助成本的估算。
质量控制成本:包括检验、测试等质量控制环节的成本估算。
利润和税费:根据企业的实际情况,合理计算利润和税费。
制作报价估算表时,需要综合考虑材料、加工工艺、人工成本、质量控制等多个方面的因素,以确保报价的合理性和准确性。
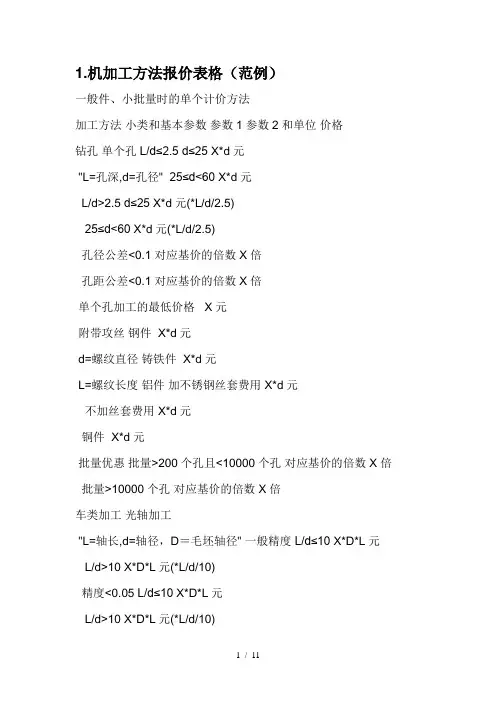
1.机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数 X倍孔距公差<0.1 对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元 L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元 d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件 "t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元 L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
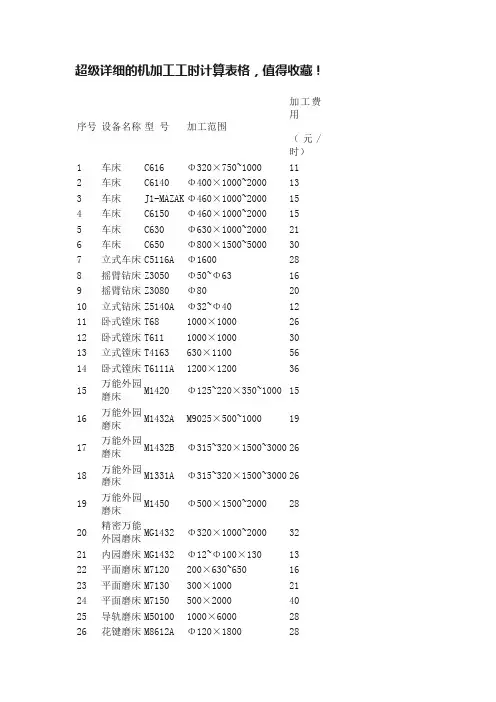
超级详细的机加工工时计算表格,值得收藏!序号设备名称型号加工范围加工费用(元/时)1 车床C616 Φ320×750~1000112 车床C6140 Φ400×1000~2000133 车床J1-MAZAK Φ460×1000~2000154 车床C6150 Φ460×1000~2000155 车床C630 Φ630×1000~2000216 车床C650 Φ800×1500~5000307 立式车床C5116A Φ1600288 摇臂钻床Z3050 Φ50~Φ63169 摇臂钻床Z3080 Φ802010 立式钻床Z5140A Φ32~Φ401211 卧式镗床T68 1000×10002612 卧式镗床T611 1000×10003013 立式镗床T4163 630×11005614 卧式镗床T6111A 1200×12003615 万能外园磨床M1420 Φ125~220×350~10001516 万能外园磨床M1432A M9025×500~10001917 万能外园磨床M1432B Φ315~320×1500~30002618 万能外园磨床M1331A Φ315~320×1500~30002619 万能外园磨床M1450 Φ500×1500~20002820 精密万能外园磨床MG1432 Φ320×1000~20003221 内园磨床MG1432 Φ12~Φ100×1301322 平面磨床M7120 200×630~6501623 平面磨床M7130 300×10002124 平面磨床M7150 500×20004025 导轨磨床M50100 1000×60002826 花键磨床M8612A Φ120×18002827 螺纹磨床Y7520W Φ200×5002028 齿轮磨床Y4632A Φ320×6M3029 万能工具磨床M5MC Φ200×5001330 万能工具磨床MW6020 Φ200×5001331 万能工具磨床M9025 Φ200×6501632 万能工具磨床M6025H Φ250×6501633 万能工具磨床M6425 Φ250×6501634 拉刀磨床M6110D Φ100×1500~17001635 滚齿机YM3150E Φ500×8M2236 杆齿轨YM5150B Φ500×8M1837 立式铣床X5030A Φ300×11201638 立式铣床X52K Φ320×12501839 立式铣床XA5032 Φ320×12501840 卧式铣床X63W Φ400×16002441 滑枕铣床XS5646/1 Φ425×20002842 牛头刨床B665 650×8001443 牛头刨床B650 650×8001144 液压牛头刨床BY60100 900~1000 1645 液压牛头刨床B690 900~1000 1646 龙门刨床B2016A 900~1000 2847 龙门刨床B2020A 2000~6000 5048 杆床B5032 200~320 1249 拉床L6140 40T 1550 划线钳工Φ200×6501551 装配钳工Φ200×6503052 模具钳工Φ200×6503053 加工中心Φ200×6508054 线切割Φ200×650955 焊刀Φ200×6507机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元'L=孔深,d=孔径' 25≤d<>元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<>元(*L/d/2.5)孔径公差<>对应基价的倍数 X倍孔距公差<>对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<>个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工'L=轴长,d=轴径,D=毛坯轴径' 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 l>0.05 l>元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2) 'd<100,d>100,d>元d=轴套外径,L=轴套长度'd<100,d>2' X*D元(*d/L/2)100,d>修补轴承座(台)类零件 't<><><>元't=磨损量,d=轴承外径,B=轴承座宽度''t<2,d>40或B>25' X元(*d/40*B/25)2,d>需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B 元L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<><>每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<>每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
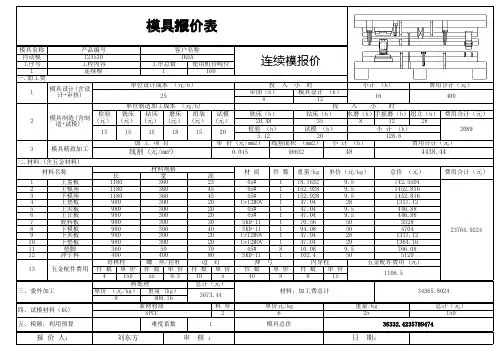
模具价表报模具名称产品编号客户名称模价连续报自动模124530IKEA工序号工程内容工序总数使用机台吨位1连续模11601投 入 小 时费用合计(元)25164004122投 入 小 时费用合计(元)20.48358122820891515151815205.1220128.63模具精致加工加 工 项 目费用合计(元)0.04598632484438.44材料名称材料规格材 质件 数总价 (元)费用合计(元)长宽高1上盖板11803602345#178.16329.5742.550423764.92242上模座11803604545#1152.9289.51452.8163下模座11803604545#1152.9289.51452.8164上垫板98030020Cr12MOV 147.04281317.125上夹板9803002045#147.049.5446.886上止板9803002045#147.049.5446.887脱料板98030030SKD-11170.565035288下模板98030040SKD-11194.085047049下夹板98030020Cr12MOV 147.04281317.1210下垫板98030020Cr12MOV 147.04291364.1611垫脚360507045#810.089.5766.0812冲子料40040080SKD-111102.450512013五金配件费用哥林柱边 钉弹 弓内导柱件 数单 价件 数单 价件 数单 价件 数单 价件 数单 价1106.54150550.3105408815三、委外加工热处理总计(元)材料,加工费总计34365.80243673.449408.16素材材质料 厚总计(元)SPCC2625150五、税额,利用预算难度系数1模具总价36332.4235789474报 价 人:刘东方审 核 :日 期:一.加工费模具设计(含设计+审核)单位设计成本 (元/h)小计 (h)审图(h)模具设计 (h)模具制造(含制造+试模)单位制造加工成本 (元/h)检验(元)铣床(元)钻床(元)磨床(元)组装(元)试模(元)铣床(h)钻床(h)水磨(h)手摇磨(h)组立(h)检验 (h)试模 (h)小 计 (h)单 价 (元/mm2)线割面积 (mm2)小 计 (h)线割 (元/mm 2)二.材料:(含五金材料)重量/kg单价(元/kg)螺 丝/拉杆五金配件费用 (元)单价 (元/kg)重量 (kg)四、试模材料(KG)单价元/kg重量/kg。
精密五金制造加工报价表标准模版
[企业名称]
[报价单编号]
[报价日期]
序号产品名称规格型号数量单价总价
1产品1规格1数量1单价1总价1
2产品2规格2数量2单价2总价2
3产品3规格3数量3单价3总价3
...
N产品N规格N数量N单价N总价N
总计:总金额
备注:
制表人:审核人:批准人:
计算公式:
总价=单价*数量
总金额=总价1+总价2+总价3+...+总价N
在填写报价表时,根据具体的产品名称、规格型号、数量和单价,可以按照上述模板进行填写。
每个产品占据一行,将不同产品的信息逐行填写到报价表中,并根据计算公式计算总价和总金额。
备注栏可以填写一些附加信息,例如产品的特殊要求、交货期限等。
制表人、审核人和批准人可以是公司内的不同角色,根据具体情况填写。
总金额会自动计算,将各个产品的总价相加即可得到。
在使用该报价表模板时,可以根据实际需求进行修改和调整,例如增加更多的产品信息列、添加更多的计算公式等。
普通箱cm:(长+宽+5)x(宽+高+3)x2x单价x1.55÷10000 五金成本核算标准单价={材料费+[加工费*(1+税17%)]}*[1+损耗费(4%)+管销费(5%)+利润(10%)] 一。
材料费的计算:总用料重量*材料价格-(总用料重量-产品净重)*废料回收价格⑴单重的计算:①圆柱形: πr∧2 * 密度* 10∧-6②冲压片板材: 长*宽*厚*密度*10∧-6⑵冲压件留边料尺寸:冲压件厚度(T) 单边留料T≤0.5mm1.2mm0.5mm<T≤1.5mm1.5mmT>1.5mm2.0mm⑶常用材料密度:材料名称密度g/cm3(t/m3)铁7.8钢7.85铝2.7紫铜8.9铅黄铜8.5猛铜8.5⑷常用材料价格:材料名称含税(17%)价格(元/Kg)单光铁¥6.2不锈钢¥18铝¥20紫铜¥76铅黄铜¥51猛铜¥85⑸废料回收价格:材料名称价格(元/Kg)废铁¥2.2不锈钢¥14.6紫铜¥44.0铅黄铜¥33.0二、冲制费:一个产品往往由多个工序构成,每个工序可能用不同吨位的压机,现将不同吨位啤机冲制一次的价格列如下:冲床吨位(T) 冲制费(元/次)16T ¥0.00625T ¥0.00835T ¥0.01045T ¥0.01260T ¥0.01580T ¥0.020110T ¥0.025160T ¥0.030200T ¥0.050200T(双轴) ¥0.060250T(双轴) ¥0.090连续模,以上的吨位的冲制费要少,例如250T(双轴)-- ¥0,050三、机加工费:加工机床种类每小时收费(RMB)传统机床(车,铣,平面磨,内外园磨等) ¥30快走丝线切割¥40CNC加工¥60慢走丝线切割(日立) ¥100塑胶成本核算标准单价(VAT/17%)=材料费+加工费+包装费+管理费+税一、材料费:1、塑胶原料:A、透明产品:(产品净重+50%水口+5%损耗)X原料价格(VAT/17%)。
FA机加工供应商及加工费价格估算方式粗加工计价方式:1.钻孔:8元/个(直径16mm以内)2.铣床:45元/小时线割加工计价方式(精加工):1.线长*0.1元*厚度=单价(割一刀)2.线长*0.13元*厚度=单价(割一修一)3.线长*0.15*厚度=单价(割一修二)4.线长*0.0.17*厚度=单价(割一修三)5.线长*0.2*厚度=单价(割一修四)6.钨钢(W.C)零件15T以下的以15T计价。
单价为0.36元,15T(含15T)以上的,单价为0.9元(以实际进度计算)7.零件模块基本厚度以20T计算。
每块模板总额不足500元,加架模费72元,超过则不加。
8.零件模板小孔基本单价24元每孔(割一修二不含细孔),钨钢零件小孔基本单价48元每孔(割一修二不含细孔)注.以上报价为0.2线报价,0.15线为0.2线1.5倍,0.1线为0.2线2倍。
放电加工计价方式(精加工):一般材质:1)0.5放电:40T以下每孔8元;40T-60T每孔15元;60T以上每孔18元2)0.3放电:25T以下每孔12元;25T以上每孔18元;钨钢:1)0.5放电:10T-20T每孔12元;20T-30T每孔24元;30T-50T每孔36元2)0.3放电:10T以下每孔18元;11T-15T每孔30元;15T-25T每孔36元研磨加工计价方式(精加工):1.光学磨床:140元/小时2.研磨:45元/小时注.不足1小时以小时计价表面处理:5/KG热处理:12/KG材料成本计价方式:SKH-9:料长(单边+2mm)* 料宽(单边+2mm)*料高*0.000008*260元/KgSKD11:料长(单边+2mm)* 料宽(单边+2mm)*料高*0.000008*80元/KgW.C:料长(单边+2mm)* 料宽(单边+2mm)*料高*0.000015*1200元/Kg铝(6061):料长(单边+2mm)* 料宽(单边+2mm)*料高*0.000003*38元/Kg不锈钢(304):料长(单边+2mm)* 料宽(单边+2mm)*料高*0.000008*40元/Kg普通钢(S45C):料长(单边+2mm)* 料宽(单边+2mm)*料高*0.000008*8元/Kg塑钢:料长(单边+2mm)* 料宽(单边+2mm)*料高*0.0000015*35元/Kg电木:料长(单边+2mm)* 料宽(单边+2mm)*料高*0.0000006*25元/Kg单个零件计价总公式:零件单价=粗加工费+线割费+放电费+研磨费+材料费+表面处理费+热处理费实例计算1:重量:11KG;材质:S45C;钻孔数量:8个;线割数量:0;表面处理:镀铬;铣床工时:3小时;研磨工时:5小时计算1:材料费:11X8=88元;钻孔费:8X8=64元;表面处理费:11X5=55元;铣床加工费:3X45=135元;研磨加工费:5X45=225元总计费用:88+64+55+135+225=567元实例计算2:重量:0.5KG;材质:SKD11;钻孔数量:2个;线割数量:2 线长:12.6 mm 材料厚:12mm 用0.2线割;热处理:镀铬;铣床工时:2小时;研磨工时:3小时计算2:材料费:0.5X80=40元;钻孔费:8X2=16元;线割费:0.1X12.6X12X2=30元;表面处理费:0.5X12=6元;铣床加工费:2X45=90元;研磨加工费:3X45=135元总计费用:40+16+30+6+90+135=317元。