第二章FANUC数控系统解析
- 格式:ppt
- 大小:2.61 MB
- 文档页数:13
FANUC有多种数控系统,但其操作方法基本相同。
本文叙述常用的几种操作。
1 工作方式FANUC公司为其CNC系统设计了以下几种工作方式,通常在机床的操作面板上用回转式波段开关切换。
这些方式是:1.编辑(EDIT)方式在该方式下编辑零件加工程序。
2.手摇进给或步进(HANDLE/INC)方式用手摇轮或单步按键使各进给轴正、反向移动。
3.手动连续进给(MDI)方式用手按住机床操作面板上的各轴方向按钮使所选轴向连续地移动。
若按下快速移动按钮,则使其快速移动。
4.存储器(自动)运行(MEM)方式用存储在CNC内存中的零件程序连续运行机床,加工零件。
5.手动数据输入(MDI)方式该方式可用于自动加工,也可以用于数据(如参数、刀偏量、坐标系等)的输入。
用于自动加工与存储器方式的不同点是:该方式通常只加工简单零件,因此都是现编程序现加工。
6.示教编程对于简单零件,可以在手动加工的同时,根据要求加入适当指令,编制出加工程序。
操作者主要按这几种方式操作系统和机床。
2 加工程序的编制普通编辑方法将工作方式置于编辑(EDIT)方式,按下程序(PROG)键使显示处于程序画面,此方式下有两种编程语言:G 代码语言和用户宏程序语言(MACRO)。
常用的是G代码语言,程序的地址字有G**、M**、S**、T**、X**、Y**、Z**、F**、O**、N**、P**等。
程序如下例所示:00010:N1 G92 X0 Y0 Z0;N2 S600 M03;N3 G90 G17 G00 G41 D07 X250.0 Y550.0;N4 G01 7900.0 F150;N5 G03 X500.0 Y1150.0 R650.0;N6 G00 G40 X0 Y0 M05;N7 M30;编程时应注意代码的含义。
在车床、铣床、磨床等不同系列的系统中,同一个G 代码意义是不同的。
不同的机床厂用参数设定的G代码系及设计的M 代码的意义也不相同,编程时需查看机床说明书。

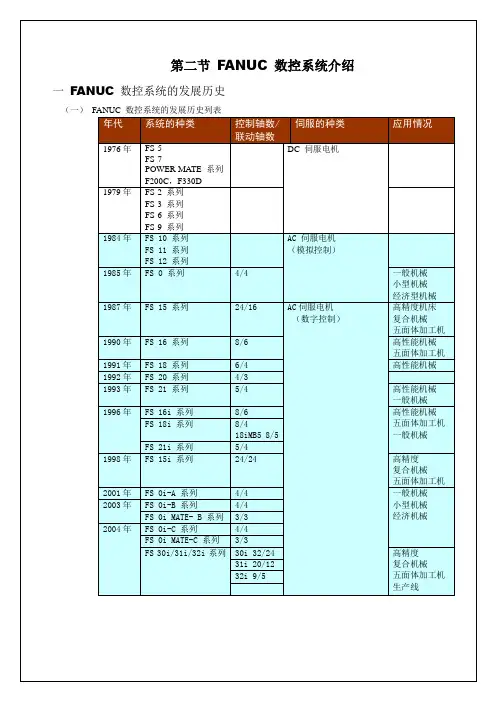
(二) 常见FANUC 数控系统0-C/0-D 系列1985年开发,系统的可靠性很高,使得其成为世界畅销的CNC,该系统2004年9月停产,共生产了35万台。
至今有很多该系统还在使用中。
FANUC 0-C/0-D 系列16/18/21 系列1990年-1993年间开发。
FANUC 16/18/21 系列16i/18i/21i 系列1996年开发,该系统凝聚了FANUC过去CNC开发的技术精华,广泛应用于车床,加工中心,磨床等各类机床。
FANUC 16i/18i/21i系列FANUC 0i-AFANUC 0i-BFANUC 0i mate-B0i-A 系列2001年开发,是具有高可靠性,高性能价格比的CNC 。
0i-B/0i mate-B 系列2003年开发,是具有高可靠性,高性能价格比的CNC ,和0i-A 相比,0i-B/0i mate-B 采用了FSSB (串行伺服总线)代替了PWM 指令电缆。
0i-C/0i mate-C 系列2004年开发,是具有高可靠性,高性能价格比的CNC,和0i-B/0imate-B相比,其特点是CNC与液晶显示器构成一体,便于设定和调试。
FANUC 0i-C30i/31i/32i 系列2003年开发,适合控制5轴加工机床、复合加工机床、多路径车床等尖端技术机床的纳米级CNC。
通过采用高性能处理器和可确保高速的CNC内部总线,使得最多可控制10个路径和40个轴。
同时配备了15英寸大型液晶显示器,具有出色的操作性能。
通过CNC,伺服,检测器可进行纳米级单位的控制,并可实现高速,高质量的模具加工。
FANUC 30i/31i/32i 系列二FANUC 数控系统的共同结构特点下图是典型的FANUC 数控系统的构成框图,请先参考,后面内容还有关于构成框图的进一步介绍。
CNC内部模块FANUC 数控系统应用到机床上的情况:三查看系统的类型主要有两种方法:(1) 通过显示器上面的黄色条形标牌如下图FANUC SERIES 18i-MB特殊情况:有些系统上的黄色条形标牌写不是FANUC系统的类型,而是机床的名称,这样的标牌是FANUC公司专门给某些机床厂家做的。

第1章数控编程概述1.1 数控程序编制的基本概念数控机床是按照事先编制好的零件加工程序自动地对工件进行加工的高效自动化设备。
编程人员,根据加工的工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数(主轴转速、进給量、吃刀量等)以及辅助功能(换刀、主轴正转、反转、切削液开、关等),按照数控机床规定的指令代码及程序格式编写成加工程序,将程序存储在控制介质上(如穿孔纸袋、磁带、磁盘),输入到数控机床的数控装置中,从而指挥机床动作,加工出零件。
这种从零件图的分析到制成控制介质的全过程叫数控程序的编制。
一、数控编程的内容及步骤数控编程的主要内容有:分析零件图样、工艺处理、数值计算、编写程序、校验程序及首件试切。
零件图确定加工工艺过程分析零件图数值计算编写程序单首件试切程序校验数控机床图1-1 数控编程的步骤1.分析零件图样根据加工零件的图纸和技术文件,对零件对结构形状、尺寸精度、形状精度、基准、表面粗糙度、毛坯种类、件数、材料及热处理等项目进行分析。
2.工艺处理拟定加工工艺方案,确定加工方法、加工路线与余量的分配、定位加紧方式、选择机床、刀具、切削用量等。
3.数值计算根据零件的几何尺寸、工艺路线和坐标原点的位置,计算各加工轨迹点的坐标值、数值换算、尺寸链解算、辅助计算。
对于复杂的曲线和曲面,一般使用计算机辅助计算。
14.编写零件加工程序根据确定的加工路线、刀位数据、切削用量、辅助动作及数据计算的结果,按照数控机床规定的指令代码和程序段格式,逐段编写加工程序。
此外,还应填写相关的工艺文件,如数控加工工序单、数控刀具清单、工件安装和编程原点设置单等。
5.程序校验与首件试切程序校验首先要检查程序运动轨迹和控制数控机床的各种辅助动作的正误。
程序在数控机床上空运行,通过观察CRT 图形显示屏或观察数控机床的动作来检查程序。
其次,进行零件的首件试切,加工出一个零件,观察切削用量、断削效果等,测量其尺寸精度和表面精度,根据零件的实际情况,对程序进行调整确定。
FANUC数控系统接线与调试介绍FANUC数控系统是最畅销的机床控制系统之一。
目前,在国内使用的FANUC数控系统主要有0系统和0i系统。
针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试,掌握了这两种系统,其它FANUC系统的调试则迎刃而解。
1系统与机床的连接 0i系统的连接图如下图,0系统和其他系统与此类似。
图中,系统输入电压为DC42V±10%,约7A。
伺服和主轴电动机为AC200V(不是220V)输入。
这两个电源的通电及断电顺序是有要求的,不满足要求会出现报警或损坏驱动放大器。
原则是要保证通电和断电都在CNC的控制之下。
具体时序请见“连接说明书(硬件)”。
其它系统如 0 系统 , 系统电源和伺服电源均为 AC200V 输入。
伺服的连接分 A 型和 B 型 , 由伺服放大器上的一个短接棒控制。
A 型连接是将位置反馈线接到 CNC 系统;B 型连接是将其接到伺服放大器。
Oi 和近期开发的系统用 B 型。
0系统大多数用 A 型。
两种接法不能任意使用 , 与伺服软件有关。
连接时最后的放大器的JX1B 需插上 FANUC 提供的短接插头 , 如果遗忘会出现 #401 报警。
另外 , 若选用一个伺服放大器控制两个电动机 , 应将大电动机电枢接在 M 端子上 , 小电动机接在 L 端子上 , 否则电动机运行时会听到不正常的嗡嗡声。
FANUC 系统的伺服控制可任意使用半闭环或全闭环 , 只需设定闭环型式的参数和改变接线 , 非常简单。
主轴电动机要的控制有两种接口 : 模拟 (0~1OVDC) 和数值 ( 串行传送 ) 输出。
模拟口需用其它公司的变频器及电动机。
用 FANUC 主轴电动机时 , 主轴上的位置编码器 ( 一般是 1024 条线 ) 信号应接到主轴电动机的驱动器上 (JY4 口 ) 。
驱动器上的 JY2 是速度反馈接口 , 两者不能接错。
目前使用的 I/0 硬件有两种 : 内装 I/0 印刷板和外部 I/0 模块。
fanuc加⼯中⼼基本操作学习第⼆篇数控加⼯中⼼基本操作课题⼀ FANUC 0i Mate-MC系统⾯板操作⼀、实训⽬的1.了解FANUC 0i Mate-MC数控系统⾯板各按键功能。
2.熟练掌握FANUC 0i Mate-MC数控系统的基本操作。
⼆、实训项⽬1.认识FANUC 0i Mate-MC数控系统⾯板各按键及功能FANUC 0i Mate-MC数控系统⾯板主要由三部分组成,即CRT显⽰屏、编辑⾯板及操作⾯板。
(1)FANUC 0i Mate-MC数控系统CRT显⽰屏及按键FANUC 0i Mate-MC数控系统CRT显⽰屏及按键分布见图1-1。
图1-1:FANUC 0i Mate-MC数控系统CRT显⽰屏CRT显⽰屏下⽅的软键,其功能是可变的。
在不同的⽅式下,软键功能依据CRT 画⾯最下⽅显⽰的软键功能提⽰。
如图1-2所⽰(a)程序画⾯(b)⼑偏/设定画⾯(C)位置画⾯图1-2:FANUC 0i Mate-MC数控系统CRT显⽰屏画⾯0i Mate-MC数控系统编辑⾯板按键FANUC 0i Mate-MC数控系统编辑⾯板如图1-3所⽰,其各按键名称及⽤途见表1-1、1-2所⽰。
图1-3:FANUC 0i Mate-MC数控系统编辑⾯板表1-1 FANUC 0i Mate-MC数控系统主菜单功能键的符号和⽤途图形显⽰键辅助图形画⾯,CNC描述程序轨迹。
表1-2 FANUC 0i Mate-MC数控系统功能键的符号和⽤途序号键符号按键名称⽤途1(等23个键)数字和字符键每个键都⾄少包含字母、数字键各⼀个。
在系统键⼊时会根据需要⾃⾏选择字母或数字。
2复位键⽤于CNC复位或者取消报警等。
3帮助键按此键⽤来显⽰如何操作机床,如MDI键的操作。
可在CNC发⽣报警时提供报警的详细信息、帮肋功能。
4换档键在有些键顶部有⼆个字符。
按住此键来选择字符,当⼀个特殊字符∧在屏幕上显⽰时,表⽰键⾯右下⾓的字符可以输⼊。
FANUC数控系统功能介绍1、控制轨迹数(Controlled Path)CNC控制的进给伺服轴(进给)的组数。
加工时每组形成一条刀具轨迹,各组可单独运动,也可同时协调运动。
2、控制轴数(Controlled Axes)CNC控制的进给伺服轴总数/每一轨迹。
3、联动控制轴数(Simultaneously Controlled Axes)每一轨迹同时插补的进给伺服轴数。
4、PMC控制轴(Axis control by PMC)由PMC(可编程机床控制器)控制的进给伺服轴。
控制指令编在PMC的程序(梯形图)中,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制。
5、Cf轴控制(Cf Axis Control)(T系列)车床系统中,主轴的回转位置(转角)控制和其它进给轴一样由进给伺服电动机实现。
该轴与其它进给轴联动进行插补,加工任意曲线。
6、Cs轮廓控制(Cs contouring control)(T系列)车床系统中,主轴的回转位置(转角)控制不是用进给伺服电动机而由FANUC主轴电动机实现。
主轴的位置(角度)由装于主轴(不是主轴电动机)上的高分辨率编码器检测,此时主轴是作为进给伺服轴工作,运动速度为:度/分,并可与其它进给轴一起插补,加工出轮廓曲线。
7、回转轴控制(Rotary axis control)将进给轴设定为回转轴作角度位置控制。
回转一周的角度,可用参数设为任意值。
FANUC系统通常只是基本轴以外的进给轴才能设为回转轴。
8、控制轴脱开(Controlled Axis Detach)指定某一进给伺服轴脱离CNC的控制而无系统报警。
通常用于转台控制,机床不用转台时执行该功能将转台电动机的插头拔下,卸掉转台。
9、伺服关断(Servo Off)用PMC信号将进给伺服轴的电源关断,使其脱离CNC的控制用手可以自由移动,但是CNC仍然实时地监视该轴的实际位置。
该功能可用于在CNC机床上用机械手轮控制工作台的移动,或工作台、转台被机械夹紧时以避免进给电动机发生过流。