SMT防错料PFMEA
- 格式:xls
- 大小:31.00 KB
- 文档页数:1

什么是PFMEAPFMEA是过程失效模式及后果分析(Process Failure Mode and Effects Analysis)的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
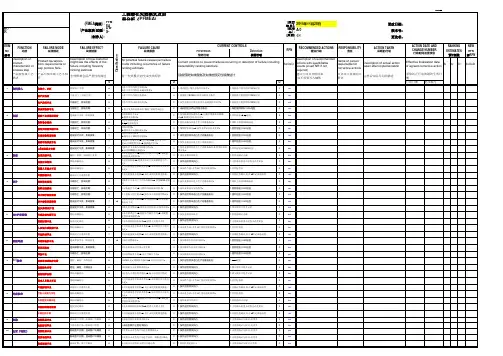
[编辑]PFMEA的分析原理PFMEA的分析原理如下表所示,它包括以下几个关键步骤:(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
(1)“过程功能/要求”:是指被分析的过程或工艺。
该过程或工艺可以是技术过程,如焊接、产品设计、软件代码编写等,也可以是管理过程,如计划编制、设计评审等。
尽可能简单地说明该工艺过程或工序的目的,如果工艺过程包括许多具有不同失效模式的工序,那么可以把这些工序或要求作为独立过程列出;(2)“潜在的失效模式”:是指过程可能发生的不满足过程要求或设计意图的形式或问题点,是对某具体工序不符合要求的描述。
PFMEAPFMEA的分析原理PFMEA是过程失效模式及后果分析(Process Failure Mode and Effects Analysis)的英文简称,是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
基本简介PFMEA[1]失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维[2]持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
适用范围新件模具设计阶段。
新件试模、试做阶段。
新件进入量产前阶段。
新件客户抱怨阶段。
原理分析PFMEA的分析原理PFMEA的分析原理如下表所示,它包括以下几个关键步骤:PFMEA(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
模式分析“过程功能/要求”是指被分析的过程或工艺。
该过程或工艺可以是技术过程,如焊接、产品设计、软件代码编写等,也可以是PFMEA管理过程,如计划编制、设计评审等。

在SMT行业,贴片设备是连续高速运行的,如果在机种切换时不能有效的防止用错料或用错FEEDER,将造成批量的返工或报废从而给企业带来巨大损失。
要避免这种情况的发生,最好的办法就是在机种切换时、续料时、换料时、ECN变更时,能便捷有效地将待上料的机台、料站、料枪、通道以及料盘的对应关系与标准料站表进行比较,由系统自动根据校验规则进行校验,从而起到智能防错的效果。
简单的讲,上料防错就是由系统完成用户上料过程中扫描的物料标签、Feeder标签、站位标签与料站表资料的一致性校验,用自动化的系统校验取代出错率高的人工目检,从而简化人员作业、保障作业质量、提高生产效率。
那么要满足上述目标,首要的就必须对物料、料枪、料站甚至机台、料站表进行前期的统一编码管理,尤其是物料的内部编码。
在有些企业可能存在自主产品和OEM产品的生产,也就会有自购料和客供料的存在,不同供应商的物料编码、标签各自的规则都是不一样的,甚至有些国内的物料都没有条码,这就增加了物料编码的难度。
一般来讲上了ERP系统的企业,物料内部编码体系是比较健全的,但是也较少形成内部统一打印物料编码标签的规范。
所以在导入上料防错系统前,我们会协助企业进行编码及标签打印的规范化。
另外,上料防错系统也支持针对不同类型的物料的编码规则进行仿真,对已经有了物料编码标签的物料就可以进行识别。
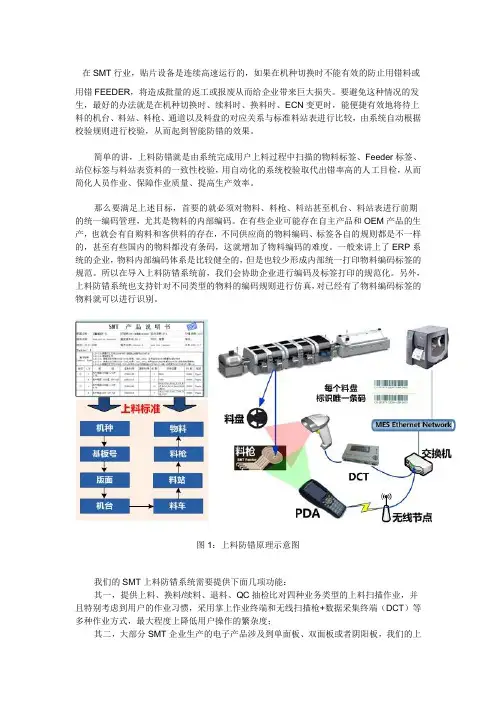
图1:上料防错原理示意图我们的SMT上料防错系统需要提供下面几项功能:其一,提供上料、换料/续料、退料、QC抽检比对四种业务类型的上料扫描作业,并且特别考虑到用户的作业习惯,采用掌上作业终端和无线扫描枪+数据采集终端(DCT)等多种作业方式,最大程度上降低用户操作的繁杂度;其二,大部分SMT企业生产的电子产品涉及到单面板、双面板或者阴阳板,我们的上料防错系统支持各种复杂的产品结构,并最大程度上保持与客户的业务习惯相协调;其三,上料防错系统需要在收集了作业人员扫描的各种标签信息后才可以比对料站表资料,系统从扫描的便捷性、系统的易用性、作业结果及时反馈性、良好的错误预警提示等多个方面来防止作业人员的漏失,让系统真正发挥了作用,同时也减少一线人员对系统的抵触情绪。
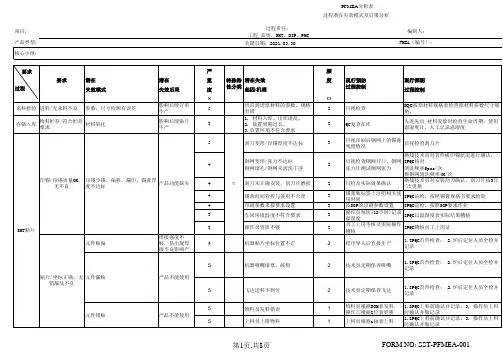

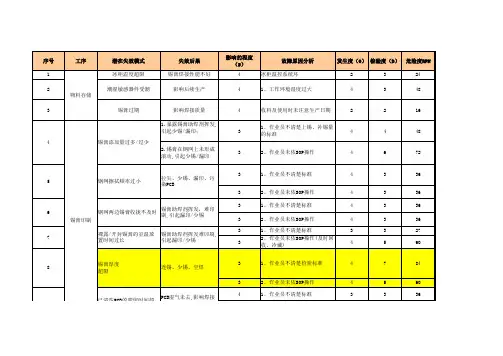
严频探潜在潜在重分潜在失效度现行探测测R 失效模式失效后果度类起因/机理过程控制度PSO DN冰柜温度过高锡膏焊接性能不好4冰柜温控系统坏2对冰箱温度进行每日点检324冰柜温度过低锡膏焊接性能不好4冰柜温控系统坏2对冰箱温度进行每日点检324真空封装机气压过高影响封装效果4气压过高2每日对真空封装机进行点检/空压机日常点检216真空封装机温度过高包装破损4设置不当3每日对真空封装机进行点检336真空封装机温度过低封装不严4设置不当3每日对真空封装机进行点检336真空封装机时间过长包装破损4设置不当3每日对真空封装机进行点检336真空封装机时间过短封装不严4设置不当3每日对真空封装机进行点检336ESD 装置/设备失效元器件静电击穿7ESD 设施安装保护实施不规范2每日对各ESD点进行点检570潮湿敏感器件受潮影响后续生产41、工作环境湿度过大4将MSD置于恒温恒湿的干燥箱内;对环境温湿度定期点检/监控34851、由于核对送货单时未核对出3收料员在接收原材料时,核对送货单与外箱标识、实物的物料编码、及采购订单确认一致后方可收料23052、由于外箱标识与送货单一致,但内装实物与单据不一致2对原包装最小包装5%的比例进行抽检55031、原包装本身就少料。
4对原包装最小包装5%的比例进行抽检560责任及目标完成日期建议措施措施结果DS O 现行预防过程控制无法使用影响生产送货单数量与实物不符物料购买/暂存送货单物料编码与实物不符文件版本A修订SMT过程失效模式分析(PFMEA)零部件名称电机控制器文件编号编制RPN 采取的措施核心小组顾客批准日期零部件号过程功能要求第1页,共36页FORM NO: SST-PFMEA-001等文件出错用错料第3页,共36页FORM NO: SST-PFMEA-00131、烘烤人员不清楚温度标准4培训《MSD管制办法》33632、MSD的标识不清晰2将《SMT MSD干燥记录表》记录清楚21233、未生产而长时间放置3长时间放置的MSD实行真空包装21831、烘烤人员不清楚厚度/间距标准4培训《PCB、IC烘烤作业指导书》33632、烘烤人员因“烤箱空间”不够而随意加厚、加密4严格执行《PCB、IC烘烤作业指导书》33631、烘烤人员不清楚裸露时间标准4培训《PCB、IC烘烤作业指导书》33632、烘烤人员未执行“先出先消耗”的原则3执行“先出先消耗”原则21841、空调性能下降5及时反馈空调维修员48042、空调性能下降,该区管理员未及时点检5将裸露MSD置于恒温恒湿的干燥箱内;对环境温湿度定期点检/监控24041、冰箱冷藏性能下降3及时反馈冰箱维修员33642、锡膏管理员不清楚标准3培训标准:锡膏存储温度在0~10℃22443、锡膏管理员未及时监控4点检(1次/2小时)控制在0~10℃23241、锡膏管理员不清楚标准3培训标准:锡膏存储温度在0~10℃22442、锡膏管理员未及时监控4点检(1次/2小时)控制在0~10℃23241、锡膏进料后的有效期短4检验出厂的瓶身标签:有效期≥6月34842、未执行“先进先出”3标识清晰,执行“先进先出”,严格控制锡膏存储期在6个月内22441、锡膏管理员不清楚标准4培训标准:室温下锡膏回温时间≥4H 23242、管理员控制的起止回温时间不清晰4利用《锡膏使用标识卡》严格记录/管控34843、因"急"而超前使用4“急”则须提前解冻34841、锡膏管理员不清楚标准4培训标准:室温下锡膏回温时间≥4H 23242、回温的起止时间标识不清楚4利用《锡膏使用标识卡》严格记录/管控34843、停产时,未将已解冻品及时回冻4《锡膏使用标识卡》标识清晰,工作环境中未开封放置不能超过24小时232烧录器电压不稳定程序拷贝时出错,影响功能5220V输入电压不稳定2每日对其进行点检44051、硬件、软件运行有误2每日对其画面显示状况进行确认33052、作业员违规操作3按照“PI-150”作业,禁止多余操作345拷贝电脑运行不正常程序拷贝时出错,影响功能锡膏活性下降,导致印刷性能下降锡膏回温解冻时间过长锡膏存储期限过长PCB、IC等返潮,影响焊接品质开封/烘烤后裸露时间过长PCB、IC等返潮,影响焊接品质该区环境湿度过大锡膏活性下降锡膏存储温度过低PCB、IC等湿度仍过大,影响焊接品质锡膏存储温度过高缩短锡膏存储周期,影响焊接品质摆放厚度过厚、间距过小PCB、IC等反潮,影响焊接品质MSD于干燥箱内的时间过长备/领出锡膏变质,影响焊接品质锡膏吸水引起锡珠\气泡\炸锡锡膏回温解冻时间过短第5页,共36页FORM NO: SST-PFMEA-00131、拷贝槽的拷贝脚弹性不够3每日对拷贝脚的完好性进行点检32732、IC的放置不到位3保证作业员将IC脚充分接触到拷贝槽的底部32733、IC脚氧化2发现时,及时反馈IQC63651、软件确认书或效验和或备录忘或ECN/BOM等文件出3对每个工单的首次软件拷贝的IC要求物料房拉长进行首件确认46052、用错软件5对每个工单的首次软件拷贝的IC要求物料房拉长进行首件确认37553、用错IC5对每个工单的首次软件拷贝的IC要求物料房拉长进行首件确认,并使用BOM/ECN核对所拷贝IC实物的正确性37551、作业员不能识别辅料型号/用途3对作业员培训《辅料型号、使用对照表》34552、作业员疏忽3领辅料时,实行两人确认345ESD设施失效静电敏感器件被击穿,功能丢失7ESD设施的安装或保护或实施不规范2每日对各ESD点进行点检57031、作业指导书未制作4及时制作33632、丢失/未悬挂4每日对各工位作业指导书进行点检33631、作业员不能识别Feeder类型2对作业员培训各类机器、Feeder类型的识别方法31832、作业员未掌握物料类型与Feeder类型的匹配方法2对作业员培训各Feeder类型与物料类型匹配的方法31833、作业员疏忽3上料/换料后,对所上Feeder与物料的匹配情况进行两人核对、确认32751、站位表的制作出错31、站位表制作后,实行两人确认2、站位表在上线使用之前,技术员必须用BOM核对站位表是否正确,交助工签名后方可使用34552、拿错站位表4拉长依据客户、机型、程序名领取站位表,与技术员实行两人确认36051、站位表出错3拉长依据客户、机型、程序名领取站位表,与技术员实行两人确认345拷贝槽与IC 的接触不良作业指导书不全不按标准/流程作业,流出不良程序不能拷入,影响功能生产辅料发错用错辅料拷错程序,影响功能/换错物料软件确认书,效验和,备录忘ECN,BOM未核对物料上线物料抛损、影响贴片质量Feeder(类型)使用出错错料站 位 表出错第6页,共36页FORM NO: SST-PFMEA-001清晰第8页,共36页FORM NO: SST-PFMEA-001出。
1. 引言在表面贴装技术(Surface Mount Technology,SMT)过程中,材料的选择和使用是至关重要的。
选择错误的材料可能导致焊接不良、元器件失效以及其他质量问题。
为了保证SMT过程的质量和可靠性,我们需要采取一系列的防错措施来确保选用正确的材料。
本文将介绍一些常用的SMT防错料方案,包括材料选择的考虑因素、过程控制的注意事项以及常见材料错误选用的解决方法。
2. 材料选择考虑因素在选择SMT材料时,需要考虑以下因素:2.1 元器件要求不同的元器件有不同的要求。
例如,某些元器件可能需要特殊的焊接温度曲线,而某些元器件可能对环境条件更为敏感。
因此,我们需要根据元器件的要求选择合适的材料。
2.2 焊接工艺要求不同的焊接工艺需要使用不同的材料。
例如,对于传统的波峰焊接工艺,我们需要选择具有良好耐热性和耐化学腐蚀性的材料;而对于无铅焊接工艺,我们需要选择符合RoHS要求的无铅材料。
2.3 成本考虑材料的成本也是一个重要的考虑因素。
我们需要在保证质量的前提下,选择性价比最优的材料。
3. 过程控制的注意事项在SMT过程中,除了材料选择外,我们还需要注意一些过程控制方面的问题。
3.1 温度控制温度是影响焊接质量的重要因素之一。
我们需要控制好焊接过程中的温度,确保温度不会过高或过低。
过高的温度可能导致元器件损坏,而过低的温度可能导致焊接不完全。
3.2 粘度控制在SMT过程中,我们通常使用胶水或焊膏来粘贴元器件。
粘度的控制非常重要,过高或过低的粘度都会影响焊接质量。
我们需要根据具体工艺要求,选择合适的粘度。
3.3 设备维护SMT设备的维护对于保证焊接质量也非常重要。
我们需要定期检查和保养设备,确保设备的正常运行。
同时,对于一些易损件,如喷嘴、胶管等,需要及时更换。
4. 常见材料错误选用的解决方法在SMT过程中,常见的材料错误选用问题包括焊膏和胶水的不匹配,无铅焊料的选择错误等。
以下是一些常见的解决方法:4.1 焊膏和胶水不匹配如果焊膏和胶水不匹配,在焊接过程中可能出现焊点开裂、焊接剥离等问题。
什么是PFMEAPFMEA是过程失效模式及后果分析(Process Failure Mode and Effects Analysis)的英文简称。
是由负责制造/装配的工程师/小组主要采用的一种分析技术,用以最大限度地保证各种潜在的失效模式及其相关的起因/机理已得到充分的考虑和论述。
失效:在规定条件下(环境、操作、时间),不能完成既定功能或产品参数值和不能维持在规定的上下限之间,以及在工作范围内导致零组件的破裂卡死等损坏现象。
严重度(S):指一给定失效模式最严重的影响后果的级别,是单一的FMEA范围内的相对定级结果。
严重度数值的降低只有通过设计更改或重新设计才能够实现。
频度(O):指某一特定的起因/机理发生的可能发生,描述出现的可能性的级别数具有相对意义,但不是绝对的。
探测度(D):指在零部件离开制造工序或装配之前,利用第二种现行过程控制方法找出失效起因/机理过程缺陷或后序发生的失效模式的可能性的评价指标;或者用第三种过程控制方法找出后序发生的失效模式的可能性的评价指标。
风险优先数(RPN):指严重度数(S)和频度数(O)及不易探测度数(D)三项数字之乘积。
顾客:一般指“最终使用者”,但也可以是随后或下游的制造或装配工序,维修工序或政府法规。
[编辑]PFMEA的分析原理PFMEA的分析原理如下表所示,它包括以下几个关键步骤:(1)确定与工艺生产或产品制造过程相关的潜在失效模式与起因;(2)评价失效对产品质量和顾客的潜在影响;(3)找出减少失效发生或失效条件的过程控制变量,并制定纠正和预防措施;(4)编制潜在失效模式分级表,确保严重的失效模式得到优先控制;(5)跟踪控制措施的实施情况,更新失效模式分级表。
(1)“过程功能/要求”:是指被分析的过程或工艺。
该过程或工艺可以是技术过程,如焊接、产品设计、软件代码编写等,也可以是管理过程,如计划编制、设计评审等。
尽可能简单地说明该工艺过程或工序的目的,如果工艺过程包括许多具有不同失效模式的工序,那么可以把这些工序或要求作为独立过程列出;(2)“潜在的失效模式”:是指过程可能发生的不满足过程要求或设计意图的形式或问题点,是对某具体工序不符合要求的描述。
PFMEA方法在SMT生产过程控制中的应用研究摘要:本文利用PFMEA这一可靠性研究工具,以上一年度某类产品为研究对象,花费了半年多的时间对其在SMT生产工艺流程中相关工序进行了系统性的统计和分析,按照PFMEA的分析原理,进行了风险识别和RPN量化评分,提出了针对性的改进措施及执行结果评价,明确了SMT生产过程控制要求和控制方法,提升了某类产品的质量和生产效率。
关键字:PFMEA;SMT过程质量控制;过程故障模式与影响分析;潜在失效模式1.概述电子产品的发展,其结构越来越复杂,使用环境越来越恶劣,导致电子产品发生故障和失效的潜在可能性越来越大。
表面组装焊接工艺(Surface Mount Technology,简称SMT)作为电子产品制造关键技术,引起的可靠性问题也日益突出。
因此,强化电路板组装件产品SMT生产过程质量控制已成为电子产品制造过程中的重要环节。
如今,质量控制的重点逐步从事后补救向事前预防转变,科学的预防性方法在质量控制中越来越举足轻重。
过程故障模式与影响分析(PFMEA:Process Failure Mode and Effects Analysis)是上世纪60年代由NASA在研制航天飞机过程中发明的一种预防性程序。
它是用来分析制造与装配过程,重点分析由制造或装配过程缺陷引起的潜在产品失效模式。
经过不断的完善,PFMEA被广泛地应用于诸多领域,成为有效的质量预防控制手段和可靠性保障工具。
PFMEA应用的目标是:1)确定潜在的与过程故障模式有关的产品;2)评估过程故障对顾客的潜在影响;3)确定某些引起故障的潜在的制造或装配过程的原因,并确定哪一类过程故障是应该重点避免的以及相关的关键过程;4)找到和发现一系列的过程故障模式,为今后的分析工作打下良好的基础,建立一个优选的系统。
大量成功的实践证明,PFMEA是研究制造和装配过程强有力的可靠性研究工具,尤其对复杂的制造和装配过程有良好的效用。