厌氧序批式反应器ASBR的基本原理
- 格式:doc
- 大小:81.00 KB
- 文档页数:14
厌氧序批活性污泥系统(ASBR)的特性及应用研究厌氧序批活性污泥系统(Anaerobic Sequencing Batch Reactor,ASBR)是一种将有机物质在无氧条件下降解为甲烷气体的一种废水处理技术。
该技术具有一些独特的特点,包括操作简便、适应性强、处理效果显著等,因此在废水处理领域被广泛应用并深受研究者的关注。
厌氧序批活性污泥系统的基本原理是通过周期性的进料、沉淀、抽出和混合,使有机废水在一个封闭的反应器中进行降解。
这个反应器中有一层活性污泥,其中的微生物能够在无氧环境下进行生长和代谢。
废水进入反应器后,有机物质被微生物降解为有机酸,然后进一步降解为甲烷气体。
废水中的氮和磷等营养物质也会被微生物去除。
通过周期性的进料和抽出,可以实现废水的连续处理。
整个处理过程中产生的剩余污泥可以通过沉淀和抽出排出系统。
厌氧序批活性污泥系统具有一些与其他废水处理技术不同的特点。
首先,它的反应器是封闭的,可以有效地控制反应的条件和微生物的生长。
这使得ASBR能够在一定程度上适应不同水质和负荷变化。
其次,ASBR可以在一个反应器中实现多个环节的处理,如去除有机物和氮磷等营养物质。
这样就可以减少投资和运营成本,并使处理过程更加高效。
此外,ASBR 具有较长的停留时间和较高的降解效率,使得它能够处理高浓度有机废水。
厌氧序批活性污泥系统在实际应用中已经取得了良好的效果。
研究表明,ASBR可以有效去除废水中的有机物质、氮和磷等营养物质。
由于其操作简便、设备结构简单,ASBR也比较容易实施和维护。
ASBR广泛应用于污水处理厂、工业废水处理和农村生活污水处理等领域。
比如,ASBR在某些地区被用于处理染料废水、制药废水和食品加工废水等高浓度有机废水。
在农村地区,ASBR也可以作为一种简便、经济的污水处理技术,用于处理生活污水和畜禽养殖废水。
尽管厌氧序批活性污泥系统在废水处理中有很多优点,但也存在一些挑战和改进空间。
例如,ASBR处理过程中产生的剩余污泥的处理和处置仍然是一个问题。
《甲烷菌优化吸附—生物降解厌氧序批式反应器(AB-ASBR)的研究》篇一一、引言随着环境问题的日益突出,对废水处理和有机废弃物降解技术的要求日益严格。
厌氧生物处理技术因其在处理有机废物时的低能耗、高效率和环境友好性而备受关注。
其中,生物降解厌氧序批式反应器(ASBR)技术以其独特的操作模式和高效的废物处理能力,成为研究的热点。
近年来,甲烷菌的优化吸附技术也被广泛应用于ASBR中,以提高生物降解的效率和效果。
本文将探讨甲烷菌优化吸附在生物降解厌氧序批式反应器(AB-ASBR)中的应用及其相关研究。
二、甲烷菌优化吸附技术甲烷菌是一类在厌氧环境下能够将有机物转化为甲烷的微生物。
在生物降解过程中,甲烷菌的活性直接影响着有机物的降解效率和效果。
甲烷菌优化吸附技术通过改善甲烷菌的生长环境和提高其活性,从而提高有机物的降解效率。
三、AB-ASBR反应器的工作原理与特点AB-ASBR反应器是一种结合了序批式操作和厌氧生物处理技术的反应器。
其工作原理是在一个周期内,通过改变进水、反应、沉淀、排水等步骤的顺序和频率,使反应器在不同阶段产生不同的环境条件,以适应不同微生物的生长和代谢需求。
其特点包括操作灵活、对有机物负荷变化适应性强、处理效率高等。
四、甲烷菌优化吸附在AB-ASBR反应器中的应用甲烷菌优化吸附技术可以有效地提高AB-ASBR反应器中有机物的降解效率。
通过优化甲烷菌的生长环境和提高其活性,可以加速有机物的生物降解过程,提高反应器的处理效率。
此外,甲烷菌的优化吸附还可以降低反应器中的污染负荷,减少废水的排放量,从而降低对环境的影响。
五、实验研究本部分将详细介绍实验的设计、方法、过程和结果。
首先,通过实验室模拟AB-ASBR反应器的操作过程,比较不同条件下(如不同甲烷菌吸附条件、不同进水浓度等)的有机物降解效率和效果。
其次,通过分析实验数据,探讨甲烷菌优化吸附对AB-ASBR反应器性能的影响机制。
最后,根据实验结果,提出优化甲烷菌吸附和AB-ASBR反应器操作的建议。
定义厌氧序批式反应器(Anaerobic Squencing BatchReactor简称ASBR)是美国Dague教授于20世纪90年代初开发的一种高速厌氧反应器(美国专利号:5,185,079) 。
ASBR是间歇运行的非稳态厌氧生物反应器,每个运行周期分为进水、反应、沉淀、排水、待机5个阶段。
同其他连续运行的厌氧反应器(如UASB,EGSB等)相比,ASBR反应器具有投资省、操作灵活、稳定高效等优点而越来越引起人们的关注。
我们相信,随着我国环境保护事业的发展,ASBR法必将成为一个有竞争力的废水处理技术,在水污染控制中发挥重要作用。
编辑本段基本操作1.进水期废水由进料泵注入反应器,同时进行搅拌,基质浓度迅速增加,根据Monod动力学方程,微生物代谢速率也相应增加。
进水到预先设定的液面线为止,进水体积与水力停留时间(HRT)和有机负荷(OLR)等因素有关。
2.反应期进水结束后反应器进入反应期,反应期是ASBR反应器一个运行周期中最重要的一个步骤。
在搅拌的作用下,基质与生物团充分混合,同时基质中的有机物转化为生物气。
在反应期搅拌方式的选择是很重要的。
搅拌的方式通常有三种:循环的生物气搅拌、机械搅拌和液体回流搅拌;其中最常用的是用循环的生物气进行搅拌。
反应的时间取决于基质和中间产物的消耗速率。
3.沉淀期反应结束后,停止搅拌,此时ASBR反应器的作用和沉淀池相同。
沉淀的时间与污泥的“自我固定化”情况有关,对于沉降性能良好的颗粒污泥来说,沉淀时间会很短;同时沉淀时间还得保证良好的出水水质和反应器内生物量的增加。
4.排水期经过充分的固液分离后将上清夜和沉降性能差的污泥排出。
排水体积等于进水体积。
排水要尽快结束,以免氧气进入反应器影响厌氧细菌的活性[2~3]。
编辑本段工艺特性1.生物量存留时间长由于ASBR反应器是间歇运行、序批式操作的,所以ASBR工艺能够彻底解决厌氧污泥容易流失的问题,而且序批式操作还使得污泥停留时间(SRT)与水力停留时间(HRT)是彼此独立的,因而反应器内可以维持较高的MLVSS浓度,所以ASBR反应器具有耐冲击负荷和处理有毒或高浓度有机废水能力强的特点。
厌氧反应器的作用及工作原理厌氧反应器为厌氧处理技术而设置的专门反应器。
厌氧消化技术在世界各地广泛应用,大部分处理城市生活有机垃圾的厂处理量在2500t/a以上。
厌氧过程实质是一系列复杂的生化反应,其中的底物、各类中间产物、最终产物以及各种群的微生物之间相互作用,形成一个复杂的微生态系统,类似于宏观生态中的食物链关系,各类微生物间通过营养底物和代谢产物形成共生关系(symbiotic)或共营养关系(symtrophic)。
因此,反应器作为提供微生物生长繁殖的微型生态系统,各类微生物的平稳生长、物质和能量流动的高效顺畅是保持该系统持续稳定的必要条件。
如何培养和保持相关类微生物的平衡生长已经成为新型反应器的设计思路。
UASB反应器工作原理:上流式厌氧污泥床反应器(UASB)是传统的厌氧反应器之一。
三相分离器是UASB反应器的核心部件,它可以再水流湍动的情况下将气体、水和污泥分离。
废水经反应器底部的配水系统进入,在反应器内与絮状厌氧污泥充分接触,通过厌氧微生物的讲解,废水中的有机污泥物大部分转化为沼气,小部分转化为污泥,沼气、水、泥混合物通过三相分离器得于分离。
技术特点:运行稳定、操作简单、可用絮状污泥、产生沼气、较低的高度、投资省。
适用场合:广泛应用于食品、啤酒饮料、制浆造纸、化工和市政等废水的处理。
EGSB反应器工作原理:EGSB厌氧反应器是在UASB厌氧反应器的基础上发展起来的新型反应器,EGSB反应器充分利用了厌氧颗粒污泥技术,通过外循环为反应器提供充分的上升流速,保持颗粒污泥床的膨胀和反应器内部的混和。
TWT通过改进和优化EGSB的内外部结构,提供了效率,降低了能耗,增强了运行的稳定性,有效防止了颗粒污泥的流失。
技术特点:污泥浓度高高负荷高去除率抗冲击负荷能力强占地面积小造价低适用场合: 适用于淀粉废水、酒精废水和其他轻工食品等高浓度有机废水的处理。
TWT-IC反应器工作原理:TWT-IC反应器是继UASB、EGSB之后的新型厌氧反应器,需要处理的废水使用高效的配水系统由反应器底部泵入反应器,与反应器内的厌氧颗粒污泥混合。
本科毕业设计外文翻译外文译文题目(中文):通过序批式厌氧反应器消化热水解污泥(以下六项用宋体标4号字)学院:专业:学号:学生姓名:指导教师:日期:通过序批式厌氧反应器消化热水解污泥关键词污泥热水解法序批式厌氧反应器摘要实验室试验进行了一项通过ASBR用蒸煮的方法水解污泥的性能的调查研究。
嗜温的ASBR和CSTR都要一个等量的填充速率,分别是2.71kgCOD/m³在20天的水力停留时间和5.42kgCOD/m³在10天的水力停留时间。
在20天和10天的水力停留时间内ASBR的总化学需氧量的效果移除分别是67.71%和61.66%。
这比通过CSTR获得的分别高12.38%和27.92%。
结果,ASBR的日均废气产量比CSTR在20天的水力停留时间所产生的废气要高15%,比CSTR在10天的水力停留时间所产生的废气要高31%。
用蒸煮的方法使污泥水解所产生的固体能达到一个很高的含量,约在65-80g/l。
这导致了在10天水力停留时间内的固体停留时间在34-40天左右。
然而,太多的固体积累会导致ASBR工艺的不稳定,制定正规的从ASBR 的反应炉底部卸下消化污泥能保持反应炉的稳定。
ASBR一个循环周期内的生成气体,溶解性化学需氧量以及有机酸的变化都显示了ASBR工艺对于用热的方法水解污泥是稳定的和可行的。
1 概况污泥的处理与清理是一个昂贵且使环境易受破坏的问题。
厌氧消化是一种处理污泥的常规的生物处理方法,这种方法能使污泥固定,杀死病原菌,并且减少固体产量。
然而,因为低的不稳定固体的移除速率(30%-40%)和长时间的20天水力停留时间,使得常规的厌氧分解效率很低。
厌氧分解流程由以下四个阶段组成:水解阶段,酸化阶段,产乙酸阶段,产甲烷阶段。
在整个厌氧分解流程中,污泥的水解速率被认为是决定速率。
为了能够提高不稳定固体的移除速率以及沼气的生产率,一些能够增强污泥水解的预处理工艺正在实施。
这些方法包括化学方法(使用臭氧,强酸或者碱),热水解,机械粉碎,超声处理。
新型厌氧反应器技术说明(1)序批间歇式厌氧生物反应器(ASBR)20 世纪90 年代,美国艾奥瓦州立大学的Dague 及其合作者将好氧生物处理中的序批式反应器用于厌氧处理,开发了厌氧序批式反应器(ASBR),该工艺彻底解决了厌氧污泥容易流失的问题,具有投资省、操作灵活、稳定高效等优点。
(2)移动式厌氧污泥床反应器(AMBR)AMBR(Anaerobic Migrating Blanket Reac- tor)是一种新型高效处理工艺,可以用来处理工业废水和城市污水。
AMBR 工艺是在充分研究UASB 反应器和ASBR 反应器的基础上由美国艾奥瓦州大学的Dague 课题组开发的新型厌氧反应器,也是第三代厌氧反应器的代表之一。
厌氧移动式污泥床反应器是在UJASB和ASBR 反应器的基础上,将ASBR 工步应用到连续流系统中,构造如图7-12 所示。
AMBR 反应器有两种不同的构造形式。
一种在相邻格室中间设置一系列垂直安装的导流板(导流板间距可调),以减少底物的短路循环。
导流板与反应器壁要有足够的距离以防止大的颗粒污泥通过时发生阻塞。
该种构型的反应器适用于HRT 较低的情况,此外在相同的条件下,使用具有导流板的反应器发生短路循环的机会将会大大降低。
这种形式的反应器的水力停留时间(HRT)通常较长。
另外—种是在反应器中间格室底部有一圆形开孔,(圆孔,尺寸可以调整),底部的小孔可以使底物与污泥充分接触,保证污泥的迁移,同时可防止发生短路循环。
当COD 负荷增加时,产气量也会增加从而导致进水室的扰动增大,污泥迁移速率增大,此时增加孔的尺寸可以显著地减小污泥迁移速率。
AMBR 反应器至少有3个格室,串联运行,反应器两侧各有进、出水口。
运行时进水从反应器的一端水平流入,从另一端流出,因而出水室中的有机底物浓度最低,生物体对底物的利用效率也最低,产气量小,出水室可作为内部澄清池,减少出水中的生物量。
为了防止微生物在出水室累积,定期反向运行,出水室变为进水室,进水室变为出水室。
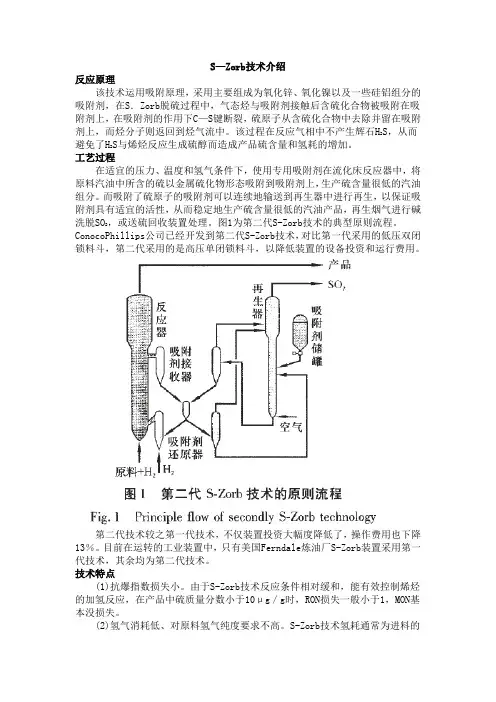
S—Zorb技术介绍反应原理该技术运用吸附原理,采用主要组成为氧化锌、氧化镍以及一些硅铝组分的吸附剂,在S.Zorb脱硫过程中,气态烃与吸附剂接触后含硫化合物被吸附在吸附剂上,在吸附剂的作用下C—S键断裂,硫原子从含硫化合物中去除并留在吸附S,从而剂上,而烃分子则返回到烃气流中。
该过程在反应气相中不产生辉石H2避免了HS与烯烃反应生成硫醇而造成产品硫含量和氢耗的增加。
2工艺过程在适宜的压力、温度和氢气条件下,使用专用吸附剂在流化床反应器中,将原料汽油中所含的硫以金属硫化物形态吸附到吸附剂上,生产硫含量很低的汽油组分。
而吸附了硫原子的吸附剂可以连续地输送到再生器中进行再生,以保证吸附剂具有适宜的活性,从而稳定地生产硫含量很低的汽油产品,再生烟气进行碱洗脱SO,或送硫回收装置处理。
图1为第二代S-Zorb技术的典型原则流程。
2ConocoPhillips公司已经开发到第二代S-Zorb技术,对比第一代采用的低压双闭锁料斗,第二代采用的是高压单闭锁料斗,以降低装置的设备投资和运行费用。
第二代技术较之第一代技术,不仅装置投资大幅度降低了,操作费用也下降13%。
目前在运转的工业装置中,只有美国Ferndale炼油厂S-Zorb装置采用第一代技术,其余均为第二代技术。
技术特点(1)抗爆指数损失小。
由于S-Zorb技术反应条件相对缓和,能有效控制烯烃的加氢反应,在产品中硫质量分数小于10μg/g时,RON损失一般小于1,MON基本没损失。
(2)氢气消耗低、对原料氢气纯度要求不高。
S-Zorb技术氢耗通常为进料的0.1%~0.15%,并不要求很高的氢气纯度,70%的氢气纯度就可满足要求,一般的重整氢符合要求。
(3)能耗低。
该技术不需要对汽油馏分进行切割,装置平均能耗在11 kg/t 左右(北京燕山分公司S-Zorb装置目前实际为9.56 kg/t);另外,可直接以FCC 装置的稳定汽油做进料,可省去FCC汽油碱冼步骤和废碱处理,简化了流程,也降低了操作费用。
厌氧序批式工艺中磷化氢的释放规律张朝升, 张可方, 韦 伟, 荣宏伟, 刘 涛(广州大学土木工程学院,广东广州510006) 摘 要: 在避光密闭的厌氧序批式反应器(AS BR )内,通过充氮吹扫的方式,实现了对磷化氢产量的动态检测。
在进水pH 值为6.5~7、TP 为7mg/L 、COD 为200mg/L 、NH 3-N 为12mg/L 的条件下,磷化氢的小时积累产量与TP 浓度呈良好的负相关,而与COD 浓度的变化趋势基本一致,并且产生的磷化氢浓度较高。
关键词: 厌氧序批式工艺; 磷化氢; 释放规律中图分类号:X703 文献标识码:C 文章编号:1000-4602(2010)11-0053-03Relea se Rule of Phosph i n e i n Anaerob i c Sequenc i n g Ba tch ProcessZHANG Chao 2sheng, ZHANG Ke 2fang, W E IW ei, RONG Hong 2wei, L I U Tao(College of C ivil Engineering,Guangzhou U n iversity,Guangzhou 510006,China ) Abstract: The dyna m ic deter m inati on of phos phine yield was achieved by bl owing nitr ogen int o a cl osed anaer obic sequencing batch react or .W hen the influent pH,TP,COD and NH 3-N are 6.5t o 7,7mg/L,200mg/L and 12mg/L res pectively,the hourly phos phine accu mulati on yield has a good nega 2tive correlati on with TP concentrati on and is si m ilar t o the general trend of COD concentrati on change .The concentrati on of generated phos phine reaches a higher level . Key words: anaer obic sequencing batch p r ocess; phos phine; release rule 基金项目:国家自然科学基金资助项目(50878058); 广东省自然科学基金资助项目(8151009101000015); 广东省自然科学基金重点项目(9251009101000001) 随着检测技术的进步,国内外学者陆续在动物粪便、沼泽、垃圾填埋场、海水沉积物、淡水沉积物和土壤中检测到磷化氢[1~5]。
厌氧序批式反应器预处理焦化废水研究焦化废水是在生产焦炭、煤气、焦油及其它焦化产品的过程中产生的废水。
由于焦化废水含高浓度的氨氮和许多难生物降解有机物,对环境危害较大。
厌氧预处理可以将焦化废水中难以生物降解的有机物转化为一些易于生物降解的有机物,为后续的好氧生物降解创造良好条件,从而提高整个系统的处理效率[1]。
本课题研究厌氧序批式反应器(ASBR)对焦化废水进行预处理的可行性及工艺特性。
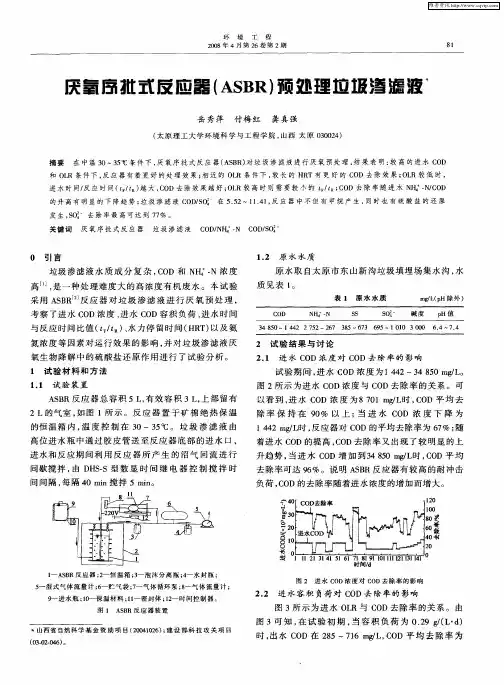
1 试验材料与方法1.1 ASBR反应器实验运行系统小试规模ASBR反应器置于35℃恒温室中。
实验用水取自太原市煤气公司焦化厂经过除油、蒸氨工序之后的焦化废水。
实验装置如图1所示。
1.2 生物化学甲烷势(BMP)测定方法容积为500mL的葡萄糖瓶作为生物化学甲烷势(BMP)测定用反应器。
BMP的测定步骤:取100mL颗粒污泥置于500mL的葡萄糖瓶中,加适量的背景无机营养液和350mL的焦化废水中(ρ(CODcr)=800mg/L),用氮气吹走葡萄糖瓶中的空气以保证厌氧状态并用医用橡皮塞密封瓶口。
将葡萄糖瓶置于35℃的环境中进行培养。
同时进行空白测定:即在另一葡萄糖瓶中只加入100mL的颗粒污泥,而不加入焦化废水,其它步骤同上。
每日分别记录水样和空白的甲烷产气量,直至产气停止。
由于葡萄糖瓶中排出的气体包含有甲烷和CO2,而CO2不能代表厌氧条件下CODcr的相应减少量,故应将产生的CO2用0.1mol/L的NaOH吸收。
当水样和空白都不再产气时,BMP测定结束。
此时,水样总产气量减去空白总产气量就是BMP的测定结果。
1.3 实验内容①用焦化废水对ASBR反应器中的以蔗糖为基质培养的厌氧颗粒污泥进行驯化;②测定焦化废水的BMP;③研究ASBR工艺厌氧预处理焦化废水的工艺条件和工艺特性。
2 结果与讨论2.1 驯化过程实验中采用逐步增加以蔗糖为基质的进水中焦化废水所占CODcr的比例,同时逐步降低有机负荷的方法对以蔗糖为基质培养出来的接种厌氧颗粒污泥进行驯化,使微生物逐步适应低浓度有毒难降解的焦化废水的特性。
厌氧序批式反应器ASBR的基本原理厌氧序批式反应器是20世纪90年代美国Iowa州立大学RichardRDague教授提出并发展起来的一种新型高效厌氧反应器,它能使污泥在反应器的停留时间SRT大大延长,增加反应的污泥浓度,并能够进行充分的泥水混合,从而提高了厌氧污泥的处理能力,越来越受到各国学者的关注。
ASBR的基本操作厌氧序批式反应器的操作过程包括进水、反应、沉淀、排水4个阶段。
也有设置空转阶段,系指本周起出水结束到下一周期进水开始质检的时间间隔,可根据具体水质及处理要去进行取舍。
进水阶段:废水进入ASBR反应器,同时由生物气、液体再循环搅拌或机械进行搅拌,基质浓度迅速增加,根据Monod动力学方程,微生物代速率也相应增大,直到进水完毕达到最大值。
进水体积由下列因素决定:设计的HRT、有机负荷OLR 及预料的污泥床沉降特性等。
反应阶段:该阶段是有机物转化为生物气的关键步骤,所需时间由下列参数决定:基质特征及浓度,要求的出水质量、污泥的浓度,反应的环境温度等,其中搅拌对COD去除率及甲烷产量的影响,在颗粒成长过程中的有重要作用。
沉淀阶段:停止搅拌,让生物团在禁止的条件下沉降,形成低悬浮固体的上清液。
反应器此时变成澄清器,沉降时间可根据生物团的沉降特性确定,典型时间在10~30min 间变化,沉降时间不能过长,否则因生物气继续产出会造成沉降颗粒重新悬浮。
混合液悬浮固体浓度(MLSS)、进料量与生物团量之比(F/M)是影响生物团沉降速率及排除液清澈程度的重要可变因素。
排水阶段:充分的液固分离完成后,将上清液排出,排水体积等于进水体积。
排水时间由每次循环排水的总体积和排水速率决定。
排水结束后,反应器将进入下一个循环,对于的生物团定期排出。
ASBR的基本特征ASBR相对于其他厌氧反应器来说有如下优点:(1)工艺简单,占地面积少,建设费用低ASBR法的主题工艺设备,只有一个或几个间歇反应器,同传统的厌氧工艺相比,此反应器集混合、反应、沉降等功能于一体,不需额外的澄清沉淀池,不需要液体或污泥回流装置,同UASB和AF相比,该反应器的地步不需要昂贵的进水系统,具有工艺简单、结构紧凑,占地面积少,建设费用低等优点。
《甲烷菌优化吸附—生物降解厌氧序批式反应器(AB-ASBR)的研究》篇一一、引言随着工业化和城市化的快速发展,废水处理成为环境保护领域的重要课题。
其中,厌氧生物处理技术因其高效、低能耗等优点,在污水处理中占有重要地位。
甲烷菌优化吸附—生物降解厌氧序批式反应器(AB-ASBR)作为一种新型的厌氧生物反应器,其独特的运行机制和高效的废水处理能力,使其成为当前研究的热点。
本文旨在探讨甲烷菌优化吸附在AB-ASBR反应器中的应用及其对生物降解过程的影响。
二、甲烷菌优化吸附的原理甲烷菌是一类在厌氧条件下,通过降解有机物产生甲烷的微生物。
其优化吸附是指通过改进反应器的设计、操作条件等手段,提高甲烷菌对有机物的吸附能力和降解效率。
优化吸附的原理主要包括以下几个方面:1. 反应器设计:合理的反应器设计可以提供适宜的生态环境,有利于甲烷菌的生长和吸附。
例如,采用高比表面积的填料,可以增加甲烷菌与有机物的接触面积,从而提高吸附效率。
2. 操作条件:适宜的操作条件包括温度、pH值、营养物质等,这些因素都会影响甲烷菌的活性。
通过优化操作条件,可以提高甲烷菌的吸附和降解能力。
三、AB-ASBR反应器的运行机制AB-ASBR(Adsorption-Biodegradation Anoxic Sequencing Batch Reactor)反应器是一种结合了吸附和生物降解的厌氧序批式反应器。
其运行机制主要包括以下几个方面:1. 序批式运行:AB-ASBR反应器采用序批式运行方式,每个批次包括进水、反应、沉淀、排水等阶段,可以实现对废水的有效处理。
2. 吸附与生物降解:在反应器中,甲烷菌通过优化吸附,将有机物吸附在填料上,然后通过生物降解过程将其转化为甲烷等物质。
3. 高效处理:由于AB-ASBR反应器的独特设计,使得其在处理高浓度、难降解的有机废水时表现出色。
同时,该反应器还具有较好的耐冲击负荷能力,能够适应不同来源和成分的废水。
厌氧序批式反应器ASBR的基本原理厌氧序批式反应器ASBR的基本原理厌氧序批式反应器是20世纪90年代美国Iowa州立大学RichardRDague教授提出并发展起来的一种新型高效厌氧反应器,它能使污泥在反应器内的停留时间SRT大大延长,增加反应的污泥浓度,并能够进行充分的泥水混合,从而提高了厌氧污泥的处理能力,越来越受到各国学者的关注。
ASBR的基本操作厌氧序批式反应器的操作过程包括进水、反应、沉淀、排水4个阶段。
也有设置空转阶段,系指本周起出水结束到下一周期进水开始质检的时间间隔,可根据具体水质及处理要去进行取舍。
进水阶段:废水进入ASBR反应器,同时由生物气、液体再循环搅拌或机械进行搅拌,基质浓度迅速增加,根据Monod动力学方程,微生物代谢速率也相应增大,直到进水完毕达到最大值。
进水体积由下列因素决定:设计的HRT、有机负荷OLR及预料的污泥床沉降特性等。
反应阶段:该阶段是有机物转化为生物气的关键步骤,所需时间由下列参数决定:基质特征及浓度,要求的出水质量、污泥的浓度,反应的环境温度等,其中搅拌对COD去除率及甲烷产量的影响,在颗粒成长过程中的有重要作用。
沉淀阶段:停止搅拌,让生物团在禁止的条件下沉降,形成低悬浮固体的上清液。
反应器此时变成澄清器,沉降时间可根据生物团的沉降特性确定,典型时间在10~30min 间变化,沉降时间不能过长,否则因生物气继续产出会造成沉降颗粒重新悬浮。
混合液悬浮固体浓度(MLSS)、进料量与生物团量之比(F/M)是影响生物团沉降速率及排除液清澈程度的重要可变因素。
排水阶段:充分的液固分离完成后,将上清液排出,排水体积等于进水体积。
排水时间由每次循环排水的总体积和排水速率决定。
排水结束后,反应器将进入下一个循环,对于的生物团定期排出。
ASBR的基本特征ASBR相对于其他厌氧反应器来说有如下优点:(1)工艺简单,占地面积少,建设费用低ASBR法的主题工艺设备,只有一个或几个间歇反应器,同传统的厌氧工艺相比,此反应器集混合、反应、沉降等功能于一体,不需额外的澄清沉淀池,不需要液体或污泥回流装置,同UASB和AF相比,该反应器的地步不需要昂贵的进水系统,具有工艺简单、结构紧凑,占地面积少,建设费用低等优点。
(2)耐冲击、适应性强完全混合式反应器比推流式反应器具有较强耐冲击负荷及处理有毒或高浓度有机废水的能力。
ASBR反应器在反应期内本身的混合状态属典型的完全混合式,加之反应器内有较高MLSS浓度,进而使F/M值降低,因此具有反应推动力大、耐冲击负荷及适应性强的优点。
(3)布局简单、易于设计、运行在UASB、AF等工艺中,布水设计的好坏直接影响到厌氧工艺的成功与否,因为设计难度大,而ASBR工艺中水是批式进水,无需复杂的布水系统,也就不会产生断流、短流的问题,降低了设计难度,保证了处理的效果。
(4)运行操作灵活ASBR反应器在运行操作过程中,可根据废水水量、水质的变化,通过调整一个运行周期中各个工序的运行时间及HRT、SRT而满足出水水质的要求,具有很强的操作灵活性。
(5)固液分离效果好,出水澄清固液分离在反应器内部进行,是ASBR工艺不同于其他厌氧工艺的一个显著特征。
首先,厌氧生物团絮凝同好氧活性污泥法的模式类似,是由细菌对基质的有限浓度引起,F/M值对其有重要影响。
低F/M值,有利于生物絮凝,沉降快,出水悬浮固体低。
一个连续进料完全混合的厌氧反应器稳态操作时,F/M 是一定值,而间歇操作的ASBR反应器进水后为高F/M,随着反应的进行,F/M 逐渐降低,反应结束排水时,F/M最低,且产气量最小,易于固液分离。
因此,从固液分离效果讲,ASBR法的间歇操作模式要优于其他厌氧法的连续操作模式。
(6)污泥性能好,处理能力强由于ASBR出水时容易将沉淀性能不好的污泥随水排出,而将沉淀性能较好的污泥保留下来,所以系统中的污泥整体沉降性能较好。
同时,颗粒化过程较短,大大提高了处理废水的能力。
前言在高效的废水处理工艺方面,各国学者相继开发了各种高效厌氧生物反应器,如厌氧生物滤池(AF)上流式厌氧污泥床(UASB)和厌氧流化床(AFB)等。
美国教授Dague等人把好氧生物处理的序批式反应器(SBR)运用于厌氧处理,开发了厌氧序批式反应器(AnaerobicSequencingBatchReactor),简称为ASBR。
Dague等人发现在ASBR中可以形成颗粒污泥,污泥沉降快且易于保留在反应器内,具有高SRT,低HRT。
虽然ASBR运行上类似于厌氧接触法,但ASBR的固液分离在反应器内部进行,不需另设澄清池,不需真空脱气设备。
出水时反应器内部生物气的分压使沉淀污泥不易上浮,沉降性能良好。
另外,ASBR中不需UASB 中的复杂的三相分离器。
ASBR具有工艺简单、运行方式灵活、生化反应推动力大并耐冲击负荷等优点。
本文将介绍ASBR的特点,运行条件及ASBR运行中各阶段所需时间的确定。
1形成颗粒污泥是ASBR的基本特征颗粒污泥中厌氧微生物邻近程度远小于絮状体污泥。
厌氧消化成功的关键在于反应器中保持多种微生物之间的平衡,特别是能够保持低氢分压。
从热力学上考虑,产乙酸菌把长链挥发酸转化为乙酸的反应只有在氢分压-5低于101.325×10kPa情况下才能发生,这说明利用CO2和H2的产甲烷菌对产乙酸菌关系重大。
厌氧颗粒污泥中不同菌种之间邻近的共生关系有利于厌氧消化过程的顺利进行,中间产物及H2及时被不同菌种消耗掉可以使反应继续进行,这是颗粒污泥在机理上的优势。
絮状体污泥尽管也发生H2及中间产物的转化,但颗粒污泥中的微生物固定在颗粒上,使中间产物所需传送的距离远远要近于离散的絮状污泥。
Mecart和Smith 发现颗粒污泥与分散的絮状体污泥相比较,前者的氢分压低对。
利用速率快,Thide等人对比研究了颗粒污泥与悬浮污泥运行的情况,结果发现以乙醇为基质时,颗粒污泥较悬浮污泥的基质转化率高75%,以甲酸为基质时,在颗粒污泥中基质转化速率为0.275/min。
这充分证明颗粒污泥中厌氧微生物邻近度近于絮状体污泥,可以提高污泥活性。
由于在ASBR中形成了颗粒污泥,使处理效果好,运行稳定,能够处理高浓度有机废水。
在接种成熟的颗粒污泥时,ASBR启动所需时间可以大大缩短,这就克服了普通厌氧法启动慢的缺点。
2ASBR能在常温下处理低浓度废水大多数高效厌氧反应器主要为中温消化。
ASBR 能够在常温时处理废水,温度低时基质去除率低,但ASBR出水中微生物流失量少,使反应器内可保持高的生物量,这可以抵消由于低温造成的基质去除率低的影响。
低浓度有机废水在总污水排放量中占很大的比重,甲烷化能力低,采用常规的厌氧消化处理技术难于奏效,好氧生物处理成本昂贵,ASBR能有效地处理低浓度有机废水。
Ndon和Dague[3]1997年研究了ASBR处理CODCr为1000、800、600和400mg/L的人工合成废水,当温度为35-15℃、HRT为48h和24h时,各种进水浓度CODcr去除率超过了90%,在15℃低温下进水CODcr为600和400mg/L时,ASBR对CODcr的去除率仍然超过了85%。
同时可以查看中国污水处理工程网更多技术文档。
3影响ASBR运行的因素3.1进水时间(tf)与反应时间(tr)之比ASBR艺过程是一个非稳定过程,反应器中有机物浓度是时间的函数。
进水结束时达最高值,这说明充水时间影响着ASBR的工艺的处理效果。
AS-BR工艺运行分为进水、反应、沉淀和排水4个阶段。
沉淀和排水时间在同一反应中一般固定且时间短,而进水时间与反应时间是工艺运行的主要参数,其比值影响ASBR艺的处理效率。
过去曾有人认为快速进水可使相应的反应时间加长,且可提高反应速率。
但是当基质浓度超过半饱和常数时,反应速率成零级反应,且在ASBR中不能以CODcr去除率作为唯一指标。
快速进水由于产酸菌产生挥发性脂肪酸(VFA)速率高于产甲烷菌消耗有机酸的速率,使反应器中大量积累VFA,当负荷大于某一值时,甲烷化能力急剧下降。
进水时间长,尽管反应速度慢,但中间产物VFA的及时消耗有利于ASBR顺利进行。
在低负荷时tf/tr值对反应影响较小,高负荷情况下tf/tr造成的影响大。
处理有毒有害废水时应适当控制tf/tr值。
3.2碱度ASBR运行时要求混合液具有一定的pH缓冲能力,启动初期颗粒污泥没有形成时,对pH值极为敏感,一旦pH值低于7.0产气不活跃。
把pH 值调为7.0-7.5时,产气明显增加,说明进水碱度对形成的颗粒污泥作用很关键,特别在低温时,混合液粘滞性大,使生物气泡附着于污泥上不容易释放,当附着的生物气泡越集越多时,容易造成污泥上浮使污泥大量流失。
出现这种情况时不应增加污泥负荷,而应加人适当碱度使生物气泡释放出来,使沉降性能变好。
操作稳定时,适于增大负荷,此时颗粒污泥生长加快,当颗粒污泥形成并稳定一段时间后,操作适当时不易解体。
此时碱度可比启动阶段有所降低,但要保持足够的碱度,处理以碳水化合物为主的废水时,进水碱度与CODcr之比应大于3。
3.3温度ASBR能在5~65℃范围内处理多种废水,为在低温和常温下廉价处理废水提供了可能性。
但恒温对ASBR保持系统的稳定性有重要作用,不同种群产甲烷菌对生长的温度范围均有严格要求,从而需要保持恒温。
不论何种原因导致温度的短期突变,均会对厌氧发酵过程产生明显的影响,高温发酵时最为敏感。
4ASBR各阶段所需时间的确定ASBR运行时每周期包括4个阶段,依次为进水、反应、沉淀和排水阶段。
各个阶段的停留时间由操作条件和所需出水水质来决定。
一个周期所需最短时间tmin是进水时间扒反应时间tr、沉淀时间ts和出水时间td的和,即tmin=tf+tr+ts+td(1)4.1进水时间进水时间由进水体积和进水速度决定,同时须考虑有毒有害物质的抑制影响进水速度视进水水质而定。
进水体积由设计的HRT有机负荷及预定的沉淀特征确定。
进水时间由下式求出:tf=Vf/Qf(2)式中:Vf--进水体积,L;Qf--进水速度,L/h。
4.2反应时间反应所需时间由废水水质和浓度、污染物的降解速率、所需出水水质、生物固体浓度和水温等因素决定。
反应器中混合液体积从进水开始不断增加,直到进水结束达最大值门预定反应器总有效体积人进水时反应器中基质浓度不断增加,而反应阶段反应器中基质浓度不断减少,这表明ASBR是间歇进行的非稳态厌氧生物处理过程人SBR反应器在时间上为推流式反应器,在空间上为完全混合式反应器。
从另一个角度出发,可以认为进水阶段为完全混合反应,反应阶段为推流式反应。
采用莫诺德动力学方程来描述反应器中基质浓度的变化情况时,基质去除率是按一级反应进行的:dS/dt=-KXS/Ks+S(3)式中:S--基质浓度,mg/L;X--污泥浓度,mg/L;K--最大比基质利用速率,l/d;Ks--半饱和常数,mg/L。